鞍鋼中薄板坯連鑄關鍵技術研究與應用
2021-12-10 05:33:08潘統領高立超杜林滿銳宋宇
鞍鋼技術 2021年6期
潘統領 ,高立超 ,杜林 ,滿銳 ,宋宇
(1.鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021;2.鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009)
鞍鋼股份有限公司煉鋼總廠(以下簡稱“煉鋼總廠”)中薄板鑄機最初設計以生產低碳鋼和普碳鋼為主,為了滿足市場需求,逐步加大對高附加值和高質量產品的研發投入。大部分汽車鋼屬超低碳含鋁鋼,需大量的鋁合金進行脫氧,而中薄板鑄機屬高拉速鑄機,當脫氧產物三氧化二鋁不能及時從鋼水中排除時,將惡化鋼水的潔凈度,在冷軋板卷表面產生線狀缺陷。由于中薄板鑄機斷面較窄,通常使用扁平浸入式水口,澆注過程中極易發生水口堵塞。高拉速鑄機的二冷強度高,在生產中碳鋼時易在鑄坯角部出現橫裂紋,被迫下線清角。據此,煉鋼總廠開展了研究。
1 鑄坯火焰清理關鍵技術
1.1 鑄坯最佳清理量
對于表面質量要求較高的汽車鋼板、家電用鋼板等,如果鑄坯表面有小的瑕疵,軋制成材后將擴大成幾米的缺陷,因此必須對板坯進行表面清理,以去除表面缺陷,提高終端產品的質量。取三塊澆次頭罐的超低碳IF鋼連鑄坯,其中1號鑄坯為澆次頭罐的第二塊鑄坯,2號為穩態鑄坯,3號為澆次頭罐與第二罐的界面坯。利用自動磨樣機、金相顯微鏡和掃描電鏡對板坯厚度方向表層(5 mm以內)區域每隔1 mm進行夾雜物數量、密度和最大尺寸的測定。每塊鑄坯觀察168個面、1 680個視場,單次檢測面積達到17 052 mm。不同清理量下表層最大夾雜物尺寸的變化情況見圖1。從圖1中可以看出,如果臨界夾雜尺寸為100 μm,則1號鑄坯需要清理3 mm就能滿足要求,2號和3號鑄坯需要清理2 mm就能滿足要求。
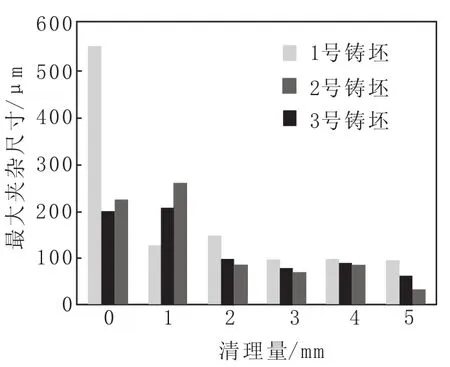
圖1 不同清理量下表層最大夾雜物尺寸的變化Fig.1 Changes of Sizes of Maximum Inclusions in Surface Layer under Different Scarfing Amount
1.2 零漏清控制技術
漏清是指板坯在清理過程中出現熔池中斷,表面出現未清理的現象,圖2所示為漏清坯實貌。

圖2 漏清坯實貌Fig.2 Appearances of Casting Blanks without Scarfing
漏清坯需要人工進行下線補清,增加了清理成本和產品質量風險。清理初期觀察預熱火焰,保證為淡藍色,否則對丙烷管路雜質進行外排。預熱時觀察各燒嘴預熱時間,如果超過5 s間隔則要先觀察板型是否切斜,通過手動調整預熱位置進行均勻預熱,否則會造成漏清。清理過程中觀察清理速度是否適中,如果速度過快會造成清理熔池拉斷產生漏清,此時要將輥道降速至1 m/min。目前火焰清理機漏清率控制在0.3%以下。
2 上水口氬氣控制技術
為了防止水口絮流,通常上水口氬氣流量相對較大,利用吹氬的機械作用減少沉積物造成的堵塞。但是生產實踐中發現,吹氬量過大會造成卷渣并在鑄坯中產生針孔缺陷。在保證澆注效果(換一只水口保證不絮流斷澆)的前提下,減少掉棒及液位波動,從而減少鑄坯中氧化鋁及卷渣夾雜。采用漸進法逐漸降低中間包上水口氬氣流量,使其從原來的10 L/min降至8 L/min,觀察到澆注狀態沒有明顯變化,因此將開澆時水口氬氣流量降至6 L/min,跟蹤一段時間后,澆注效果較好。圖3為改進前后澆鑄過程中塞棒開度的變化情況。改進前,塞棒開度曲線有多次瞬間下降,說明水口、塞棒頭部有夾雜物脫落現象;改進后,塞棒開度曲線平緩,說明澆注效果較好。工藝改進前后各12個月的軋后缺陷率對比見圖4,由圖4看出,改進后的軋后缺陷率大幅下降。計算得出軋后缺陷率下降了40%。

圖3 改進前后澆鑄過程中塞棒開度的變化情況Fig.3 Changes of Opening Degree of Stopper Rod during Casting before and after Improvement
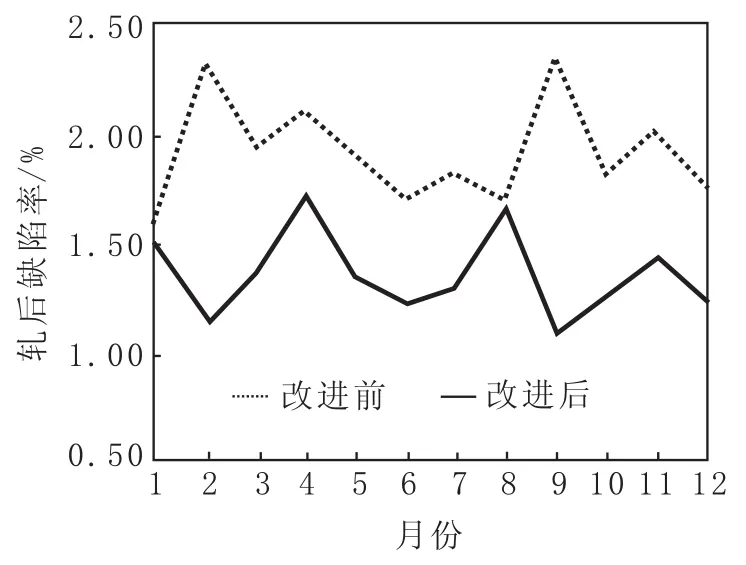
圖4 改進前后軋后缺陷率的對比Fig.4 Comparison of Defect Rates of Rolled Steel before and after Improvment
3 浸入式水口優化技術
3.1 擴大浸入式水口內徑
浸入式水口與結晶器銅板之間的距離很小,容易造成坯殼與水口粘連,水口嚴重損壞的話會導致漏鋼。受斷面厚度的影響,中薄板鋼生產普遍采用扁平式水口,該水口內徑小,生產含鋁鋼易堵塞,嚴重時導致澆鑄中斷。所以,煉鋼總廠研究開發并使用了汽車鋼專用浸入式水口,水口內徑在鑄坯厚度方向擴大了20 mm。采用該浸入式水口后,水口堵塞問題減少90%。
3.2 開發兩孔浸入式水口
煉鋼總廠生產汽車鋼斷面為1 030~2 000 mm,跨度較大。原三孔浸入式水口在生產1 800 mm以上斷面時,窄面液面不活躍,邊部熔融層薄,結晶器內流場不能形成雙回流,化渣效果差,保護渣熔化不好,固體渣很容易卷入鋼水,形成皮下夾雜。所以,針對汽車鋼1 800 mm以上斷面,開發了兩孔浸入式水口,水口傾角由20°改為15°。利用釘板實驗對結晶器流場進行研究,釘板見圖5。
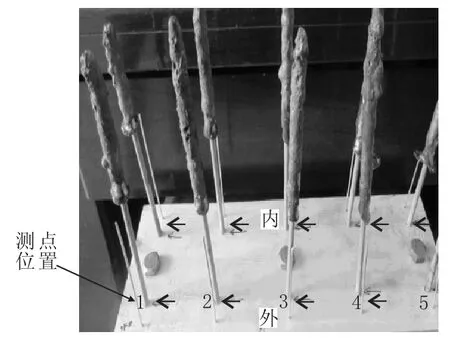
圖5 釘板Fig.5 Nail Board
實驗方案為:采用1 830 mm寬斷面,拉速為1.3 m/min,氬氣流量為6 L/min,水口浸入液面深度130 mm。將釘板水平插入結晶器鋼水液面,測點位置1距水口中心260 mm,各點之間距離90 mm,取出釘板測量各鋁絲長度、鋼絲掛鋼斜坡低點和高點距釘板距離。
結晶器內流場數據見表1,由表1看出,結晶器內鋼絲流場方向基本一致,流向3點方向,可以確定流場形成雙回流。

表1 結晶器內流場數據Table 1 Flow Field Data in Mould
4 倒角結晶器技術
700~900℃,鋼存在第三脆性區間,鋼的韌性明顯降低,降低的程度與鋼的化學成分有關。在奧氏體低溫區域,含鈮、釩、鈦的微合金化鋼和鋁脫氧鋼鑄坯中氮化物、碳化物的析出顯著降低鋼的延塑性。若對鑄坯在這一脆性溫度區域進行矯直,矯直應力會造成鑄坯角橫裂頻繁發生。裂紋敏感性高的中碳鋼易發生角部橫裂紋。國內外對此的解決措施有優化連鑄二冷配水、控制鋼水氮含量、微鈦合金化處理含鈮鋼、調整結晶器保護渣性能、采用結晶器非正弦波振動及提高連鑄設備安裝精度等,但是這些方法實際效果并不明顯。為解決這一問題,煉鋼總廠采用了倒角結晶器技術。倒角結晶器銅板橫截面見圖6所示。
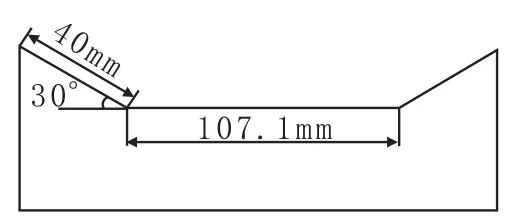
圖6 倒角結晶器銅板橫截面Fig.6 Cross Section of Copper Plate in Chamfered Mould
根據水縫面積調整水量,調整后水縫流速與原直角窄板水流速相當。倒角結晶器錐度比直板結晶器錐度有所增加,下錐度系數為1.10%~1.35%,不同鋼種、不同斷面鑄坯對應的倒角結晶器窄面銅板附加錐度略有不同。生產過程中對鑄機3~6段鑄坯倒角處進行測溫,溫度穩定在950~1 014℃。倒角結晶器鑄坯角部溫度比普通結晶器的高約100℃,高于鋼的高溫脆性區,消除了鑄坯角部拉應力和應變集中,鑄坯角部質量良好,角部橫裂紋發生率降低95%,實現了熱裝熱送。
5 結論
(1)鞍鋼股份有限公司煉鋼總廠針對汽車板鋼夾雜缺陷和鑄機絮流堵塞問題,采取了鑄坯火焰清理技術和上水口、浸入式水口優化技術,澆次頭罐第二塊鑄坯需要清理3 mm能夠滿足要求,穩態鑄坯和澆次頭罐與第二罐的界面坯需要清理2 mm能夠滿足要求;逐漸降低中間包上水口氬氣流量降至6 L/min,可以保證澆注效果;鑄坯軋后缺陷率下降40%。
(2)針對中碳鋼鑄坯角部橫裂紋問題采用了倒角結晶器技術。可以提高鑄坯角部溫度100℃以上,消除了鑄坯角部拉應力和應變集中,角部橫裂紋發生率降低95%,實現了熱裝熱送。
