發(fā)動(dòng)機(jī)曲軸降本增效實(shí)踐
2021-12-14 08:05:21許雷明董志恒陸郁
內(nèi)燃機(jī)與配件 2021年1期
關(guān)鍵詞:發(fā)動(dòng)機(jī)
許雷明 董志恒 陸郁


摘要:汽車行業(yè)競(jìng)爭(zhēng)愈發(fā)激烈,除了在技術(shù)創(chuàng)新方面給客戶帶來(lái)更好地體驗(yàn),在成本方面也下足功夫,發(fā)動(dòng)機(jī)曲軸作為作為汽車的一個(gè)重要零部件,采取各種降本增效的措施,從前期的產(chǎn)品設(shè)計(jì)到后期的設(shè)備投入,從工藝的改善到刀具的優(yōu)化,從新技術(shù)的運(yùn)用到后期的運(yùn)行維護(hù),全流程的介入,達(dá)到降低制造成本,提高企業(yè)利潤(rùn)的目的。
關(guān)鍵詞:曲軸;降本增效;發(fā)動(dòng)機(jī)
中圖分類號(hào):U263.14? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號(hào):1674-957X(2021)01-0013-04
1? 曲軸工藝簡(jiǎn)介
一般大型整車企業(yè)都具有設(shè)計(jì)生產(chǎn)發(fā)動(dòng)機(jī)的能力,用于提高產(chǎn)品競(jìng)爭(zhēng)力。曲軸作為發(fā)動(dòng)機(jī)重要部件,它的設(shè)計(jì)尺寸參數(shù)及加工質(zhì)量在很大程度上不僅影響發(fā)動(dòng)機(jī)整體尺寸和重量,而且也在很大程度上影響著發(fā)動(dòng)機(jī)的可靠性與壽命。
以重慶工廠生產(chǎn)小排量1.2L/1.5L鑄鐵曲軸為例,曲軸工藝為從供應(yīng)商處得到毛坯,優(yōu)先加工兩端面及中心孔,然后以中心孔為基準(zhǔn)完成軸徑表面車銑、油孔等粗加工,經(jīng)過清洗機(jī)后進(jìn)行溝槽滾壓提高曲軸疲勞強(qiáng)度,經(jīng)過半精加工到達(dá)磨床進(jìn)行軸徑磨削等粗加工,繼續(xù)流轉(zhuǎn)過動(dòng)平衡、拋光機(jī),經(jīng)過最終清洗,到達(dá)終檢機(jī)100%測(cè)量,后目視檢查合格下線,詳見圖1。整線通過機(jī)械手串聯(lián),除上下料外,其余均實(shí)現(xiàn)自動(dòng)化運(yùn)行,通過二維碼進(jìn)行工件100%生產(chǎn)質(zhì)量追溯。
2? 設(shè)計(jì)降本
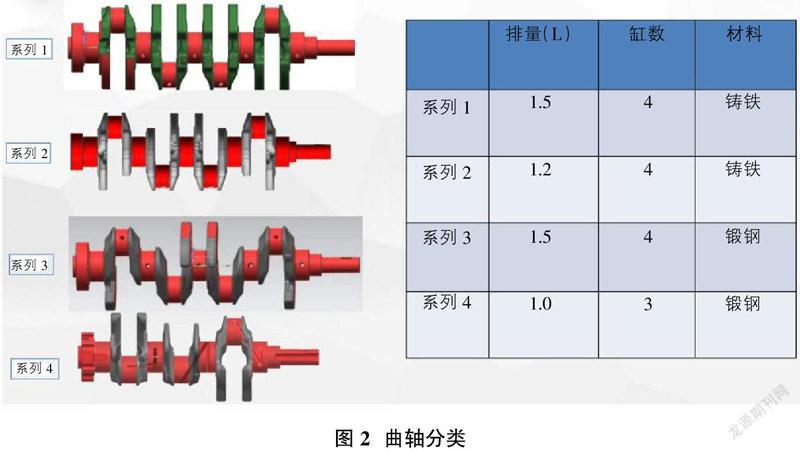
生產(chǎn)一款發(fā)動(dòng)機(jī),從設(shè)計(jì)開始就要考慮到制造成本的問題。新建一條曲軸生產(chǎn)線投入成本較高,以重慶工廠為例,目前具備四種不同型號(hào)曲軸共線生產(chǎn)的能力,兩種為鑄鐵曲軸,兩種為鍛鋼曲軸,按照美國(guó)通用汽車的劃分標(biāo)準(zhǔn),只有沖程不一樣的情況下,屬于一種系列曲軸,其余如缸間距或軸徑寬度不同時(shí),就是不同系列曲軸。
目前生產(chǎn)的四種系列曲軸,如圖2,工件的材質(zhì)、長(zhǎng)度、缸數(shù)、缸間距、沖程、軸徑直徑、平衡塊數(shù)量、中心孔尺寸等都不相同,滿足他們的共線生產(chǎn)具有一定的難度。設(shè)計(jì)部門在前期設(shè)計(jì)時(shí),將軸徑寬度設(shè)計(jì)相同,這就解決了如銑床在內(nèi)的部分工位,避免或減少換型的情況,提高了效率。
針對(duì)產(chǎn)品或者設(shè)備設(shè)計(jì)時(shí),考慮到降本增效的方案如下。
2.1 CNC雙夾具
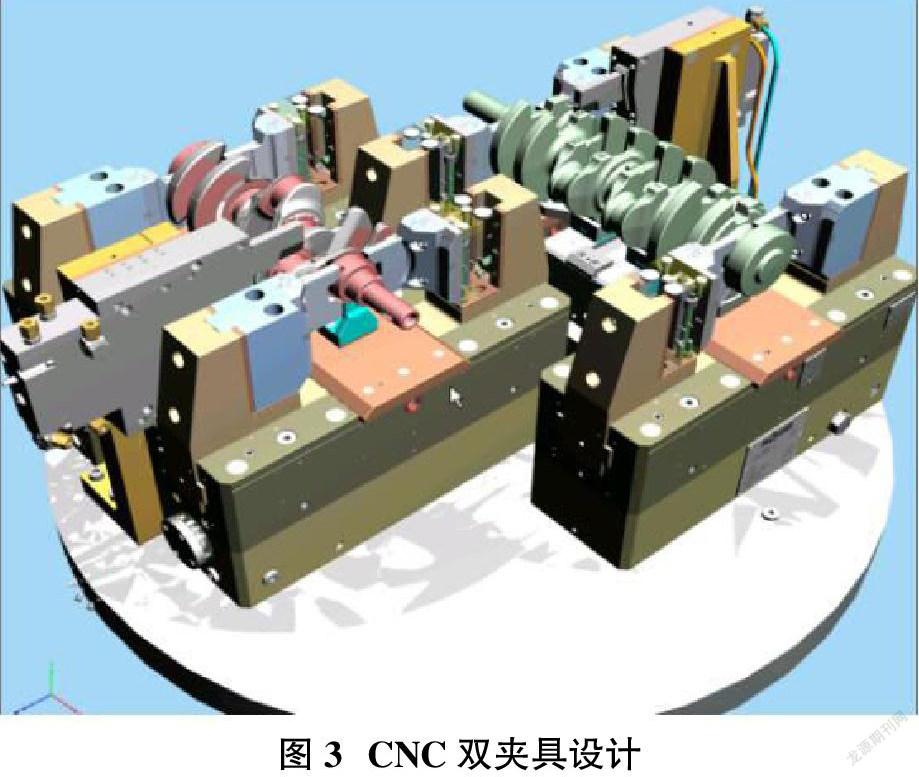
曲軸初始工位加工兩端面及中心孔工位,為滿足三四缸共線生產(chǎn),避免換型工作,CNC采用雙夾具的設(shè)計(jì),如圖3,減少了換型導(dǎo)致異常情況,提高了效率,但這種對(duì)設(shè)備能力要求高,B軸中需具備多的氣路和油路通道用于檢測(cè)及夾緊等功能,前期設(shè)備投入成本相對(duì)較高。
2.2 CNC可自動(dòng)移動(dòng)式夾具
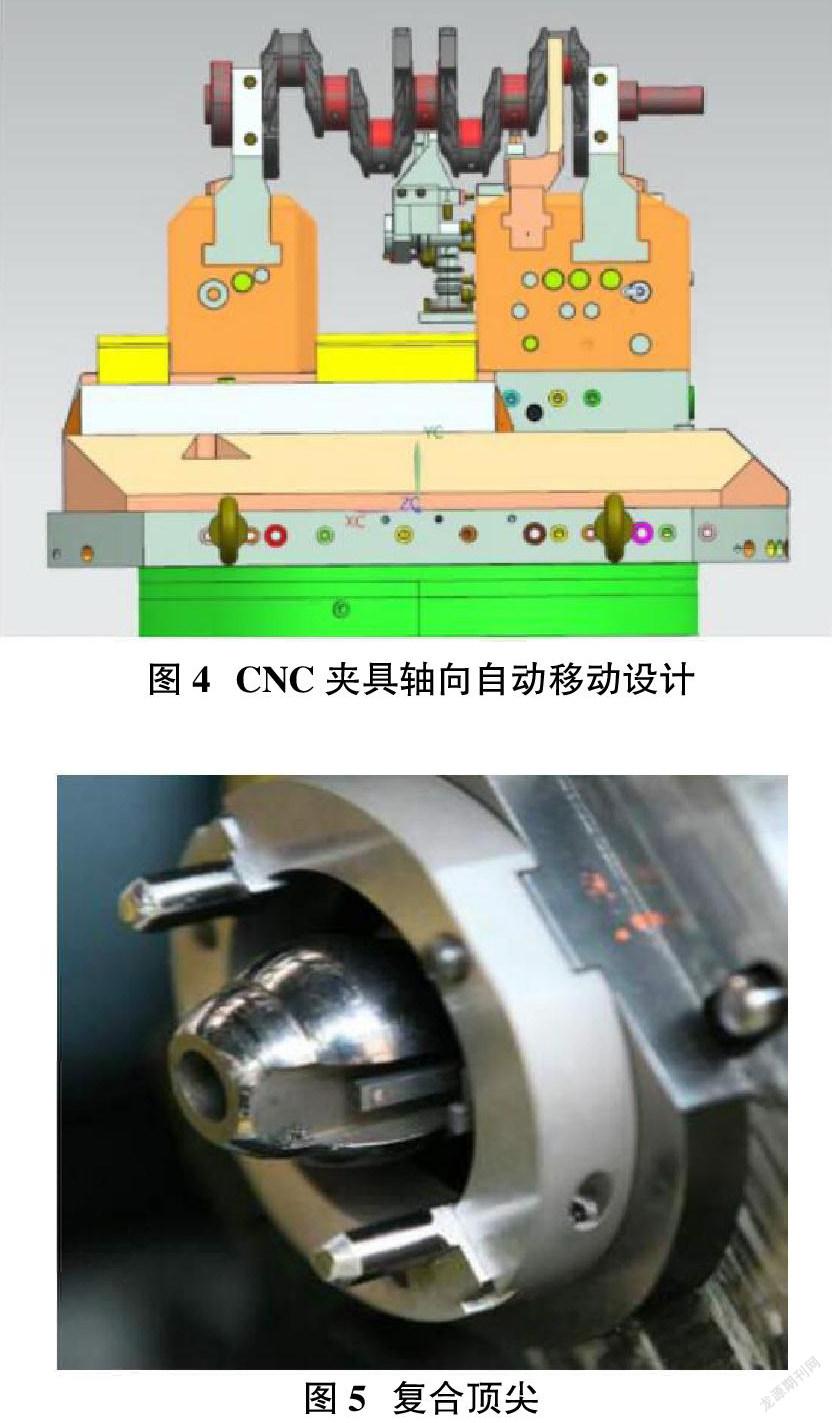
曲軸半精及精加工工位,CNC采用可移動(dòng)夾緊單元設(shè)計(jì),如圖4,通過程序控制油缸軸向移動(dòng),實(shí)現(xiàn)現(xiàn)有產(chǎn)品自動(dòng)換型,提升效率,單臺(tái)換型時(shí)間減少30min。但是這種夾具設(shè)計(jì)復(fù)雜,目前只能滿足法蘭單側(cè)移動(dòng)需求,對(duì)機(jī)床B軸內(nèi)部通道要求多,同時(shí)需要芯軸端單側(cè)軸向存在共用夾緊位置和分中的曲軸類型。
2.3 復(fù)合頂尖應(yīng)用
曲軸線四種機(jī)型共線生產(chǎn),芯軸和法蘭頂尖尺寸不一致,按照前期使用的錐形頂尖,無(wú)法滿足共線生產(chǎn)需求,每次切換時(shí)需要更換頂尖。為避免上述問題,用球形復(fù)合頂尖,如圖5,代替錐形頂尖兼容不同中心孔尺寸的曲軸,當(dāng)機(jī)床頂尖夾緊曲軸時(shí),球形頂尖可以根據(jù)不同中心孔大小、頂入深度差異,與中心孔倒角接觸,兼容不同機(jī)型,避免頂尖換型。但產(chǎn)品前期設(shè)計(jì),需考慮不同機(jī)型中心孔差異,避免變化較大。
2.4 機(jī)械手兼容卡爪設(shè)計(jì)
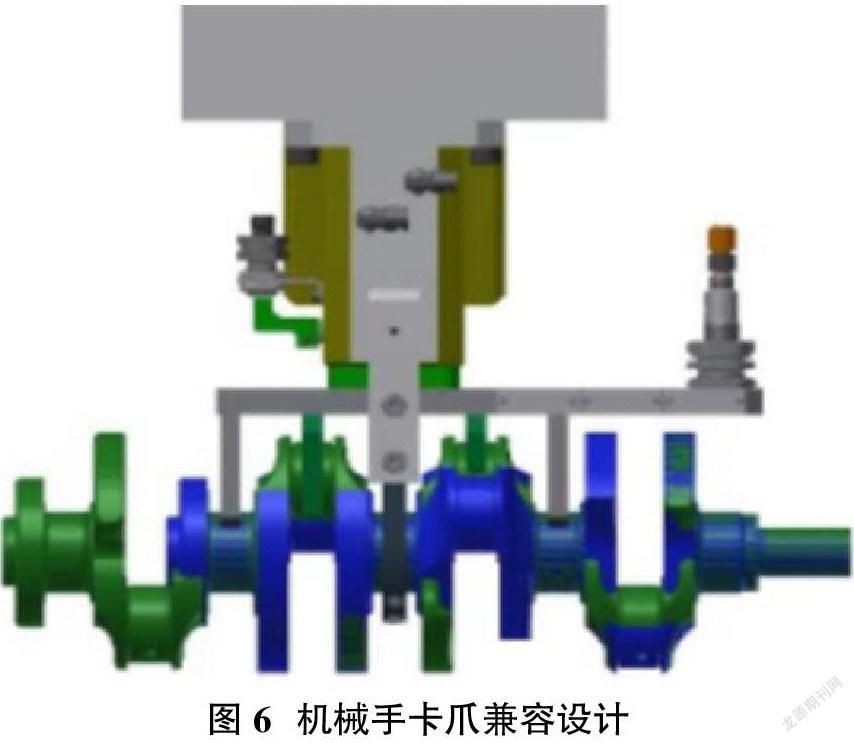
整線采用機(jī)械手運(yùn)輸工件,而如何滿足四種機(jī)型共線生產(chǎn)具有一定的難度。如圖6,通過3D軟件分析,找到不同機(jī)型間共同的兼容位置,進(jìn)一步設(shè)計(jì)卡爪,滿足4種類型工件抓取需求,避免硬件換型,同時(shí)滿足防錯(cuò)要求。需要注意產(chǎn)品前期設(shè)計(jì),不同機(jī)型間需有共用抓取位置。
3? 工藝降本
除了設(shè)計(jì)降本,而工藝的布局和后期的優(yōu)化,也可以解決現(xiàn)場(chǎng)一些問題,減少設(shè)備故障,提高產(chǎn)品質(zhì)量,減少工件損失等。如在曲軸滾壓之前增加清洗工位,可以減少鐵屑帶入滾壓機(jī),避免工件溝槽劃傷,降低滾壓油的更換頻次等。以下工藝優(yōu)化案例供參考。
3.1 取消油封粗拋
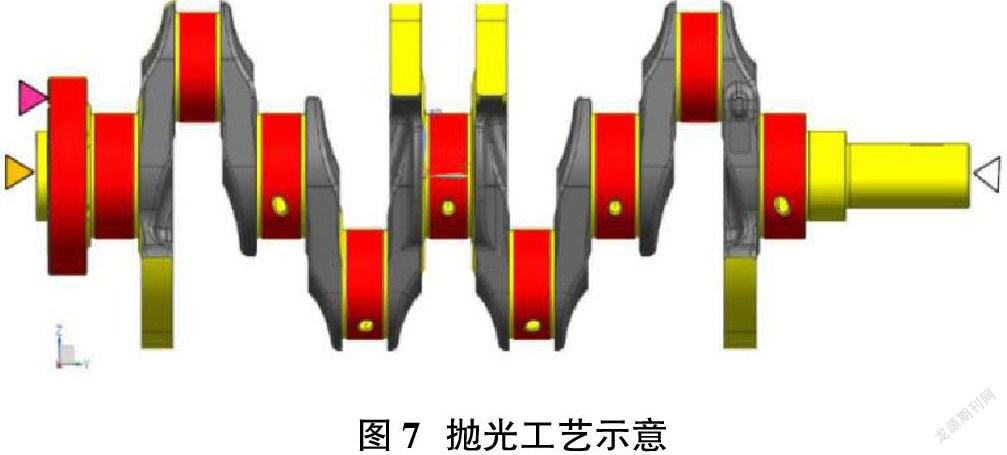
以重慶工廠為例,使用的設(shè)備采用三站串聯(lián)布局,而油封在站二進(jìn)行粗拋(60u顆粒度),在站三進(jìn)行精拋(50u顆粒度),所使用的拋光帶顆粒度不同,以滿足油封粗糙度Ra0.2~Ra0.6要求。站二拋光位置詳見圖7,同時(shí)進(jìn)行所有主軸頸/連桿頸精拋與油封粗拋,第五主軸頸與油封拋光臂很近,會(huì)出現(xiàn)拋光帶互相干涉,導(dǎo)致第五主軸頸拋光不完全情況,工件報(bào)廢。根據(jù)前工位磨床加工后,粗糙度值Ra0.6左右,工藝優(yōu)化取消站二油封粗拋,進(jìn)行質(zhì)量驗(yàn)證,滿足產(chǎn)品尺寸及發(fā)動(dòng)機(jī)性能要求,提高了開動(dòng)率,降低報(bào)廢率,減少粗拋拋光帶使用,降低刀具成本。
3.2 磨床頂尖測(cè)力儀的使用
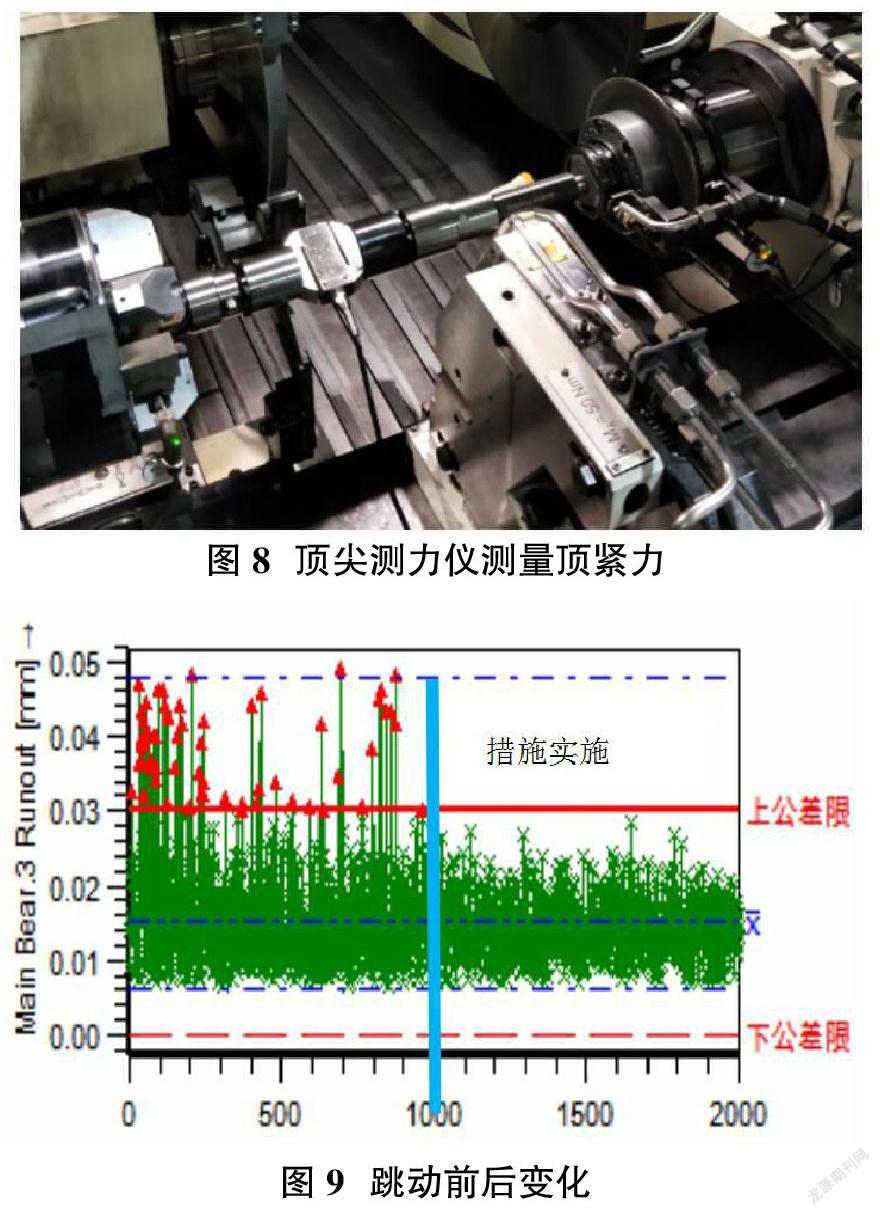
目前曲軸線不同機(jī)型共線生產(chǎn),而曲軸的軸向距離有差異,當(dāng)兩種型號(hào)間切換時(shí),需要調(diào)整尾架位置,用于夾緊曲軸用于加工。曲軸磨床是精加工工位,設(shè)備的狀態(tài)直接關(guān)系到成品的加工質(zhì)量,圓度和跳動(dòng)就是其中兩項(xiàng)。圓度和跳動(dòng)除了和機(jī)床精度有關(guān)系,還和尾架的頂緊力有關(guān)系,根據(jù)經(jīng)驗(yàn),一般情況,頂緊力大,圓度穩(wěn)定,跳動(dòng)大;頂緊力小,圓度不穩(wěn)定,跳動(dòng)小。而每次換型頂緊力是沒有一個(gè)量化標(biāo)準(zhǔn),只能將尾架位置移動(dòng)到原來(lái)經(jīng)驗(yàn)位置,位置稍偏或者尾架彈簧疲勞變形都會(huì)導(dǎo)致頂尖壓力變化,進(jìn)而影響跳動(dòng)尺寸。根據(jù)這個(gè)生產(chǎn)痛點(diǎn),設(shè)計(jì)制作頂尖測(cè)力儀,如圖8,優(yōu)先收集正常生產(chǎn)時(shí)頂尖壓力,制定頂尖壓力標(biāo)準(zhǔn)范圍。當(dāng)換型時(shí),根據(jù)標(biāo)準(zhǔn)范圍調(diào)整尾架位置,可避免出現(xiàn)跳動(dòng)超差,減少后期設(shè)備停線時(shí)間,提高FTQ。目前該檢具已投入使用,效果良好,如圖9。
3.3 銑床工藝優(yōu)化
曲軸連桿頸銑床工位,加工某型號(hào)曲軸,需要完成粗、精銑連桿頸軸徑和第七、八平衡塊頂面。為了平衡節(jié)拍要求,使用精銑刀盤加工第七、八平衡塊頂面,尤其是第八平衡塊毛坯表面,加工余量大。使用精銑刀片加工毛坯面,極易導(dǎo)致崩刀,刀具平均壽命1000件,導(dǎo)致加工質(zhì)量問題及單件刀具成本高。通過工藝優(yōu)化,優(yōu)先加工第八平衡塊頂面再加工其他軸徑,調(diào)整粗精銑刀盤加工工步,詳見圖10,即滿足了節(jié)拍要求,又解決了崩刀問題,刀具壽命由1000件提升至2000件,減少工件報(bào)廢。
4? 刀具降本
刀具是發(fā)動(dòng)機(jī)缸體、缸蓋、曲軸等機(jī)加件生產(chǎn)的重要一環(huán),關(guān)系到產(chǎn)品加工質(zhì)量及成本,前期刀具成本占發(fā)動(dòng)機(jī)制造成本的30%左右,隨著刀具外包管理取代自主管理,新技術(shù)、新材料、新工藝的運(yùn)用,信息技術(shù)的應(yīng)用,從管理模式到技術(shù)的升級(jí),整個(gè)刀具成本可以降至發(fā)動(dòng)機(jī)制造成本的10%左右,極大降低了發(fā)動(dòng)機(jī)單機(jī)制造成本。
上汽通用五菱所有發(fā)動(dòng)機(jī)工廠從建廠規(guī)劃就采用外包管理模式,降低前期刀具建庫(kù)資金投入,避免維持正常運(yùn)轉(zhuǎn)所備庫(kù)存的資金占用,相對(duì)于其他自主管理工廠,在管理模式上就可以降低刀具成本50%以上。
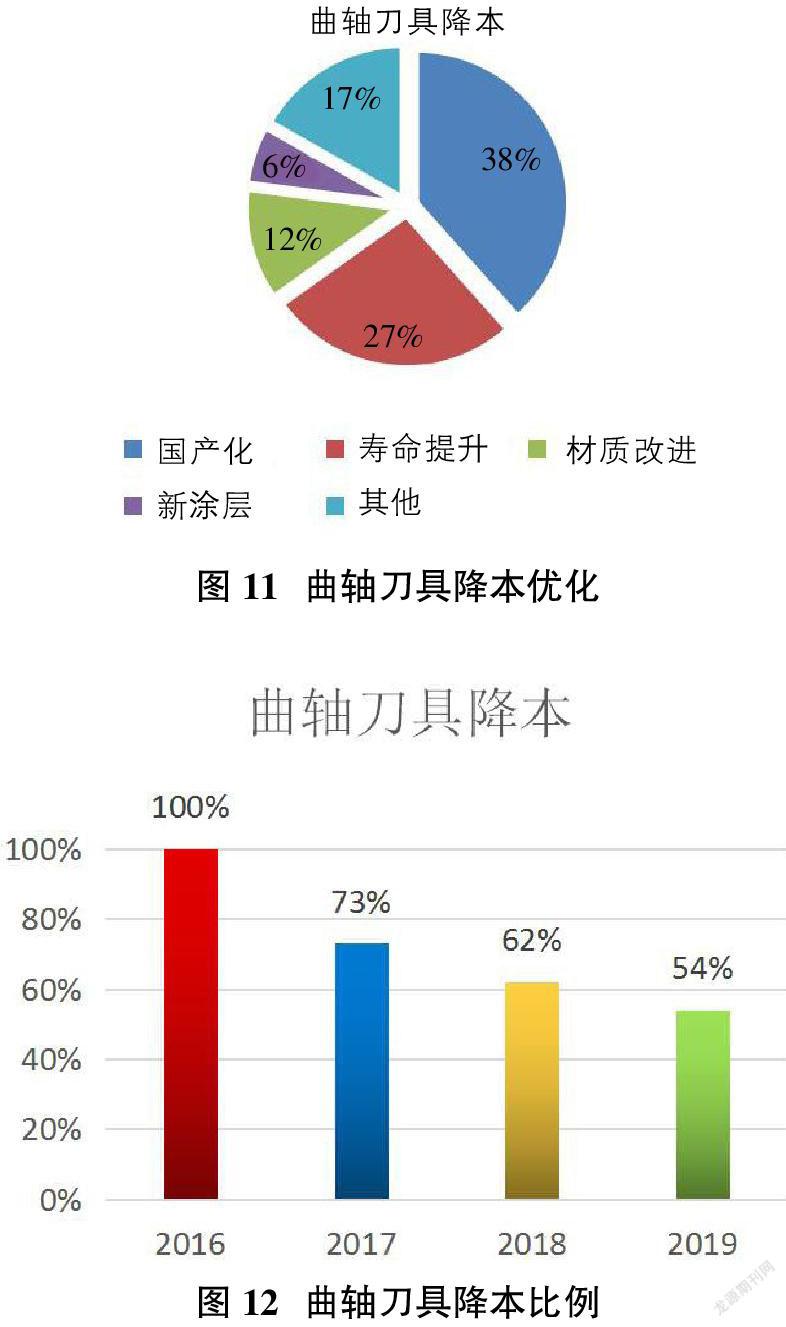
除了刀具管理模式降本,投產(chǎn)后刀具優(yōu)化也很重要。以重慶發(fā)動(dòng)機(jī)工廠為例,2015年5月建成投產(chǎn),從2016年初開始計(jì)算,到2019年末,歷時(shí)4年,從國(guó)產(chǎn)化、壽命提升、材質(zhì)及涂層改進(jìn)、非標(biāo)刀改為標(biāo)準(zhǔn)刀等方面入手降低刀具成本。曲軸線進(jìn)行了107項(xiàng)刀具優(yōu)化,刀具成本逐年降低,目前單件制造成本降低46%,詳見圖11、圖12。
以曲軸連桿頸銑床為例,采用進(jìn)口外銑機(jī)床,前期設(shè)備進(jìn)廠時(shí),配備某國(guó)外進(jìn)口銑刀片,交貨周期90天,后期通過國(guó)產(chǎn)化改進(jìn),采購(gòu)周期降至45天,同時(shí)配合工藝優(yōu)化,提升刀具壽命,刀具成本降低72.7%。
5? 其他降本
除了設(shè)計(jì)降本、工藝降本、刀具降本外,結(jié)合現(xiàn)在的科技發(fā)展,還有其他一些創(chuàng)新降本措施得以開展。
工廠大批量生產(chǎn)時(shí),采用機(jī)器人及視覺識(shí)別技術(shù),實(shí)現(xiàn)自動(dòng)上下料取代人工操作,在人工費(fèi)用越來(lái)越貴的今天,可以減少后期人工運(yùn)營(yíng)成本,投入預(yù)計(jì)四年左右的時(shí)間回本。
運(yùn)用現(xiàn)在的軟件技術(shù)進(jìn)行系統(tǒng)開發(fā),打造質(zhì)量風(fēng)險(xiǎn)監(jiān)控系統(tǒng),實(shí)時(shí)抓取測(cè)量系統(tǒng)數(shù)據(jù),分析每一件工件測(cè)量結(jié)果,當(dāng)出現(xiàn)超差或連續(xù)出現(xiàn)測(cè)量值上行或下行趨勢(shì)時(shí),自動(dòng)推送預(yù)警信息,提醒相關(guān)人員進(jìn)行尺寸優(yōu)化等操作,減少人員依賴,解決效性差等問題,提升響應(yīng)速度,提升FTQ,降低工件返修及報(bào)廢率。目前最新的技術(shù)除了抓取測(cè)量結(jié)果,同時(shí)抓取機(jī)床加工及儀表參數(shù),達(dá)到事前預(yù)警干預(yù),事后分析追溯等功能,減少甚至避免質(zhì)量問題出現(xiàn)。
6? 結(jié)語(yǔ)
在汽車行業(yè)競(jìng)爭(zhēng)激烈的當(dāng)下,整個(gè)行業(yè)都在持續(xù)地進(jìn)行降本增效和技術(shù)創(chuàng)新。曲軸是發(fā)動(dòng)機(jī)中重要的零部件,從前期的產(chǎn)品設(shè)計(jì)開始介入降低后期的投入和運(yùn)營(yíng)成本,從工藝優(yōu)化方面降低生產(chǎn)成本,從刀具方面降低單件制造成本,從新技術(shù)應(yīng)用降低日常生產(chǎn)運(yùn)行成本。降本增效是一個(gè)企業(yè)的一項(xiàng)日常工作,貫穿整個(gè)產(chǎn)品的生命周期,只有各方面都盡力做到精益生產(chǎn),才能提高企業(yè)的利潤(rùn),并逐步發(fā)展壯大。
參考文獻(xiàn):
[1]何人葵.關(guān)于發(fā)動(dòng)機(jī)曲軸的磨損及修復(fù)策略談[J].科技資訊,2014(09).
[2]王玉琳,胡錦強(qiáng),柯慶鏑,宋守許.基于軸心軌跡特征的發(fā)動(dòng)機(jī)曲軸再制造性分析方法[J].中國(guó)機(jī)械工程,2017(13).
[3]張亞萍.表面修復(fù)技術(shù)在柴油發(fā)動(dòng)機(jī)曲軸修復(fù)中的應(yīng)用與對(duì)比[J].農(nóng)機(jī)使用與維修,2020(05).
[4]景銀萍,崔志琴,劉威,黃坤.發(fā)動(dòng)機(jī)曲軸動(dòng)力學(xué)參數(shù)優(yōu)化設(shè)計(jì)研究[J].中北大學(xué)學(xué)報(bào)(自然科學(xué)版),2017(02).
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
民用飛機(jī)設(shè)計(jì)與研究(2019年2期)2019-08-05 01:33:40
汽車維護(hù)與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:30
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
汽車與新動(dòng)力(2014年6期)2014-02-27 12:10:49
汽車與新動(dòng)力(2014年5期)2014-02-27 12:10:41
汽車與新動(dòng)力(2014年2期)2014-02-27 12:10:15
