22MnB5熱沖壓淬火零件的耐腐蝕性能
2021-12-09 01:12:06陳漢杰李東成
腐蝕與防護 2021年11期
陳漢杰,安 健,李東成
(蘇州普熱斯勒先進成型技術有限公司,昆山 215314)
熱成形鋼具有減輕車身重量和提高安全性的優勢,在汽車領域的應用越來越廣泛,但在加熱過程中鋼板表面易發生脫碳及氧化起皮。在熱成形鋼板表面制備熱沖壓鍍層能有效解決這個問題,研究人員已開發了不同的熱沖壓鍍層[1-4]。最早開發并實現商業化生產的鍍層熱成形鋼是歐洲Arcelor公司的Al-Si涂層USIBOR1500系列產品。該系列鍍層具有較好的耐高溫性和耐蝕性,但在高溫下成形時易變脆,發生開裂剝落[5-6]。MALI等[7]研究發現Al-Si涂層加熱后由多層金屬化合物組成,其中第一層Fe2Al5最早開始腐蝕,其余鍍層的電位與基板基本一樣,這說明Al-Si涂層不能提供陰極保護,因此切邊等沒有鍍層的位置很易腐蝕。
近年來,各大汽車廠商將研發重點轉向具有獨特陰極保護作用的鋅基鍍層。鋅基鍍層成本較低,具有優異的涂裝性和耐蝕性,是汽車零件防腐蝕的理想鍍層。但在鍍鋅板的直接熱成形過程中,鋼板和鋅基鍍層同時被加熱,鋅基鍍層熔點較低,在高溫成形時易出現液態金屬誘發脆性(LMIE),使零件出現裂紋。如果為避免LMIE而采用過低的成形溫度,則會降低零件的力學性能[8-9]。這限制了鍍鋅板的直接熱成形的推廣使用。
目前,對于熱沖壓件涂層的研究主要集中在涂層的高溫抗氧化性和成形性,關于涂層耐蝕性也有少量報道[10-12]。本工作以Al-Si涂層、熱鍍鋅鍍層和無涂層等3種表面狀態的22MnB5鋼板為研究對象,對熱沖壓淬火后的零件和無涂層板熱沖壓淬火后電鍍鋅的零件進行耐腐蝕性能研究。
1 試驗
1.1 試樣制備
試驗材料為22MnB5鋼板及其零件(B柱),其表面分別為熱鍍鋅層,Al-Si涂層以及無涂層,22MnB5鋼板的化學成分如表1所示。熱鍍鋅層,Al-Si涂層的厚度分別為10 μm和30 μm。

表1 22MnB5鋼板的化學成分(質量分數)Tab. 1 Chemical composition of 22MnB5 steel sheet (mass faction) %
用激光切割方式將Al-Si涂層22MnB5鋼板(以下稱Al-Si涂層板)、熱鍍鋅22MnB5鋼板(以下稱熱鍍鋅板)及無涂層22MnB5鋼板(以下稱無涂層板)切割成80 mm×200 mm的試樣。對以上幾種22MnB5鋼板進行熱沖壓淬火處理。Al-Si涂層板試樣的熱沖壓淬火按正常生產工藝進行,即:在930 ℃電阻加熱爐內加熱240 s使試樣完全奧氏體化,然后用315T機臺用平板模具將試樣沖壓成形,并隨模具冷卻。熱鍍鋅板的熱沖壓淬火工藝:在880 ℃加熱爐內加熱240 s后,在550 ℃用315T機臺用平板模具進行熱沖壓成形,然后隨模具冷卻。無涂層板的熱沖壓淬火工藝與Al-Si涂層板的相同。對熱沖壓淬火后的無涂層板進行電鍍鋅,得到自制電鍍鋅板。電鍍鋅液的pH為9,其中含130 g/L氫氧化鈉,12 g/L鋅離子。電鍍時,電流密度為2 A/dm2,電鍍時間為15 min,鍍層厚度為10 μm。對經過不同方式處理的各涂層鋼板進行編號,如表2所示。
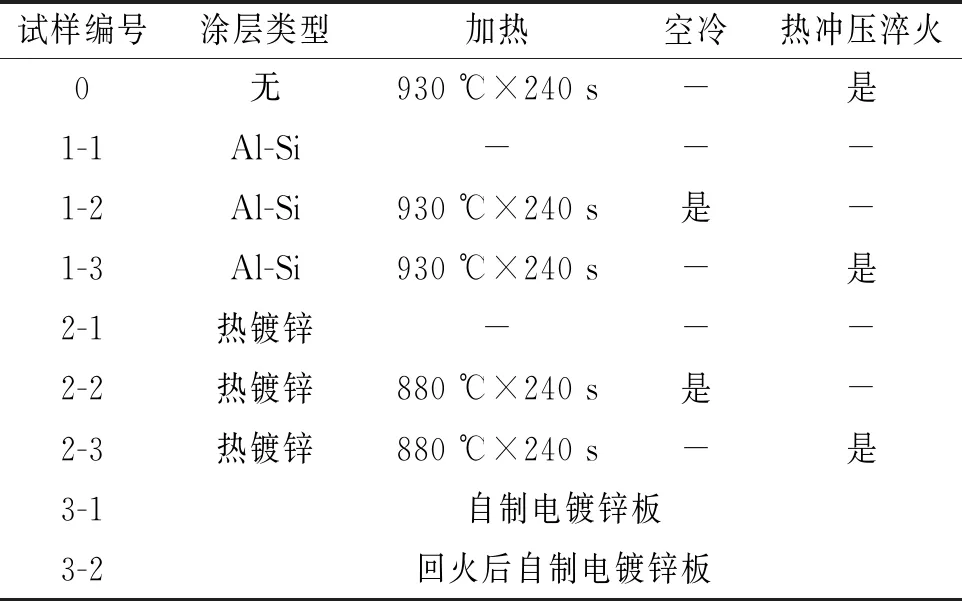
表2 各試樣的涂層類型及處理條件Tab. 2 Coating types and treatment conditions of samples
1.2 涂層截面形貌觀察
將試樣線切割成合適尺寸,用樹脂進行封樣。待樹脂固化后,對試樣工作面采用400號~2 000號砂紙逐級打磨,再進行拋光。采用4%(體積分數)硝酸酒精腐蝕鋼板涂層的組織,腐蝕時間為10~12 s。然后,采用光學顯微鏡觀察試樣的截面形貌。
1.3 電泳層附著力測試
先采用陰極黑色電泳技術對上述熱沖壓淬火后的試驗板材進行涂裝,電泳層厚度為10~15 μm,然后參考GB/T 9286-1998《色漆和清漆 漆膜的劃格試驗》標準對電泳層附著力進行測試。
1.4 鹽霧試驗
根據GB/T 10125-2012《人造氣氛腐蝕試驗 鹽霧試驗》標準進行中性鹽霧試驗。試驗溫度為(36±0.7) ℃。鹽霧為5% (質量分數)NaCl溶液,pH為6.5~7.2,80 cm2沉降率為(1.0~2.5) mL/h。中性鹽霧試驗可分為以下幾個部分。
加熱及熱成形后涂層鹽霧腐蝕形貌觀察:將經過不同處理的涂層鋼板試樣放入鹽霧試驗箱中,每隔2 h觀察試樣的腐蝕情況。
熱成形后試樣的鹽霧腐蝕質量損失測試:取熱沖壓淬火后無涂層板、Al-Si涂層板、熱鍍鋅板以及自制鍍鋅板進行720 h鹽霧試驗。在試驗前和結束并除銹后分別對試樣進行稱量,計算試樣的鹽霧腐蝕質量損失。
電泳層切口鹽霧試驗:對無涂層板、Al-Si涂層板、熱鍍鋅板打孔,然后分別進行熱沖壓淬火,取一塊熱沖壓淬火無涂層板進行電鍍鋅,最后將所有試樣進行電泳處理;將經電泳處理的試樣放入鹽霧試驗箱中,720 h后觀察圓孔處的腐蝕情況,計算鹽霧腐蝕質量損失。對熱沖壓淬火無涂層板進行電泳涂裝,然后按百格法在其表面進行劃痕,再進行中性鹽霧試驗。
電泳層劃痕擴散鹽霧試驗:對熱沖壓淬火后的無涂層板、Al-Si涂層板、熱鍍鋅板以及自制電鍍鋅板進行電泳涂裝;然后用1.0 mm寬的刀片在試樣表面劃出兩條長約150 mm的交叉線,要求劃透涂層,露出基材,并測量劃痕寬度;對劃痕試樣進行720 h中性鹽霧試驗后,再次測量劃痕寬度。
B柱鹽霧試驗:通過熱沖壓淬火將無涂層板、Al-Si涂層板加工成汽車B柱(以下稱無涂層B柱和Al-Si涂層B柱),取一個無涂層B柱進行電鍍鋅得到自制電鍍鋅B柱。在以上3種B柱上取同一截面位置進行中性鹽霧試驗。
2 結果與討論
2.1 截面形貌及涂層厚度
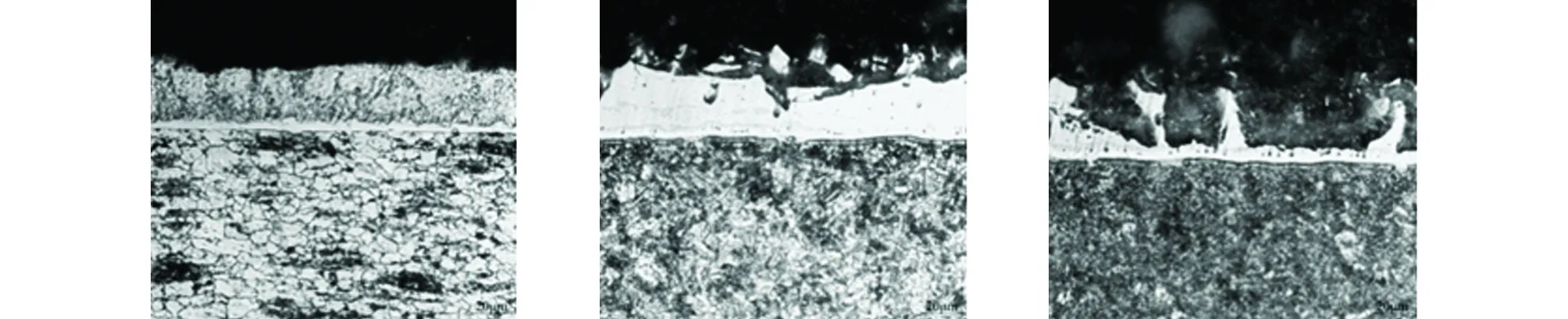
圖1為經不同方式處理的涂層鋼板的截面形貌,其涂層厚度見表3。試樣1-1為Al-Si涂層板原材,其涂層約30 μm厚,組織致密光滑,主要由Al-Si外層及Al-Fe-Si過渡層兩層組成,其中Al-Fe-Si層厚度為7 μm;經930 ℃×240 s加熱并空冷后(試樣1-2),涂層厚度增至近40 μm,而Al-Fe-Si過渡層厚度基本不變,涂層表面開裂,內有小孔;經過熱沖壓淬火后(試樣1-3),Al-Si外層厚度及Al-Fe-Si過渡層厚度均未變,但涂層外層發生大量脫落,質量嚴重下降。試樣2-1為熱鍍鋅板原材,其涂層厚度為6~10μm,主要由純鋅層及鋅鐵合金層組成,涂層組織致密光滑;經880 ℃×240 s加熱并空冷后(試樣2-2),涂層厚度增加至19 μm左右,但涂層破裂嚴重;經過熱沖壓淬火后(試樣2-3),涂層表面凹凸不平,厚度在9~20 μm,這是因為在熱沖壓過程中有大量鍍鋅層黏附在模具上,導致熱沖壓零件鍍鋅層減薄。邱肖盼等[13]亦研究發現GI鍍層在加熱后,鍍層厚度大幅增加,鍍層與鋼基體之間界面變得模糊。500 ℃加熱后鍍鋅層組織為ζ相和δ相,隨著加熱溫度升高,組織轉變為含鐵量更多的Г相,當溫度為900 ℃以上時,大部分轉變成Fe-Zn合金相。Fe-Zn合金相是脆性相,在鍍鋅層裂紋尖端的應力作用下,鋼材基體也會產生微裂紋。試樣3-1為經過熱沖壓淬火、電鍍后得到的自制鍍鋅板,其涂層致密均勻,無孔洞,自制鍍鋅板的質量遠好于熱沖壓淬火后Al-Si涂層板及熱鍍鋅板的。
(a) 試樣1-1 (b) 試樣1-2 (c) 試樣1-3

(d) 試樣2-1 (e) 試樣2-2 (f) 試樣2-3 (g) 試樣3-1圖1 經不同方式處理的涂層鋼板的截面形貌(500×)Fig. 1 Cross-section morphology of coated steel sheets treated by different methods (500×): (a) sample 1-1; (b) sample 1-2; (c) sample 1-2; (d) sample 2-1; (e) sample 2-2; (f) sample 2-3; (g) sample 3-1
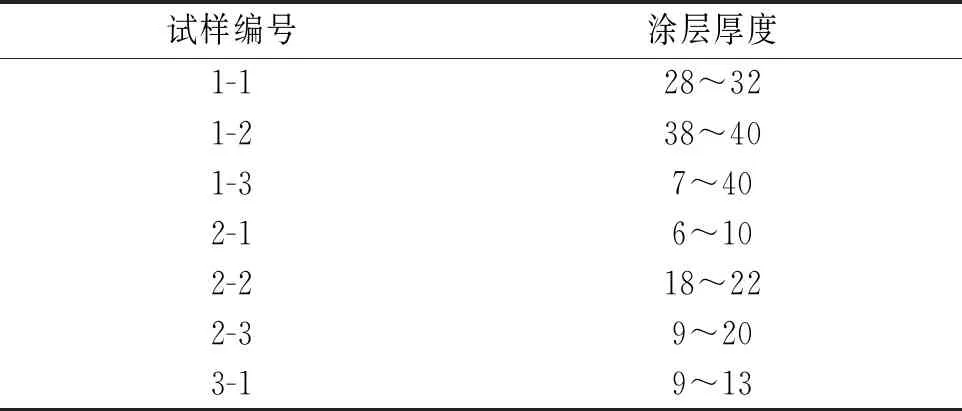
表3 經不同方式處理的涂層鋼板的涂層厚度Tab. 3 Coating thicknesses of coated steel sheets treated by different methods μm
2.2 電泳層附著力
電泳層附著力測試結果表明,無涂層板、Al-Si涂層板、熱鍍鋅板以及自制鍍鋅板表面電泳層附著力均為0級。
2.3 耐鹽霧腐蝕性能
2.3.1 加熱空冷及熱沖壓淬火的影響
表4為經不同方式處理涂層鋼板的鹽霧試驗結果,經不同時間鹽霧腐蝕后其宏觀形貌見圖2~4。由表4可知:Al-Si涂層板原材(試樣1-1)和熱鍍鋅板原材(試樣2-1)在鹽霧腐蝕120 h后均未出現紅銹;鹽霧腐蝕24 h后,經過930 ℃×240 s加熱并空冷的Al-Si涂層板(試樣1-2)和熱沖壓淬火的Al-Si涂層板(試樣1-3)表面均布滿紅銹。
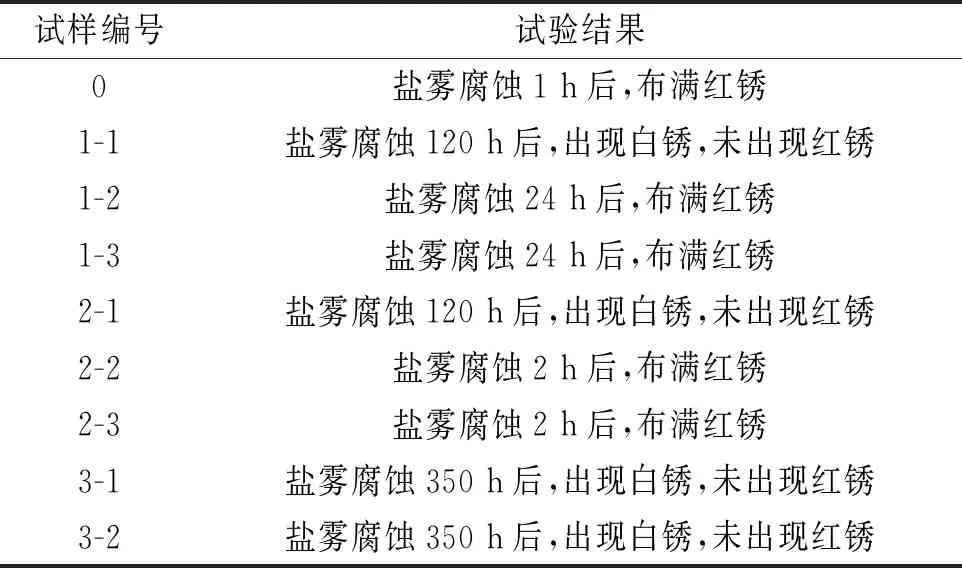
表4 經不同方式處理涂層鋼板的鹽霧試驗結果Tab. 4 Salt-spray test results of coated steel sheets treated by different methods
由圖2和圖3可見,經加熱后空冷和熱沖壓淬火后Al-Si涂層板和熱鍍鋅板都比其原材腐蝕嚴重,這說明加熱后空冷和熱沖壓淬火會降低涂層鋼板的耐腐蝕性能。在熱沖壓成形后的Al-Si涂層和熱鍍鋅層中,鐵含量較高,所以涂層在腐蝕試驗期間會出現紅銹[14]。
對比可知,熱沖壓淬火后,Al-Si涂層板的腐蝕程度比熱鍍鋅板的輕。由于Al-Fe-Si過渡層的自腐蝕電位與鋼材基本的一致(-0.42 V),比Fe-Zn合金鍍層的自腐蝕電位(-0.6 V)高,所以 Fe-Zn合金鍍層比Al-Fe-Si過渡層更容易發生腐蝕。在加熱及熱沖壓成形過程中,雖然Al-Si涂層板的Al-Si層會產生孔洞及脫落,但其Al-Fe-Si過渡層一般較為致密,無孔洞及開裂裂紋。熱鍍鋅層在加熱及熱沖壓成形過程中,開裂嚴重,裂紋直達鋼材基體,且高溫下鍍鋅層容易發生液化粘輥或者揮發,熱沖壓過程中鍍鋅層容易黏附在模具上,鍍鋅層被嚴重破壞。熱沖壓淬火后Al-Si涂層板的涂層厚度一般為鍍鋅層板的2倍。以上這些原因都會導致熱沖壓淬火后Al-Si涂層板的腐蝕比熱鍍鋅板慢。在Al-Si涂層板的無涂層部位,如切口和焊縫位置,由于Al-Si涂層不具備陰極保護功能,其耐腐蝕性能不如熱鍍鋅板。
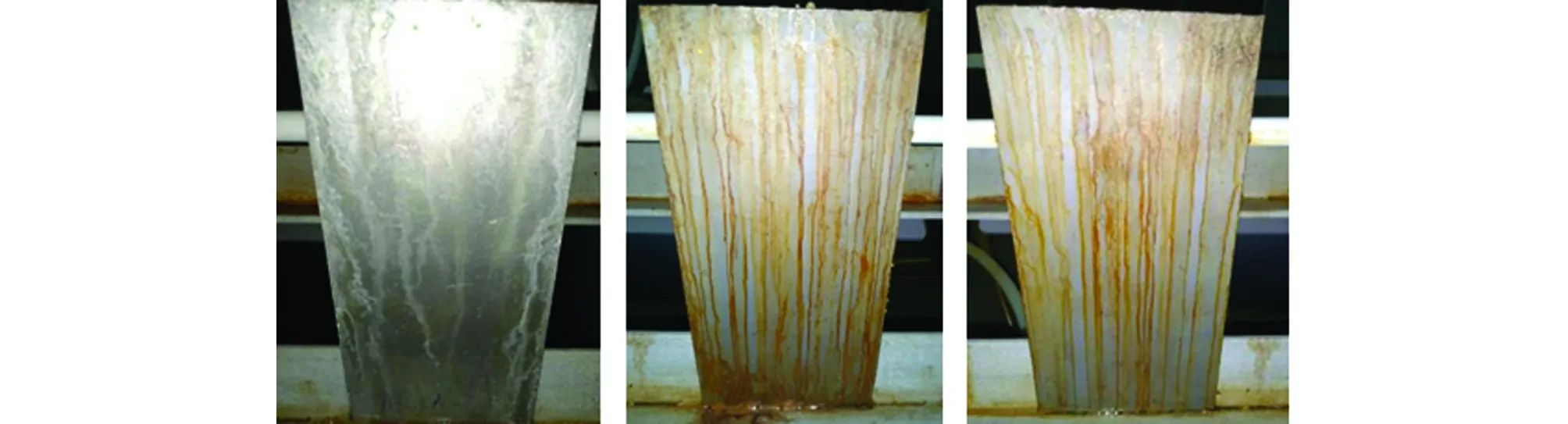
(a) 試樣1-1 (b) 試樣1-2 (c) 試樣1-3圖2 經24 h鹽霧腐蝕后不同方式處理Al-Si涂層板的表面宏觀形貌Fig. 2 Macrographs of surfaces of Al-Si coated steel sheets treated by different methods after salt-spray corrosion for 24 h: (a) sample 1-1; (b) sample 1-2; (c) sample 1-3

(a) 試樣2-1 (24 h) (b) 試樣2-2 (2 h) (c) 試樣2-3 (2 h)圖3 經不同時間鹽霧腐蝕后不同方式處理熱鍍鋅板的表面宏觀形貌Fig. 3 Macrographs of surfaces of hot galvanized steel sheets treated by different methods after salt-spray corrosion for different times: (a) sample 2-1 (24 h); (b) sample 2-2 (2 h); (c) sample 2-3 (2 h)
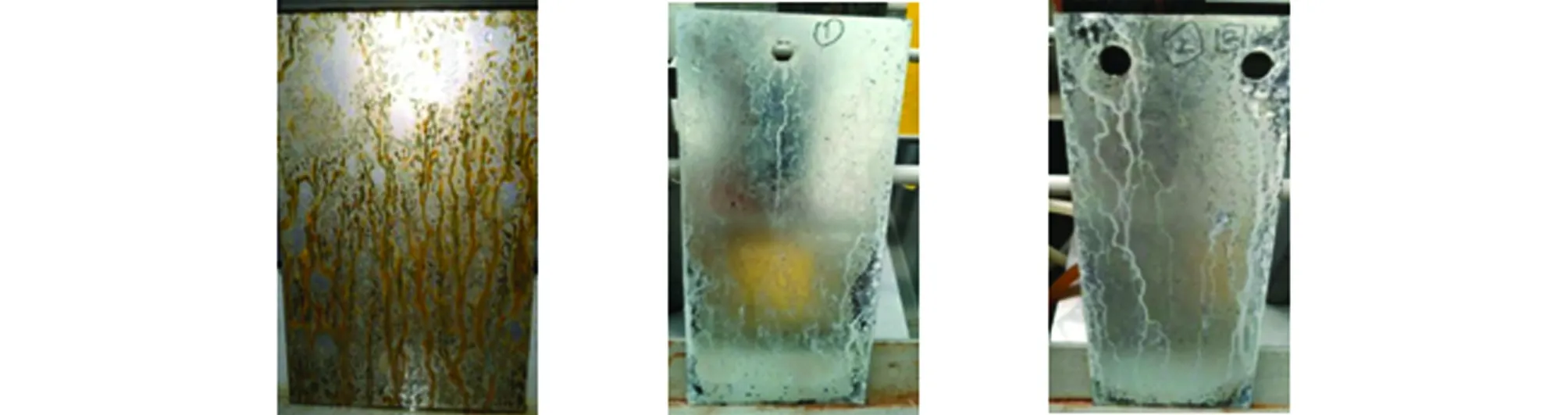
(a) 試樣0 (1 h)(b) 試樣3-1 (350 h) (c) 試樣3-2 (350 h)圖4 經不同時間鹽霧腐蝕后無涂層板和自制電鍍鋅板的表面宏觀形貌Fig. 4 Macrographs of surfaces of uncoated steel sheet and self-made galvanized steel sheets after salt-spray corrosion for different times: (a) sample 0 (1 h); (b) sample 3-1 (350 h); (c) sample 3-2 (350 h)
2.3.2 鹽霧腐蝕質量損失
經720 h鹽霧腐蝕后熱沖壓淬火涂層鋼板的質量損失情況如表5所示,腐蝕形貌如圖5所示。結果表明:熱沖壓淬火后,無涂層板(試樣0)的耐鹽霧腐蝕性能最差,單位面積腐蝕質量損失達1.90×10-3g/mm,熱鍍鋅板次之,Al-Si涂層板的耐鹽霧腐蝕性能稍好,自制電鍍鋅板的耐鹽霧腐蝕性能最好,其單位面積腐蝕質量損失遠小于Al-Si涂層板和熱鍍鋅板。與Al-Si涂層板和熱鍍鋅板在熱成形后涂層會出現開裂、脫落現象不同,自制電鍍鋅板的鋅層表面致密光滑,可以很好地保護基材。
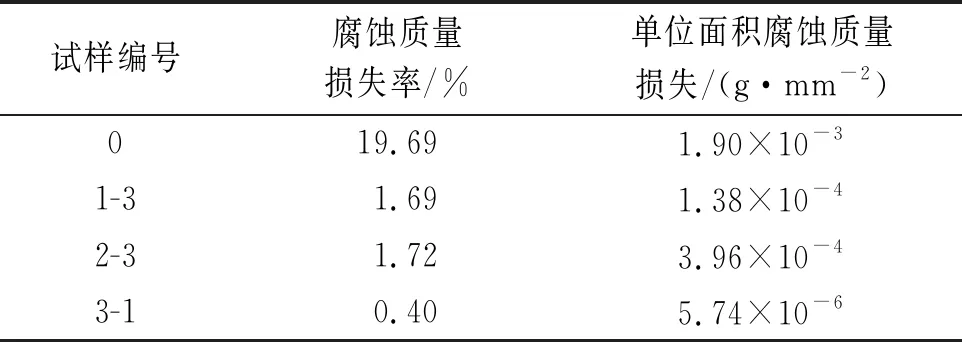
表5 經720 h鹽霧腐蝕后熱沖壓淬火涂層鋼板的質量損失情況Tab. 5 Mass loss situation of hot-stamped and quenched steel sheets with coatings after 720 h salt-spray corrosion
2.3.3 電泳層切口處耐鹽霧腐蝕性能
經720 h鹽霧腐蝕后,試樣表面無紅銹,表明電泳層具有良好的耐鹽霧腐蝕性能,但在打孔、邊緣等電泳層薄弱處,耐腐蝕性能均稍差。表6為電泳層切口鹽霧試驗結果,其腐蝕形貌如圖6所示。結果表明:在熱沖壓淬火無涂層板、Al-Si涂層板和熱鍍鋅板的打孔、邊緣等電泳層切口處,均出現了鐵銹,而在自制電鍍鋅板的電泳層切口處,無鐵銹出現,只有少量白銹。可見,通過熱沖壓淬火和電鍍鋅可以很好的對打孔、邊緣處進行陰極保護。

(a) 試樣0
(b) 試樣1-3

(c) 試樣2-3
(d) 試樣3-1圖5 經720 h鹽霧腐蝕后熱沖壓淬火涂層鋼板的腐蝕形貌Fig. 5 Corrosion morphology of hot-stamped and quenched steel sheets with coatings after 720 h salt-spray corrosion: (a) sample 0; (b) sample 1-3; (c) sample 2-3; (d) sample 3-1
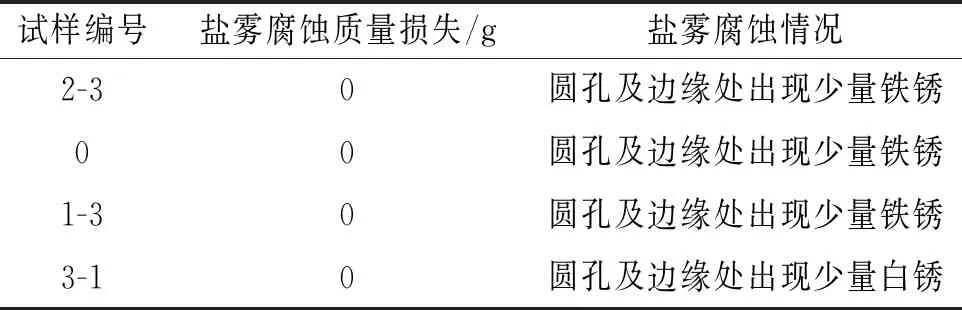
表6 電泳層切口鹽霧試驗結果Tab. 6 Salt-spray test results of electrophoretic layer notch
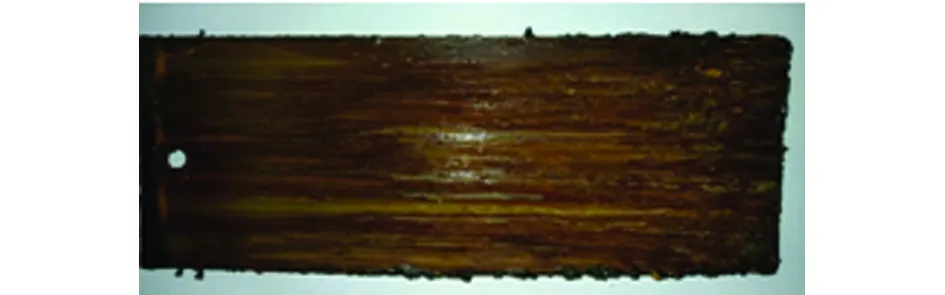
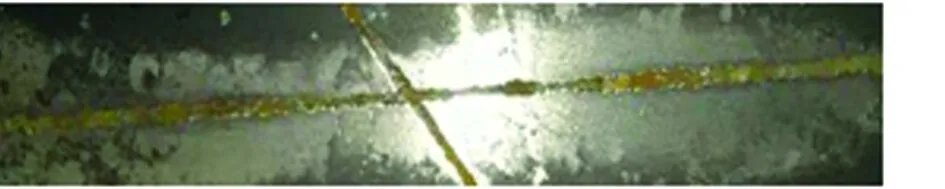
在熱沖壓淬火無涂層板電泳層破裂情況下,鹽霧腐蝕10 min后,劃痕處出現少量鐵銹,鹽霧腐蝕1h后,鐵銹布滿劃痕處,如圖7所示。這說明電泳層無陰極保護效果,當電泳涂層破裂后,鋼材腐蝕嚴重。
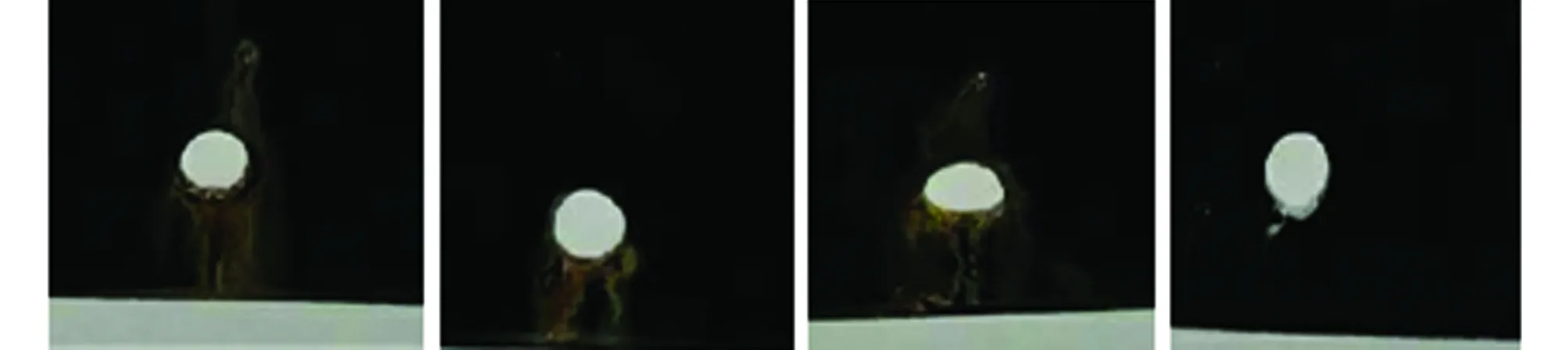
(a) 試樣0 (b) 試樣1-3 (c) 試樣2-3 (d) 試樣3-1圖6 鹽霧腐蝕后熱沖壓淬火涂層鋼板電泳層切口處的形貌Fig. 6 Morphology of electrophoretic layer notches on hot-stamped and quenched steel sheets with coatings after salt-spray corrosion
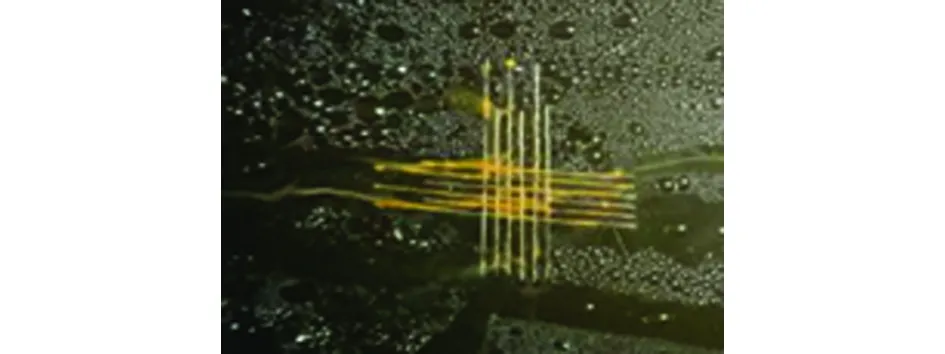
圖7 鹽霧腐蝕1 h后熱沖壓淬火無涂層板電泳層破損處形貌Fig. 7 Macrograph of uncoated steel sheet with damaged electrophoretic layer after hot-stamping and quenching and 1 h salt-spray corrosion
2.3.4 電泳層劃痕處耐鹽霧腐蝕性能
表7為電泳層劃痕擴散鹽霧試驗結果,去除腐蝕產物后熱沖壓淬火涂層鋼板的腐蝕形貌如圖8所示。結果表明,熱沖壓淬火Al-Si涂層板電泳層劃痕處腐蝕產物寬度最寬,高達9.42 mm,無涂層板的次之,自制電鍍鋅板的最小。去除腐蝕產物后,Al-Si涂層板的劃痕寬度為3.22 mm,腐蝕沿厚度方向及橫向發展;而無涂層板腐蝕主要以縱向方向為主。熱鍍鋅板和自制電鍍鋅板的涂層具有犧牲陽極保護效果,鋅層先發生腐蝕,導致涂層腐蝕沿橫向方向發展,基材無腐蝕情況發生。
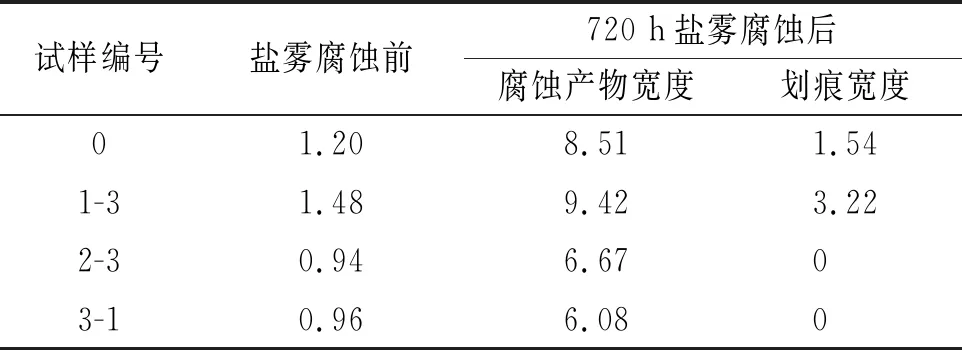
表7 電泳層劃痕擴散鹽霧試驗結果Tab. 7 Results of electrophoretic layer scratch diffusion and salt-spray test mm
2.3.5 B柱耐鹽霧腐蝕性能
圖9和圖10為鹽霧腐蝕16 h前后3種B柱的局部形貌。用平板模具對Al-Si涂層板進行熱沖壓淬火時,涂層表面有少量裂紋出現,24 h鹽霧腐蝕后只出現少量紅銹,如圖2(c)所示。而熱成形B柱在熱沖壓淬火過程中,鋼板表面與模具表面產生劇烈摩擦,導致涂層嚴重破壞,如圖9(b)所示。涂層嚴重磨損的Al-Si涂層B柱,其耐鹽霧腐蝕性能基本與無涂層板一致。自制電鍍鋅B柱經16 h中性鹽霧腐蝕后,零件基體基本無腐蝕發生,如圖9(c)所示。
3 結論
(1) Al-Si涂層板和熱鍍鋅板原材都具有良好的耐腐蝕性能,但經過加熱后涂層易開裂,耐腐蝕性能下降,在熱沖壓成形過程中,涂層易于模具發生黏附,導致涂層減薄且開裂情況加劇,耐腐蝕性能進一步下降。
(a) 試樣0

(b) 試樣1-3

(c) 試樣2-3

(d) 試樣3-1圖8 熱沖壓淬火涂層鋼板電泳層劃痕擴散鹽霧試驗后形貌Fig. 8 Macrographs of hot-stamped and quenched steel sheets after electrophoretic layer scratch diffusion and salt-spray test: (a) sample 0; (b) sample 1-3; (c) sample 2-3; (d) sample 3-1

(a)無涂層B柱 (b)Al-Si涂層B柱 (c)自制電鍍鋅B柱圖9 鹽霧腐蝕前3種B柱的局部形貌Fig. 9 Partial macrographs of uncoated B pillar (a), Al-Si coated B pillar (b) and self-made galvanized B pillar (c) before salt-spray corrosion
(2) 對熱壓沖淬火后零件進行電鍍鋅處理,得到的涂層致密均勻沒有破損(包括對零件孔和邊的切口封閉),且具有極好的陰極保護效果,其耐腐蝕性能遠優于Al-Si涂層板、熱鍍鋅板和無涂層板。
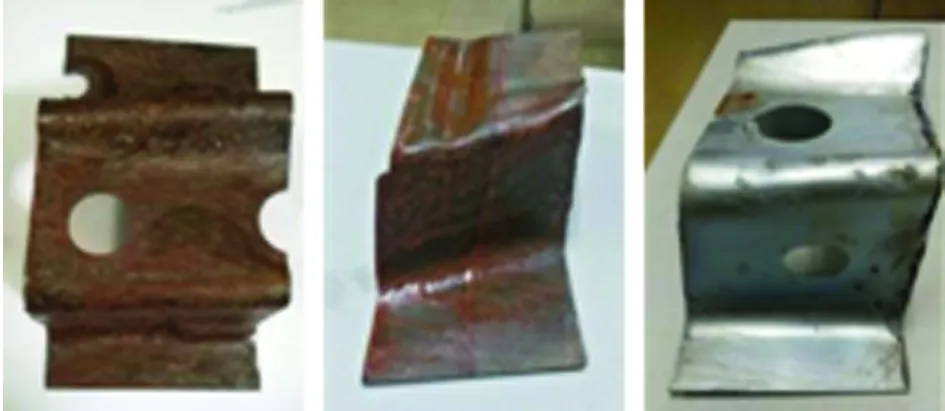
(a)無涂層B柱 (b)Al-Si涂層B柱 (c)自制電鍍鋅B柱圖10 鹽霧腐蝕16 h后3種B柱的局部形貌Fig. 10 Partial macrographs of uncoated B pillar (a), Al-Si coated B pillar (b) and self-made galvanized B pillar (c) after 16 h salt-spray corrosion
熱壓沖淬火后電鍍鋅處理可以為汽車零件提供良好的保護。
