采用LHC結晶器生產扁錠大面和角部拉裂原因分析和措施
2021-12-15 06:28:56任允清宋學龍
有色金屬加工 2021年6期
任允清,宋學龍
(寶武鋁業科技有限公司,河南 三門峽472100)
LHC結晶器也叫低液位鑄造結晶器,主要優點是結晶器內壁鑲嵌一周微孔狀石墨板,鑄造前對石墨板進行刷油處理,可以保證整個鑄造過程不用進行加油潤滑[1]。另外使用石墨板可以有效降低結晶器的一次冷卻強度,這樣可以有效減少鑄錠表面偏析瘤的產生,有助于減少銑面量。圖1是LHC結晶器的斷面示意圖,圖2是結晶器角塊示意圖[2]。
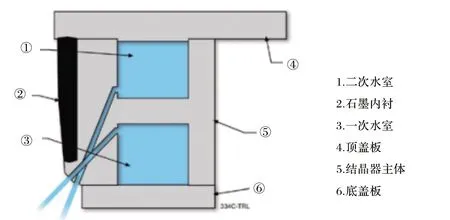
圖1 LHC結晶器斷面示意圖Fig.1 Section sketch of LHC crystallizer
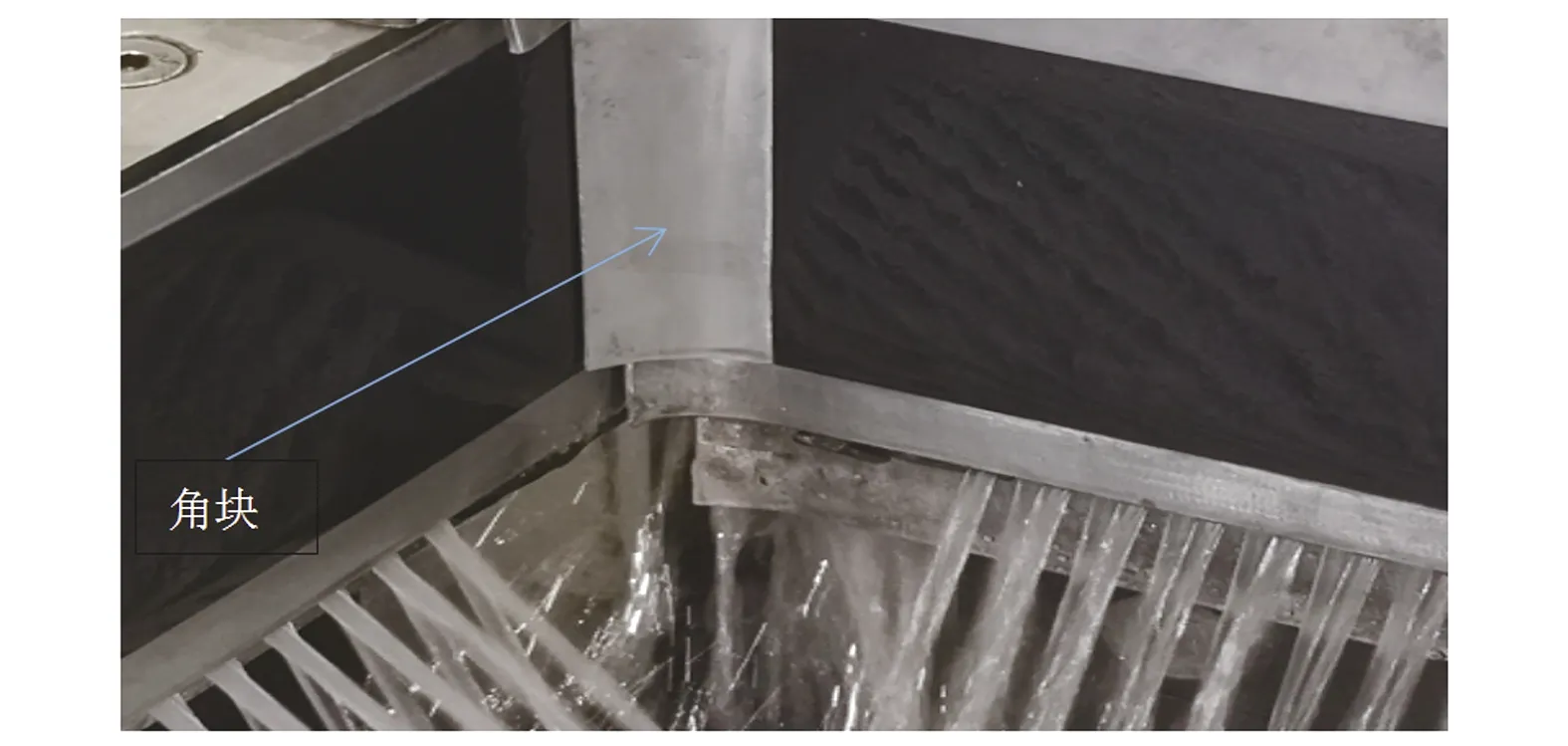
圖2 結晶器角塊照片Fig.2 Corner block of crystallizer
1 鑄錠主要缺陷情況
采用LHC結晶器常因石墨鑲嵌過程中處理不當、結晶器角塊處理不當、結晶器日常維護不到位或結晶器鑄造參數選擇不當導致鑄錠大面和角部拉裂現象。圖3和圖4為常見的鑄錠表面拉裂和角部拉裂實物照片。

圖3 鑄錠角部拉裂照片Fig.3 Corner crack of ingot

圖4 鑄錠大面拉裂照片Fig.4 Photo of casting ingot large area crack
2 鑄錠產生拉裂缺陷的原因分析
拉裂的原因是當鑄錠在結晶器內凝殼的強度低于鑄錠表面和結晶器內壁接觸面的摩擦力時,就會出現拉裂。
2.1 鑄錠角部拉裂分析
現場檢查發現,角部拉裂結晶器角部的角塊尖角處都出現了毛刺現象,并且尖角處很尖,圓弧角很小。圖5為角塊照片。經過對角塊尖角處打磨并將尖角處修出一個R0.2mm的圓弧角,安裝重新使用后,角部不再出現拉裂現象。
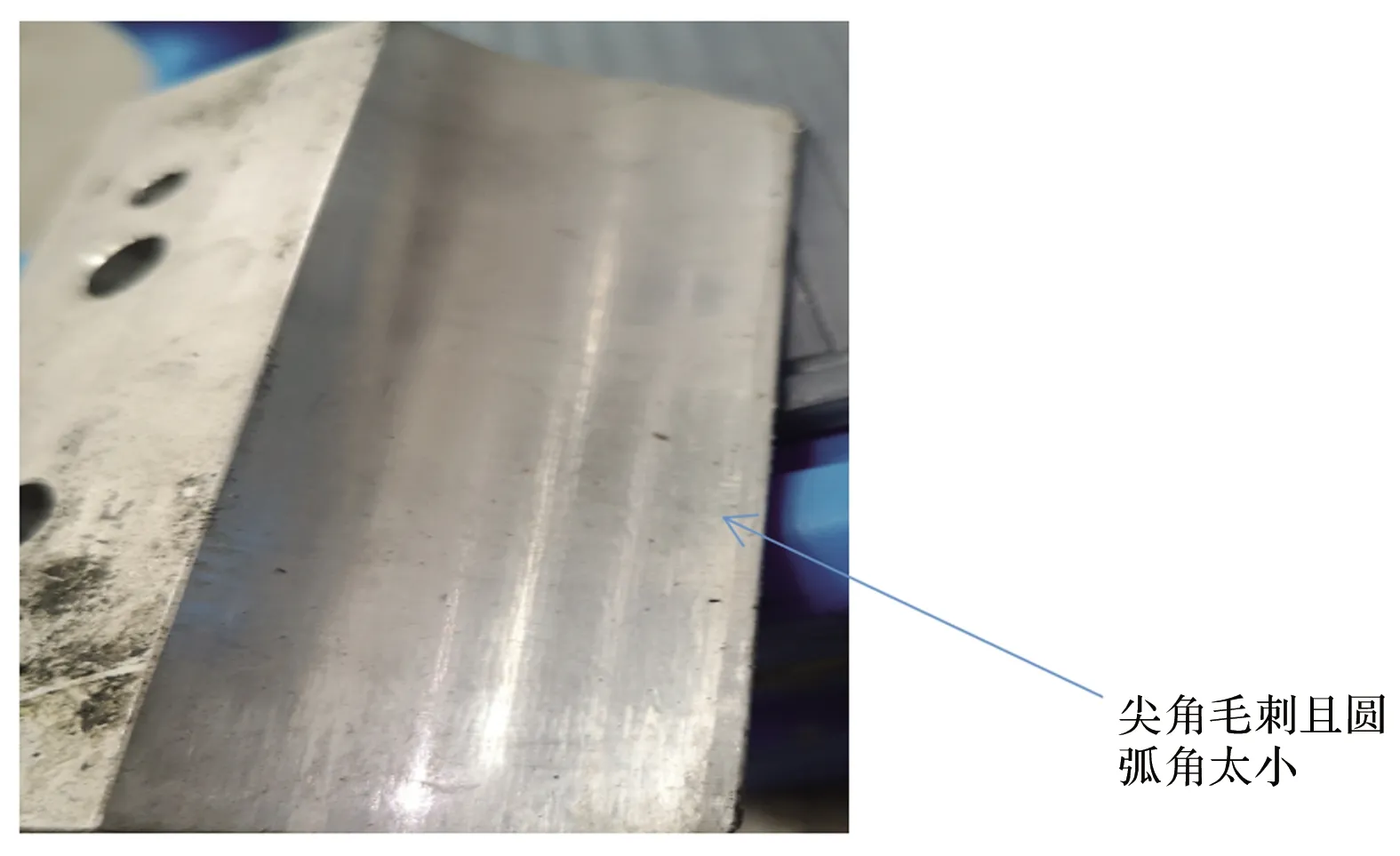
圖5 角塊的照片Fig.5 Corner block
2.2 結晶器大面拉裂
經過現場分析,大面拉裂主要原因是石墨板處理不當造成的。首先石墨卡座鋁基體上面出現銹斑(圖6),導致了與石墨接觸面導熱效果下降,結晶器壁凝殼強度降低,引起鑄錠拉裂。石墨維護不到位,打磨拋光不好,石墨有劃傷或者吸油不充分,也是造成鑄錠大面摩擦力增加導致拉裂的一個主要原因。

石墨卡座銹蝕打磨前 石墨卡座銹蝕打磨后圖6 結晶器石墨卡座銹蝕照片Fig.6 Corrosion of crystallizer graphite holder
現場發現鑄造時鑄錠長度300mm左右結晶器掛鋁拉裂比較嚴重,分析認為,這種掛鋁是在鑄造過程結晶器液位下降太快導致鑄錠干邊掛鋁造成的,要通過對鑄造參數進行優化來解決。
大面拉裂還有一種現象,基本上在鑄造到3000mm左右時產生,此時結晶器內氧化渣較多,氧化皮較厚,氧化皮破裂粘在結晶器壁上,導致該部位冷卻能力下降,產生拉裂甚至漏鋁現象,這種現象通常叫鑄錠黑色氧化物現象(圖7)。
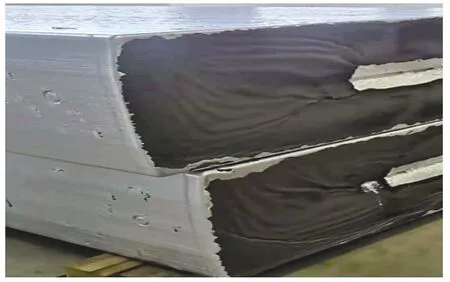
圖7 鑄錠黑色氧化物造成鑄錠拉裂Fig.7 Black oxide causes ingot to crack
3 結晶器維護及鑄造工藝參數的確定
針對以上鑄錠角部拉裂和大面拉裂情況,我們通過實驗驗證,制定了一些措施,收到了很好的效果。對于結晶器角塊,要求每月維護1次,每次用400目水砂紙角塊打磨圓弧面和尖角部位,將尖角部打磨成R0.1的圓弧角。對于石墨卡座,要求3個月將石墨拆下來維護一次。首先將卡座及石墨背襯用D40清洗液清洗干凈,然后用0000號鋼棉把石墨打磨干凈,使用400目水砂紙將石墨卡座的銹斑打磨干凈。石墨背面與結晶器貼合部位要均勻涂刷一層SPORAL SA潤滑脂(圖8)。每鑄次對結晶器內表面石墨板用鋼棉進行拋光然后涂油,要求吸油后石墨板顏色均勻,亮度一致(圖9)。
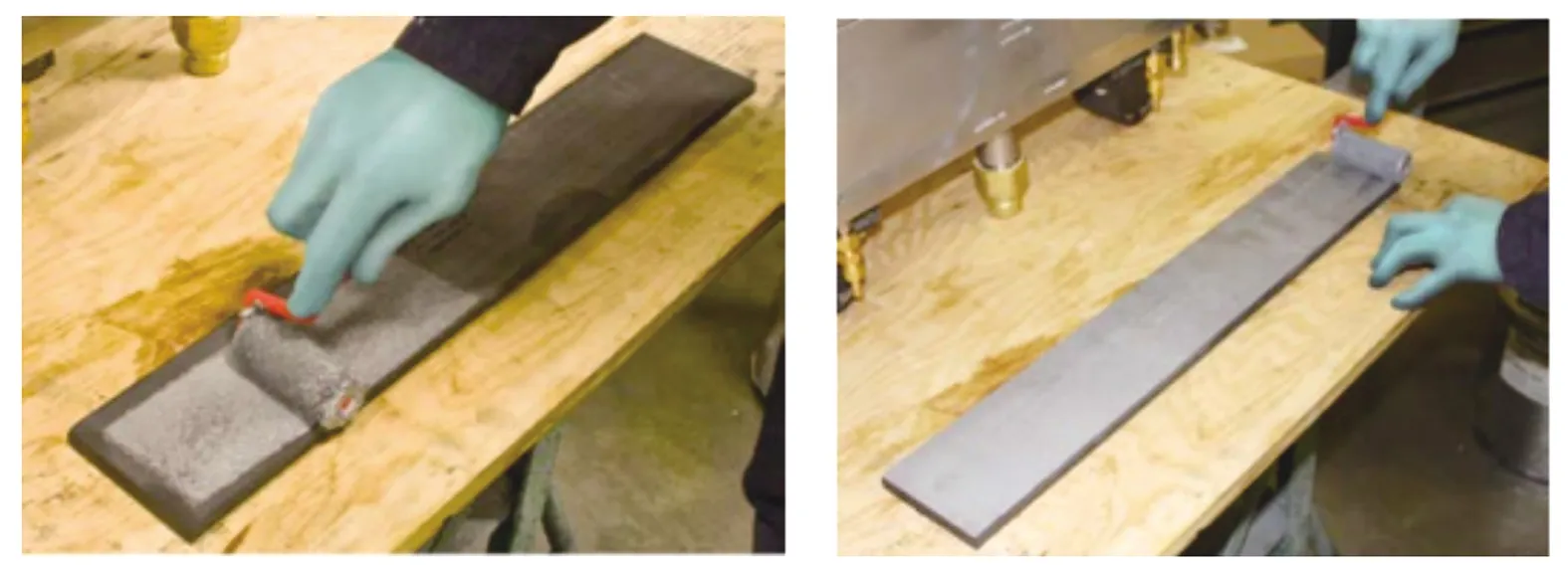
圖8 石墨內襯板背面涂油Fig.8 Coating oil on back of graphite lining plate

圖9 石墨吸油及維護Fig.9 Graphite oil absorption and maintenance
為防止鑄錠在300mm位置拉傷現象,我們調整參數,將液位下降到55mm時的長度由原來的480mm改為650mm,降低了液位下降速度,改善效果非常明顯。
鑄錠在3000mm以后出現黑色氧化物拉傷的現象,經過分析發現,這種黑色氧化物主要原因是熔體堿金屬鋰含量太高導致的。經過實驗證明,鋰含量小于2ppm時很少發生這種現象。為了避免這種現象發生,可以使用無鈉精煉劑在熔煉爐進行精煉,然后使用氯氣在保溫爐精煉,去除鋰含量效果較好,保證了鋁熔體質量。
通過采取上述措施,在連續生產過程中對鑄錠大面拉裂和角部拉裂的數量進行持續統計,大面拉裂由26塊/周降低至0塊/周,角部拉裂數量由18塊/周降低至0塊/周,取得了明顯的改善效果。
4 結論
本文通過實驗研究,找出了引起扁錠大面拉裂和角部拉裂問題原因,并通過優化結晶器維護方案、鑄造工藝參數及熔體處理方案等措施,取得了良好的效果,對提高扁錠成品率奠定了堅實的技術基礎。