電火花加工SiCp/Al復合材料成形孔工藝研究
2021-12-16 03:59:23王熙杰
科海故事博覽·上旬刊 2021年12期
王熙杰
摘 要 為探索太陽電池翼展開機構SiCp/AI 特型螺母安裝孔的電火花加工工藝規律,研究中心進行了SiCp/A1復合材料電火花成形加工的工藝試驗。在工具電極附加超聲振動的電火花加工試驗平臺上通過SiCp/AI 復合材料成形孔加工的單因素試驗,探索了峰值電流、基準電壓、脈間和脈寬對工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律。結果表明:當峰值電流在18.4-50A之間時,基準電壓在60-70V,脈間在75μs及脈寬在300us附近時,對尺寸為16×14×4mm的方形孔加工的綜合性較好,研究結果為太陽電池翼展開機構SiCp/AI特型螺母安裝孔的加工提供了技術支撐。
關鍵詞 SiCp/Al復合材料 電火花加工 工藝試驗 超聲振動
中圖分類號:TH1;TG6 文獻標識碼:A 文章編號:1007-0745(2021)12-0057-04
1 前言
SiCp/Al復合材料是一種以鋁合金為基體,以陶瓷顆粒SiC為增強相的金屬基復合材料。其在密度、比強度、比剛度、粘合性、研磨性以及熱性能等方面具有顯著的競爭優勢,被廣泛的用于航空航天、汽車工業以及電子工業等領域[1-2]。在實際生產應用中,SiCp/Al復合材料為了滿足不同場合的需求,不可避免地需要加工材料達到所需要的形狀、尺寸,但由于SiCp/Al復合材料富含有彌散分布的高硬度SiC陶瓷顆粒增強體,在采用傳統的車削、銑削、鉆孔機等加工工藝時,易造成較快的刀具磨損和較低的成形精度。因此,傳統加工方法不適合SiCp/Al復合材料的高效、高精度加工。電火花加工是一種依靠火花放電進行材料蝕除的非接觸式加工方法,加工過程中沒有宏觀切削力,材料的硬度和強度對材料的去除率沒有影響,因此電火花加工方法可用于SiCp/Al復合材料高效高精度加工。
本文針對航空工業領域中太陽電池翼展開機構SiCp/A1特型螺母安裝孔的加工開展研究工作,目的是在工具電極附加超聲振動的電火花加工試驗平臺上探索對目標尺寸為16×14×4mm方形安裝孔加工工藝規律。通過探索峰值電流、基準電壓、脈間和脈寬對工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律,為產品加工提供技術支撐。
2 工藝試驗平臺及試驗方法
2.1 試驗平臺
本試驗在電火花成形機床SF201上進行,機床Z軸垂直分辨率為1μm,并將自主研發的超聲振動主軸裝夾在機床主軸上來帶動工具電極振動,超聲振動主軸的諧振頻率為28.3KHz,振幅為3μm。
2.2 試驗條件
在電火花加工中,峰值電流、基準電壓、脈間和脈寬對加工指標有著重要的影響,因此本文在SiCp/Al復合材料成形孔加工中通過單因素試驗,研究上述工藝參數變化對工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律并對其規律成因進行分析。單因素試驗的因素水平取值如表1所示,試驗基礎參數為峰值電流37A,基準電壓70V,脈間75μs,脈寬100us。為保證試驗數據的可靠性,每組試驗需要重復三遍。
2.3 工藝指標
工藝指標有工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率。其中,材料去除率定義為工件材料的蝕除體積與加工時間之比;電極相對損耗率為電極損耗體積與工件去除體積之比;工件及工具材料體積為各自質量與密度之比。用電子天平AUW120D(精度為0.01mg)稱量工具電極和工件試驗前后的質量,加工時間由機床自動記錄。寬度過切量為工件槽的長和寬平均尺寸減去工具電極長和寬的平均尺寸,加工前電極和加工后工件槽的長和寬尺寸分別由千分尺(精度為0.01mm)測得。
3 結果分析與討論
3.1 峰值電流對電火花加工指標的影響
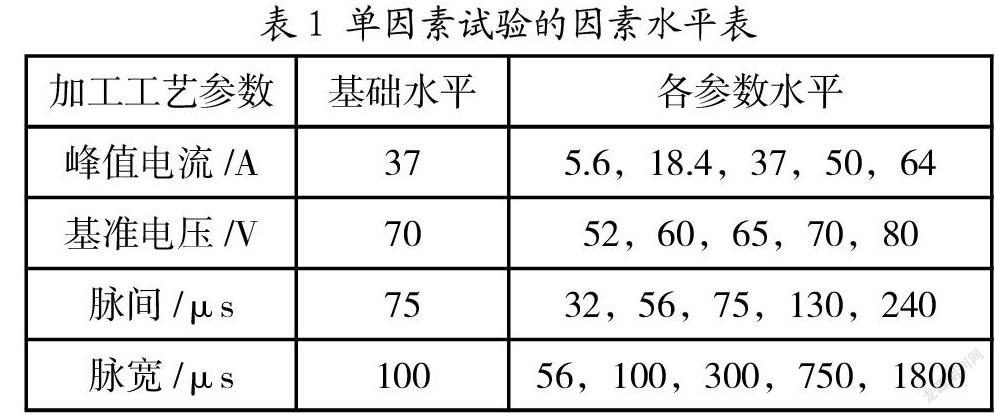
控制機床其它工藝參數不變,通過改變峰值電流的大小,分別研究峰值電流的變化對工件的材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律[3]。峰值電流與工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的關系曲線(如圖1所示),隨著峰值電流的增大,材料去除率、表面粗糙度、寬度過切量和電極相對損耗率呈現逐漸增大的趨勢。
隨著峰值電流和單次脈沖放電能量的增大,工件表面在單位時間內獲得的能量也增大,同時工件表面放電凹坑也會越大或越深,導致工件的材料去除率和表面粗糙度增大。
3.2 基準電壓對電火花加工指標的影響
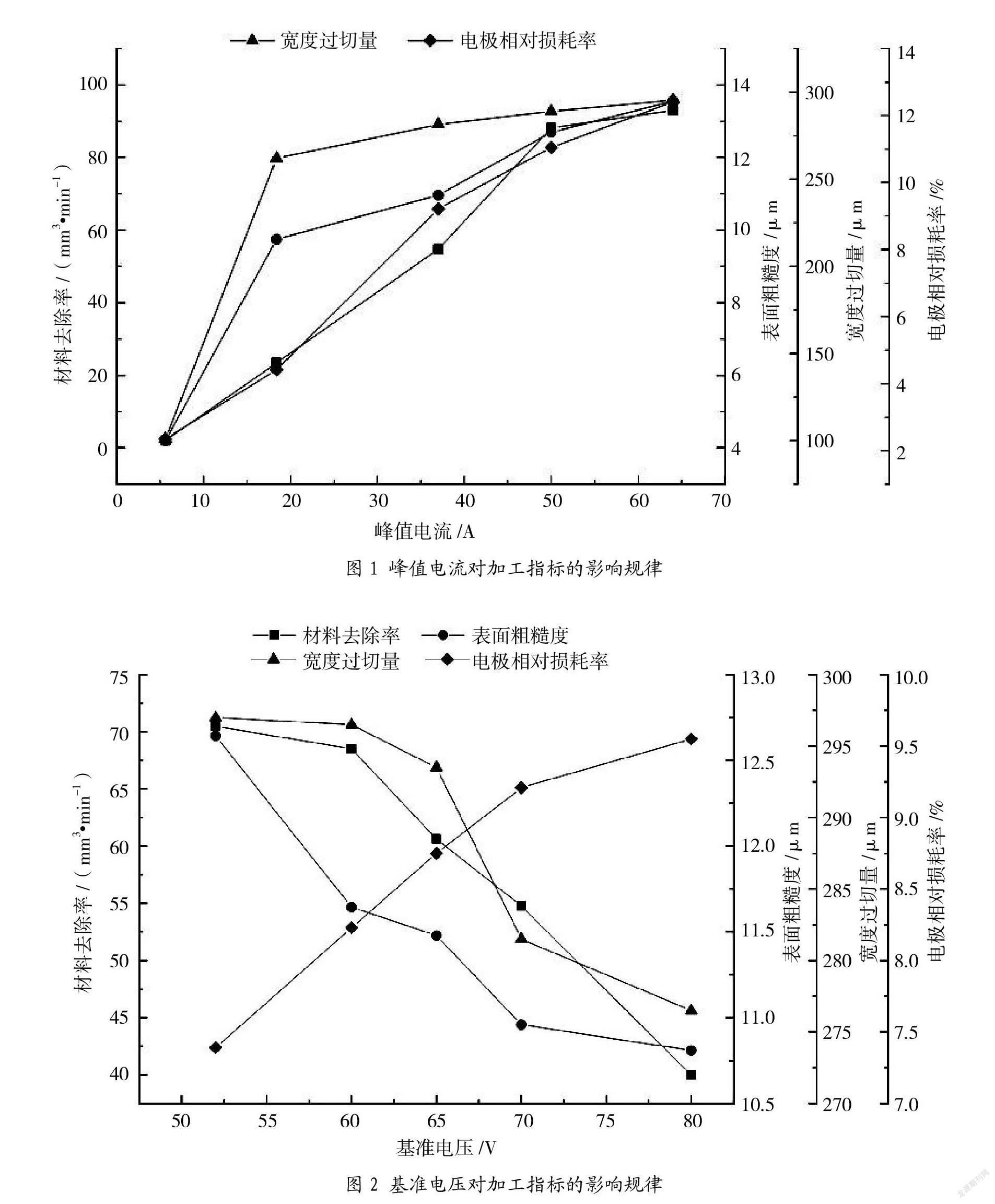
基準電壓是指加工過程中兩極間隙在單位時間內短路和脈間對應的零電壓、火花維持電壓、多個開路電壓的加權平均值。基準電壓是用來控制伺服系統來調節兩極間距的伺服參數。基準電壓越大,則說明單位時間內兩極間開路次數越多,兩極間放電間隙就越大。控制機床其它工藝參數不變,改變基準電壓的大小,分別研究基準電壓的變化對工件的材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律。圖2是基準電壓與工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的關系曲線,隨著基準電壓的增大工件材料去除率、表面粗糙度和寬度過切量呈現逐漸減小的趨勢,電極相對損耗率呈現逐漸增大的趨勢。
隨著基準電壓和兩極間隙的增大,加工中出現開路的次數就會增多,導致單位時間內有效脈沖放電次數減少,材料去除率下降。同時,兩極間的間隙增大也有利于電蝕產物的排出,減少短路拉弧等非正常放電加工,使工件表面加工質量變好,粗糙度值隨之減小。
根據上述分析可知,隨著基準電壓的增大,排屑條件越來越好,因蝕除物在放電間隙堆積造成的二次放電現象減少,使得工件的寬度過切量減小。隨著基準電壓的增大,兩極放電間隙增大,火花放電時放電通道中的帶電粒子有更長的距離獲得更大的速度,使得帶電粒子動能增加,由于正離子質量遠大于電子質量,正離子增加的動能遠大于電子增加的動能。因此隨著基準電壓的增大,正離子對電極損耗的增加量大于電子對工件蝕除的增加量,使得電極相對損耗率增大。
基準電壓在超過70V后,隨著基準電壓的增大材料去除率下降速度依然很快,而表面粗糙度卻變化不大;基準電壓在60V之下時,表面粗糙度相對較大,但基準電壓的增大對材料去除率的變化影響并不大。可見,基準電壓在60-70V之間時加工效果相對較好。
3.3 脈間對電火花加工指標的影響
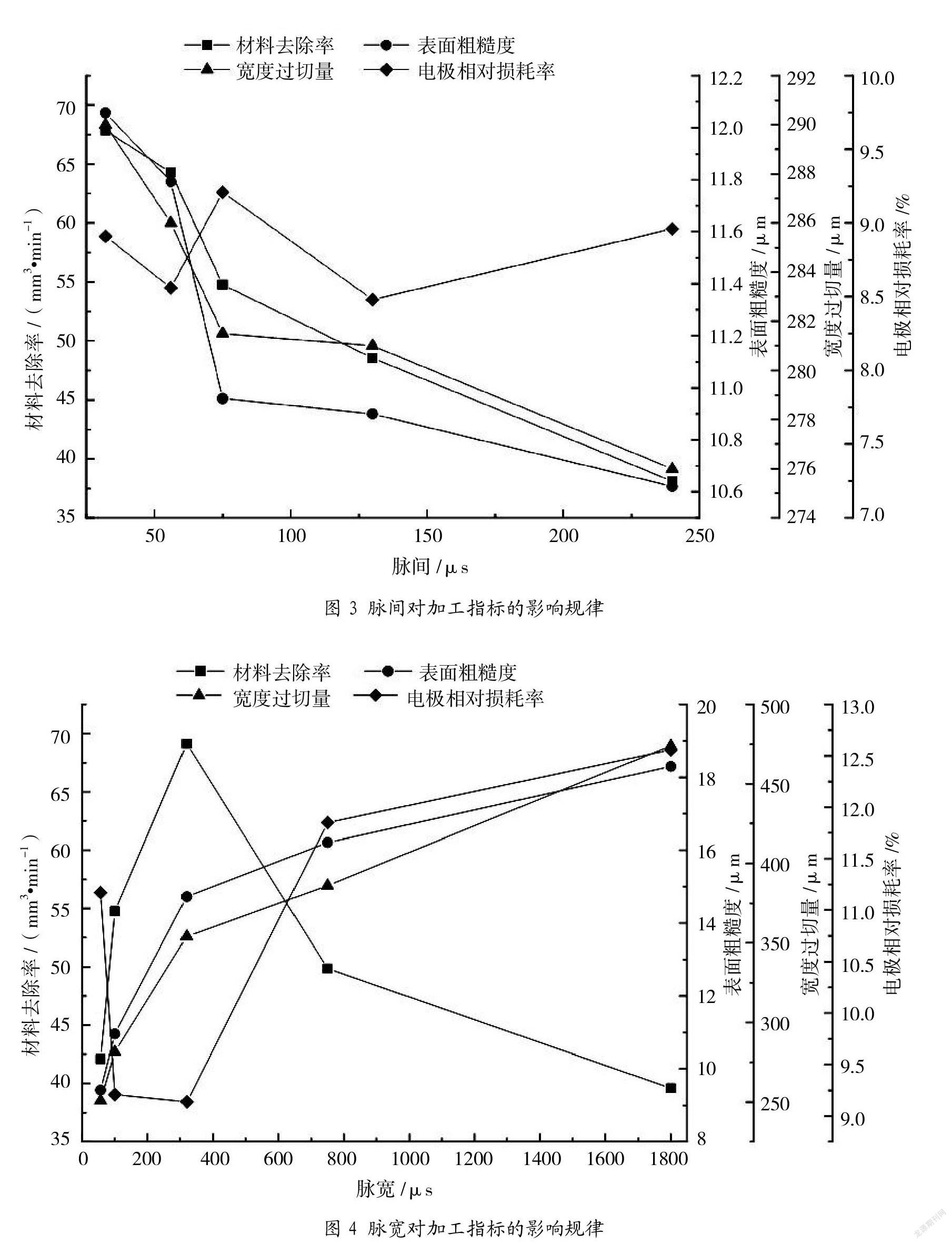
在電火花加工中,由于脈間會影響到極間介質消電離效果,因此控制機床其它工藝參數不變,只改變脈間的大小,分別研究脈間對工件的材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律[4]。圖3是脈間與工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的關系曲線,隨著脈間的增大材料去除率、表面粗糙度、寬度過切量呈現逐漸減小的趨勢。
隨著脈間的增大,單位時間內脈沖放電次數減少,導致材料去除率減小。隨著脈間的增大,消電離越來越充分,蝕除的鋁基體材料和SiC顆粒也有更充足的時間排出加工間隙,使得短路、拉弧以及二次放電等非正常加工現象減少,加工越來越穩定,工件表面質量變好,導致工件表面粗糙度和寬度過切量隨之減小。當脈間持續增大到75μs后,消電離和極間蝕除物排出已經相對充分,使得脈間的再次增大對表面粗糙度和寬度過切量的變化影響較小,而材料去除率卻持續下降。
3.4 脈寬對電火花加工指標的影響
在控制機床其它工藝參數不變,只改變脈寬的大小的前提下,分別研究脈寬對工件的材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的影響規律[5]。圖4是脈寬與工件材料去除率、表面粗糙度、寬度過切量和電極相對損耗率的關系曲線,隨著脈寬的增大材料去除率呈現先增大后減小的趨勢、表面粗糙度和寬度過切量呈現逐漸增大的趨勢、電極相對損耗率呈現先減小后增大的趨勢。
當脈寬在較小的范圍內時,隨著脈寬的增大,脈沖放電時間延長,工件表面可以獲得更多熱量,蝕除的金屬材料增加,材料去除率也隨之增加;但隨著脈寬的持續增大,在長時間脈沖放電所產生的熱量下,低熔點的鋁基體材料會大量熔化,許多SiC顆粒從基體中脫落出來,造成大量的蝕除物堵在放電間隙使得放電狀態變差,從而頻繁地發生非正常放電現象導致材料去除率減小。因此,隨著脈寬的增大,工件材料去除率呈現出先增大后減小的趨勢。
隨著脈寬的增大單脈沖放電能量隨之增大,單次放電蝕除量增大,導致放電凹坑大或深,表面粗糙度隨之增大。脈寬在300μs時,材料去除率達到最大,相對電極損耗達到最小。
4 超聲振動輔助電火花加工的應用
采用超聲輔助電火花加工工藝,參考優化后的電火花加工工藝參數對太陽電池翼展開機構SiCp/Al特型螺母減重型孔進行加工,單件產品加工周期約為4.02小時,其加工效率約為16.4mm/min,加工后利用共聚焦顯微鏡測量表面粗糙度優于Ra1.6、約為Ra0.8,重熔層及熱影響區域厚度僅為3μm,此外對加工前后的電極進行了對比,結果顯示單個型腔加工后電極損耗僅為8.34%。
5 結論
本文通過在工具電極附加超聲振動的電火花加工試驗平臺上對SiCp/AI 復合材料成形孔的工藝試驗研究,得到如下結論:
1.隨著峰值電流增大,基準電壓和脈間減小時,工件材料去除率、表面粗糙度和寬度過切量增大;隨著脈寬的增大材料去除率先增大后減小,表面粗糙度和寬度過切量逐漸增大;電極相對損耗率隨著峰值電流和基準電壓的增大逐漸增大,隨著脈寬的增大其先減小后增大。
2.峰值電流在18.4-50A,基準電壓在60-70V,脈間在75μs附近,脈寬在300μs附近時,對SiCp/Al復合材料加工的綜合效果較好。研究結果為實現太陽電池翼展開機構SiCp/Al特型螺母安裝孔(目標尺寸為16×14×4mm)的高精度加工提供了基礎。
參考文獻:
[1] Radhajrishnan R,Ganesan G,Nagarazan RS,etal. Optimiza tion of cutting parameters for turning Al-SiC(10p) MMC using ANOVA and grey relational analysis[J]. International Journal of Precision Engineering and Manufacturing,2011,12(04):651-656.
[2] 徐麗娜.加工SiCp/Al復合材料的金剛石刀具的研制及其磨損機理研究[D].長春:吉林大學,2019.
[3] Arokiadass R,Palaniradja K,Alagumoorthi N. Study on tool wear and surface roughness in end milling of particulatealuminum metal matrix composite: Application of response surface methodology[J]. Jourmal of Japan Society for FuzzyTheory & Intelligent Informatics,2012,23(77):65-74.
[4] 周家林,黃樹濤,左慶新,崔巖.SiCp/Al復合材料的電火花加工實驗研究[J].制造技術與機床,2008(09):109-112.
[5] 朱秋林.SiC/Al功能梯度材料的電火花加工仿真及工藝試驗研究[D].西安:西安工業大學,2017.
