數控機床位置精度的檢測與校準
2021-12-15 11:16:23楊夢妍
科技研究·理論版 2021年19期
關鍵詞:檢測
楊夢妍
摘 要:數控機床位置精度,就是指一臺機床的刀尖所能夠達到控制系統程序設定的目標位置的能力,是數控機床使用單位最為關注的技術指標及所能夠滿足加工精度的需求;也是評價數控機床的質量和狀態的重要技術指標之一。目前多采用雙頻激光干涉儀對數控機床定位精度進行檢測和處理分析。本文通過對激光干涉儀的原理、安裝、使用及檢測后的精度補償,最終使數控機床定位精度得到提高,并探討數控機床位置精度的檢測與校準的現實意義。
關鍵詞:激光干涉儀;機床位置精度;檢測;補償
1 概述
1.1 數控機床位置精度概述
數控機床的位置精度有其特殊的意義。機床的位置精度通常是指數控軸的定位精度、重復定位精度以及反向間隙。定位精度是衡量數控機床性能的重要指標,它是表明所測量的機床各運動部件在數控系統控制下所能達到的精度。因此,根據實測的精度的數值,可以判斷出這臺機床在日后的加工中所能達到的最好的工件加工精度。
1.2 數控機床位置精度的使用標準
目前,國際通行的數控機床位置精度檢測標準有:NMTBA(美國機床制造商協會標準)、JIS(日本工業標準)、VDI/DGQ(德國工程師協會/德國質量協會標準)、ISO(國際標準)等,我國也同樣頒布有國家標準GB 10931-89機床檢驗通則,無論何種標準,都對數控機床的定位精度、重復定位精度以及反向間隙這三項給出了嚴格的標準數值。在本文中所采用的數據均是由國際標準ISO 230-2、中國標準GB 10931-89所得出。
2 激光干涉儀的工作原理
激光器是光放大器裝置,它產生方向性很強的高強度相干光,該光束具有很單一的頻率或波長。激光光束很窄又無發散,經過很長的距離仍能保持同樣的強度,便于在各種場合進行激光位移測量。所以,激光適于高精度測量。
激光線性測量常用的測量技術是干涉測量法。干涉測量的一個重要特點是只能測量從初始點開始的位移,而不能測量絕對位置。激光測量系統的精度取決于激光光束的波長精度。測量線性距離的技術是相位比較, 通過比較被測距離的信號和參考信號之間的相位差,計算相位變化。通過相、位比較技術,測量精度很容易就達到測量距離的百萬分之幾。
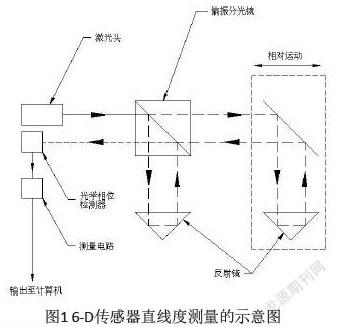
圖1為6-D傳感器直線度測量的示意圖。激光信號通過分光鏡,被引到橫向運動傳感器。如果沿X 軸的移動是直線性的,光束將保持在檢測器的中心不動。Y軸或Z軸方向上的任何對直線性的偏離,都將導致光束偏離檢測器中心位置,由此而引起傳感器輸出信號的變化。測量電路將這些信號變化轉變成位移讀數,且進行數據儲存以備進一步的分析。
3 應用激光干涉儀進行機床定位精度測量與數據分析
應用激光干涉儀進行測試,一般會得出幾種曲線圖像,各種曲線都能明確直觀的體現測試軸的機械問題及系統問題,以下分別對各種曲線圖形進行說明。
(1) 平行型:此類曲線表明該測試軸的機械部分導軌副及絲杠副在全行程上基本平行,軸的機械性能良好。但曲線沒有重合說明該軸反向間隙過大,需通過數控系統反向間隙補償功能進行補償,使得正反向曲線趨于重合。
(2) 喇叭型:此類曲線表明該測試軸的機械部分導軌副或絲杠副一頭緊一頭松。出現這種情況必須進行機械調整,如果貿然使用補償功能,則會加劇該軸問題,最終形成交叉性曲線。
(3) 鼓型:此類曲線表明該測試軸的機械部分滾珠絲杠副太長,剛性不足造成。這種情況一般可通過適當的預緊絲杠來得到改善。
(4) 不規則型:此類曲線表明該測試軸的驅動系統剛性太差,機械部分滾珠絲杠制造精度低所致。出現此類問題,必須對傳動系統進行改進, 以提高該軸的剛性和精度。
(5) 交叉型:此類曲線表明該測試軸的重復定位精度極差,機械部分的絲杠副產生扭轉,多產生于垂直軸,出現這種情況必須進行機械調整, 檢查垂直軸的平衡問題及調節導軌夾條等。如果貿然進行精度補償,則會產生燕尾狀圖形,使得該測試軸的位置精度更差。
4 主流數控系統定位精度的補償簡述
4.1 補償時需要注意的幾點問題
參考點的位置;補償分辨率;補償數值與機床位置要相互對應;補償數值是否有范圍控制;是否有原補償值。
4.2 SIEMENS數控系統定位精度補償
補償前要注意系統參數:MD38000:最大補償點數,該參數初始值為零,根據實際需要重新設定,需要注意當修改MD38000時會引起NCK內存重新分配,因此應先備份好數據,尤其是驅動數據;MD32700:螺距誤差使能,當該參數為零時才能進行補償;
4.3 FANUC0M數控系統定位精度補償
在FANUC 0M系統中,螺距誤差的補償是在固定間距的補償點上補入的,每一個進給軸上最多允許設置128個等距離的補償點,而每一個補償點上的最大補償量為± 7個檢測單位補償倍率。FANUC 0M系統規定各軸的第1號補償點應在它的最負端,即補償點的編號從最負端開始,逐一向正向編號。在實測情況中,需根據現場數控機床的需要進行點位補償,在此不做過多贅述。
4.4 海德漢數控系統定位精度補償
補償時需要使用的參數有:反向間隙補償 MP710.x(x為軸代號,0 代表X軸,1代表Y軸,2代表Z軸,等等);螺距誤差補償類型MP730(格式:% xxx,Bit為代表軸,數值0 為線性補償,1為非線性補償);線性螺距誤差補償MP720.x;非線性螺距誤差補償CONFIG.CMA文件中配置,*.COM文件中修改。
5 結論
隨著機械電子技術的飛速發展,數控機床作為一種高精度、高效率的自動化加工裝備,已經成為機械行業必不可缺的現代化加工裝置。在現今的機械制造業中高加工效率、降低加工成本、提高加工質量是行業發展的基礎,而數控機床位置精度的高低是影響其加工工件精度的一個重要因素。想要提高工件加工精度,尤為重要的是提高數控機床的位置精度。目前利用激光干涉儀進行數控機床的測量和檢測工作,這種加入激光干涉技術的位置精度檢測裝置是集光學、精密機械、電控技術、數據處理、計算機技術于一體的高新技術精密檢測裝置,可通過補償,大大的提高數控機床的精度;也可通過檢測結果,幫助分析機床產生精度誤差的原因。
參考文獻:
[1]關信安,袁樹忠,劉玉照.雙頻激光干涉儀[M].中國計量出版社,1987
[2]殷純永.現代干涉測量技術[M].天津大學出版社,1999.
[3] 戴高良.激光納米干涉測量技術的研究[D].工學博士學位論文,1998.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
