鋁合金高速切削有限元仿真及實驗研究
2021-12-08 19:54:03汪健明劉康
軟件工程 2021年12期
汪健明 劉康

摘 ?要:為了研究不同切削參數對鋁合金切削過程中切削力和切削溫度的影響,以鋁合金7075-T651為對象,采用仿真與實驗驗證結合的方法,利用金屬有限元切削專用軟件AdvantEdge建立了鋁合金7075-T651的二維正交切削仿真模型,并進行合理的工件和刀具材料參數以及本構模型設置。通過仿真分析,研究了切削力和切削溫度與進給速度以及切削深度的關系,并通過實驗進行驗證。仿真和實驗結果表明:在一定范圍內,隨著進給速度和切削深度的增大,切削力和切削溫度增大。切削鋁合金7075-T651時,應采用較小的切削深度和進給速度。
關鍵詞:AdvantEdge;鋁合金7075-T651;切削力;切削溫度
中圖分類號:TP319 ? ? 文獻標識碼:A
Abstract: In order to study the influence of different cutting parameters on cutting force and cutting temperature in cutting process of aluminum alloy, this research uses aluminum alloy 7075-T651 as the object, and takes the method of combining simulation and experimental verification as the research method. This paper proposes to use special software AdvantEdge of metal finite element cutting to establish two-dimensional orthogonal cutting simulation model of aluminum alloy 7075-T651. Reasonable workpieces, tool material parameters and constitutive model are set. Through simulation analysis, the relationship between cutting force and cutting temperature, feed speed and depth of cut are studied and verified by experiments. Simulation and experimental results show that within a certain range, with the increase of feed speed and cutting depth, cutting force and cutting temperature increase. When cutting aluminum alloy 7075-T651, smaller depth of cutting and feed rate should be used.
Keywords: AdvantEdge; aluminum alloy 7075-T651; cutting force; cutting temperature
1 ? 引言(Introduction)
由于鋁合金7075-T651具有高比強度和良好的熱加工性能,以及高韌性和良好的耐腐蝕性,近年來在航空航天、模具加工、機械設備以及夾具中得到了越來越多的應用[1-2]。但由于其在加工過程中極易產生變形,導致加工精度很難控制,從而影響產品的合格率,為了提高加工質量,就需要對加工過程中的切削力和切削溫度進行控制。隨著計算機技術的快速發展,使用有限元仿真方法來分析切削加工過程中的切削力和切削溫度就變得非常簡便。切削仿真不僅可以精確地模擬加工過程,而且可以極大地節省時間和成本,具有十分重要的意義。如文獻[3-5]利用有限元軟件建立二維正交切削仿真模型,對不同金屬材料進行切削仿真研究,優化參數以降低切削力和切削溫度。利用有限元仿真與實驗驗證相結合的方法研究切削加工過程是非常普遍的。如文獻[6-9]利用有限元軟件建立切削仿真模型,研究不同加工參數對切削加工質量的影響,并進行工藝參數優化以提高加工質量,同時通過實驗驗證仿真結果的準確性。
本文利用金屬切削仿真專用軟件AdvantEdge進行鋁合金7075-T651的切削仿真研究,分析不同加工參數對切削力和切削溫度的影響,并通過實驗驗證了仿真模型和結果的準確性。
2 ?有限元模型的建立(The establishment of finite element model)
2.1 ? 材料參數及本構模型
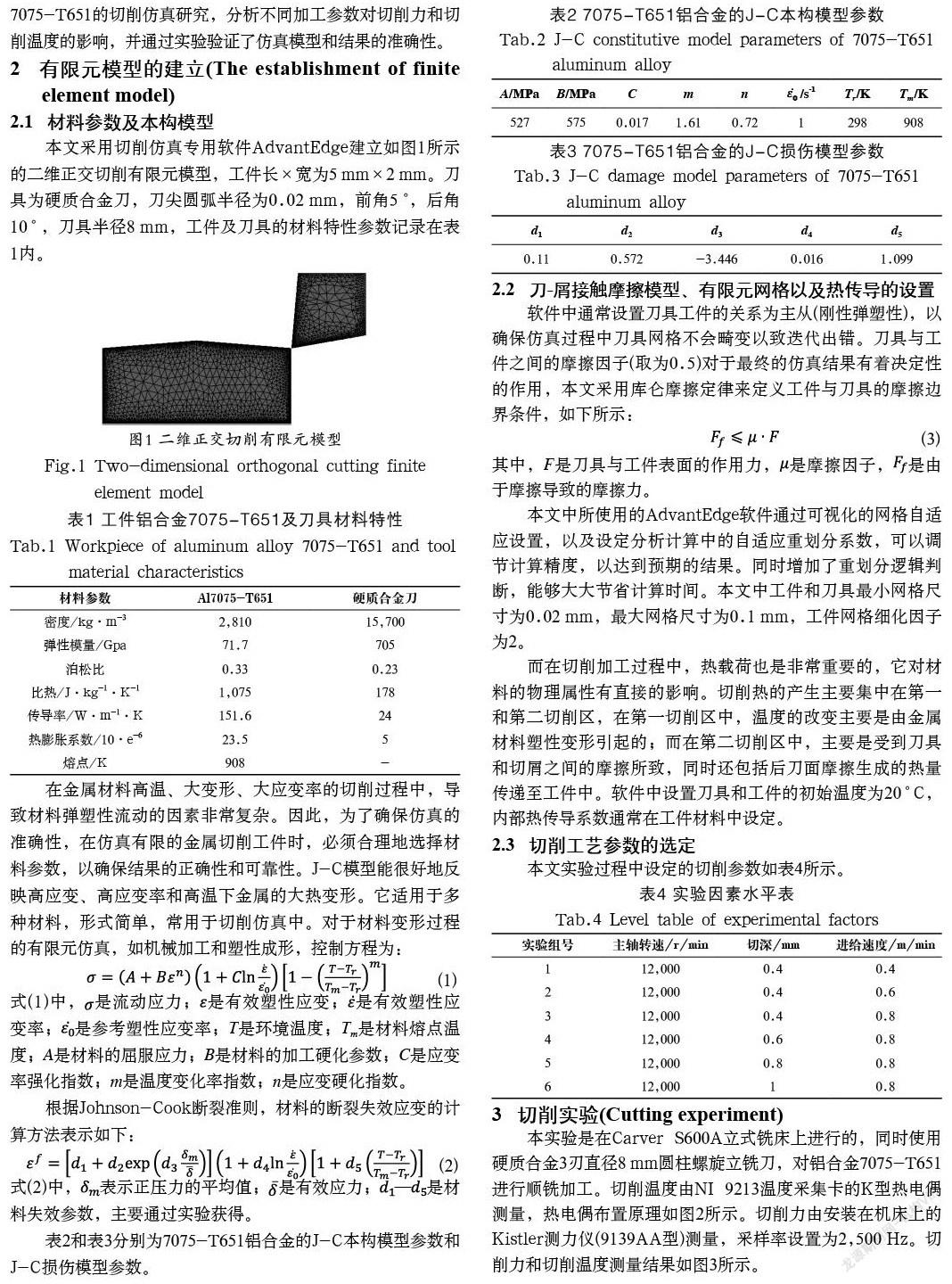
本文采用切削仿真專用軟件AdvantEdge建立如圖1所示的二維正交切削有限元模型,工件長×寬為5 mm×2 mm。刀具為硬質合金刀,刀尖圓弧半徑為0.02 mm,前角5 °,后角10 °,刀具半徑8 mm,工件及刀具的材料特性參數記錄在表1內。
在金屬材料高溫、大變形、大應變率的切削過程中,導致材料彈塑性流動的因素非常復雜。因此,為了確保仿真的準確性,在仿真有限的金屬切削工件時,必須合理地選擇材料參數,以確保結果的正確性和可靠性。J-C模型能很好地反映高應變、高應變率和高溫下金屬的大熱變形。它適用于多種材料,形式簡單,常用于切削仿真中。對于材料變形過程的有限元仿真,如機械加工和塑性成形,控制方程為:
2.2 ? 刀-屑接觸摩擦模型、有限元網格以及熱傳導的設置
軟件中通常設置刀具工件的關系為主從(剛性彈塑性),以確保仿真過程中刀具網格不會畸變以致迭代出錯。刀具與工件之間的摩擦因子(取為0.5)對于最終的仿真結果有著決定性的作用,本文采用庫侖摩擦定律來定義工件與刀具的摩擦邊界條件,如下所示:
其中,F是刀具與工件表面的作用力,是摩擦因子,是由于摩擦導致的摩擦力。
本文中所使用的AdvantEdge軟件通過可視化的網格自適應設置,以及設定分析計算中的自適應重劃分系數,可以調節計算精度,以達到預期的結果。同時增加了重劃分邏輯判斷,能夠大大節省計算時間。本文中工件和刀具最小網格尺寸為0.02 mm,最大網格尺寸為0.1 mm,工件網格細化因子為2。
而在切削加工過程中,熱載荷也是非常重要的,它對材料的物理屬性有直接的影響。切削熱的產生主要集中在第一和第二切削區,在第一切削區中,溫度的改變主要是由金屬材料塑性變形引起的;而在第二切削區中,主要是受到刀具和切屑之間的摩擦所致,同時還包括后刀面摩擦生成的熱量傳遞至工件中。軟件中設置刀具和工件的初始溫度為20 °C,內部熱傳導系數通常在工件材料中設定。
2.3 ? 切削工藝參數的選定
本文實驗過程中設定的切削參數如表4所示。
3 ? 切削實驗(Cutting experiment)
本實驗是在Carver S600A立式銑床上進行的,同時使用硬質合金3刃直徑8 mm圓柱螺旋立銑刀,對鋁合金7075-T651進行順銑加工。切削溫度由NI 9213溫度采集卡的K型熱電偶測量,熱電偶布置原理如圖2所示。切削力由安裝在機床上的Kistler測力儀(9139AA型)測量,采樣率設置為2,500 Hz。切削力和切削溫度測量結果如圖3所示。
4 ?仿真與實驗結果分析(Simulation and analysis of experimental results)
圖4為鋁合金7075-T651切削加工切削力數據經過多項式擬合后的仿真結果,可以發現切削力FX很明顯地由小及大,到達峰值后又下降,呈現拋物線趨勢,這符合槽銑的特點。本文中平均切削力的取值方法是在穩定切削階段固定間隔位置取若干點的切削力數值,然后取這些切削力數值的平均值作為該參數下的切削力。
圖5為切削加工的切削溫度仿真結果。可以發現,工件已加工表面處會形成溫度梯度,在溫度梯度處做一條線段,提取這條線段上各個點的溫度,繪制成溫度變化曲線,取其平均值作為該參數下的已加工表面溫度值。
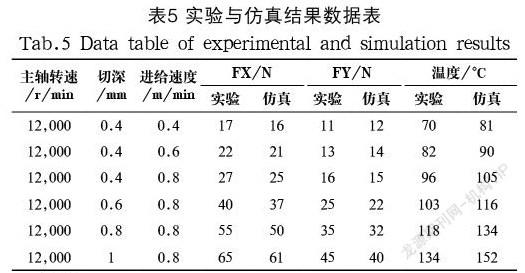
由表5實驗與仿真數據結果可知,高速切削鋁合金7075-T651時,當主軸轉速和切削深度不變時,隨著進給速度由0.4 m/min增大到0.8 m/min,切削力FX的實驗值和仿真值分別增大了10 N和9 N,切削力FY的實驗值和仿真值分別增大了5 N和3 N,切削溫度的實驗值和仿真值分別增大了26 °C和24 °C。而當主軸轉速和進給速度不變時,隨著切削深度由0.4 mm增大到1 mm,切削力FX的實驗值和仿真值分別增大了38 N和36 N,切削力FY的實驗值和仿真值分別增大了29 N和25 N,切削溫度的實驗值和仿真值分別增大了38 °C和47 °C。對比實驗和仿真數據可以發現,通過有限元仿真所得出來的結果和實驗結果存在一定的偏差,實驗與仿真結果誤差為4.5%—15.7%,仿真和實驗結果的趨勢基本吻合,這也證明了所建立的仿真模型的準確性,可實現對加工結果趨勢的模擬預測。
5 ? 結論(Conclusion)
本文基于切削仿真專用軟件AdvantEdge建立了鋁合金7075-T651二維正交切削有限元模型,分析了進給速度和切削深度對切削力和切削溫度的影響,并利用有限元仿真和實驗獲得了鋁合金7075-T651的切削力和切削溫度數據,數據表明:切削力和切削溫度隨著進給速度和切削深度的增大而增大。因此,在切削鋁合金7075-T651時,應選擇較小的進給速度和切削深度。
參考文獻(References)
[1] 蘇景新,鄒陽,陳康敏,等.民航客機7075-T6鋁合金壁板的腐蝕特征與機制[J].機械工程學報,2013,49(08):91-96.
[2] 鄧云飛,張永,曾憲智,等.6061-T651鋁合金動態力學性能及斷裂準則修正[J].機械工程學報,2020,56(18):81-91.
[3] 肖田,王懷峰,武文革.基于AdvantEdge的鈦合金Ti6Al4V的高速銑削有限元仿真[J].煤礦機械,2012,33(05):138-140.
[4] 周欣,王鵬,楊昆明.鋁合金7075-T6銑削加工有限元仿真分析[J].煤礦機械,2018,39(09):72-74.
[5] LI G H, QI H J, YAN B. Finite element simulation study of cutting process for large thin-wall part of aluminum alloy[J]. Key Engineering Materials, 2012,522:62-67.
[6] 姚煬,沈春根,馬殿文.PCD刀具高速車削高強鋁合金切削力仿真[J].工具技術,2019,53(02):81-85.
[7] 陳衛林,楊東,吳敏,等.7050-T7451鋁合金直角切削仿真研究[J].機械制造,2021,59(02):63-67.
[8] 鄭耀輝,王朋,劉娜,等.7075鋁合金銑削參數優化仿真研究[J].機械設計與制造,2020(05):171-174.
[9] 歐陽敏慧,張新豐,彭文飛,等.鋁合金7050切削過程的數值模擬與試驗[J].長江大學學報(自然科學版),2020,17(03):102-107.
作者簡介:
汪健明(1997-),男,碩士生.研究領域:先進制造裝備及工藝.本文通訊作者.
劉 ? ?康(1996-),男,碩士生.研究領域:機器視覺.