撥叉鎖銷孔夾具設計
2021-12-06 18:07:58王家興曲太旭
科學與生活 2021年23期
王家興 曲太旭
摘要:撥叉是變速箱換擋機構中的一個主要零件,主要用于換擋。因為鎖銷孔φ8mm是需要重點保障的部位之一,故一套拆裝方便快捷的夾具是必不可少的。夾具采用一面兩銷定位,偏心輪夾緊機構進行夾緊。本專用夾具具有裝夾迅速方便,定位精準的特點。零件采用夾具標準零件,互換性好。可以提高加工效率,減少工時。
關鍵詞:夾具,鎖銷孔,一面兩銷
1.引言
農業是我國的根本,是很重要的部分,并且農業也是我國非常重視且大力發展的部分,。以上零件即為拖拉機中所用的撥叉。是拖拉機中非常重要的零件,保障它的生產可以一定程度上促進拖拉機的供給以及售后維修等。而提高生產撥叉的效率需要專用的夾具來保障,這也是設計本夾具的目的。
2.撥叉的工藝分析
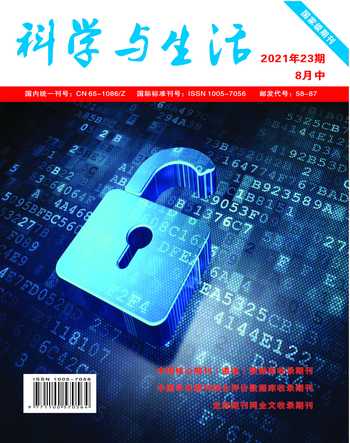
2.1 零件技術要求的分析
1)撥叉屬于典型的叉類零件,其叉軸孔是主要裝配基準,叉軸與變速叉軸有配合要求,因此加工精度要求較高。插腳兩端面在工作中要承受沖擊載荷,為增加其耐磨性所以對其表面做淬火處理,硬度為48~58HRC;為保證撥叉撥動齒輪換擋時叉腳受力均勻。要求叉腳兩端面對變速叉軸孔φ30 mm的垂直度要求為0.1mm,叉腳兩端面的平面度要求為0.08mm,為保證撥叉在叉軸上有準確的位置。改換檔位準確,撥叉采用鎖銷定位,鎖銷孔的尺寸為φ8 mm,鎖銷孔中心線與叉軸孔中心線的垂直度要求為0.15mm。
2)確定零件的生產類型
該零件為某拖拉機用撥叉,已知零件材料為35鋼,質量4.5kg,年產量3000臺/年。查表得該零件為輕型零件中批生產。所以該零件的年生產綱領N為:
N=Qm(1+a%)(1+b%)
N=3000×1×(1+0.02)×(1+0.004)=3072件/年
3.定位方案
3.1精基準的選擇
根據撥叉零件的技術要求和裝配要求,選擇撥叉的設計基準為叉頭左端面、叉軸孔30 mm和叉腳內孔表面作為精基準,符合“基準重合原則”,同時零件上的很多表面都可以采用該組表面作為精基準,有遵循了基準統一原則,叉軸孔30 mm的軸線是設計基準,選用其作精基準定位加工撥叉腳兩端面和鎖銷孔8 mm,有利于保證被加工表面的垂直度;選用撥叉頭左端面作為精基準同樣是服從了“基準重合”的原則,因為該撥叉在軸向方向上的尺寸多以該端面做設計基準;另外,由于撥叉剛性差,受力易產生彎曲變形,為了避免在機械加工中產生夾緊變形,選用撥叉頭,左端面作精基準,夾緊力可以作用在撥叉頭的右端面上,夾緊穩定可靠。
3.2.粗基準的選擇
作為粗基準的表面應平整,沒有飛邊、毛刺或其他表面缺欠。我們選擇變速叉軸孔30 mm的外圓面和撥叉頭右端面作為粗基準。采用30 mm外圓面定位加工內孔可保證孔的壁厚均勻;采用撥叉頭右端面作粗基準加工左端面,接著以左端面為基準加工右端面,可以為后續工序準備好精基準。
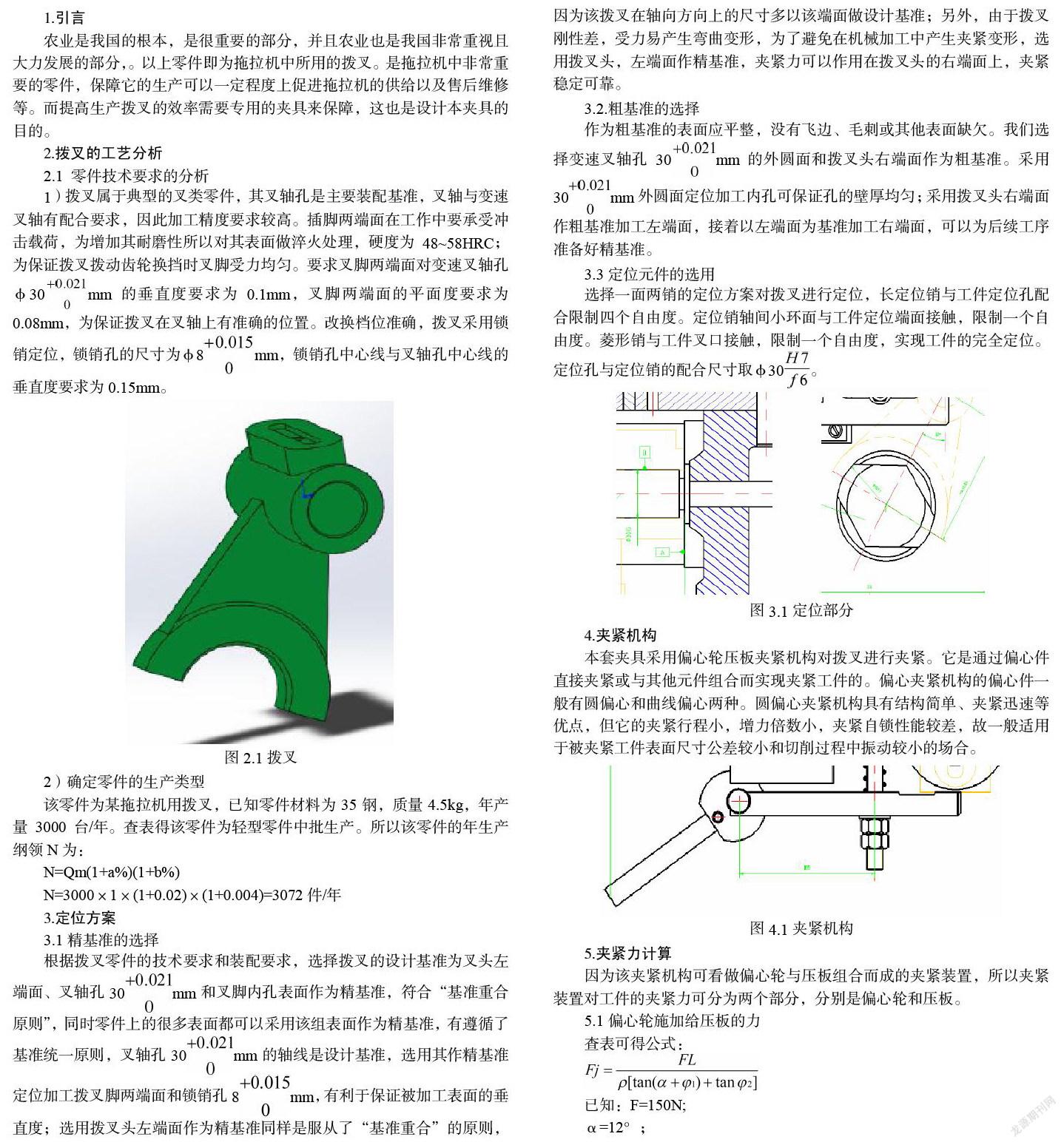
3.3定位元件的選用
選擇一面兩銷的定位方案對撥叉進行定位,長定位銷與工件定位孔配合限制四個自由度。定位銷軸間小環面與工件定位端面接觸,限制一個自由度。菱形銷與工件叉口接觸,限制一個自由度,實現工件的完全定位。定位孔與定位銷的配合尺寸取φ30 。
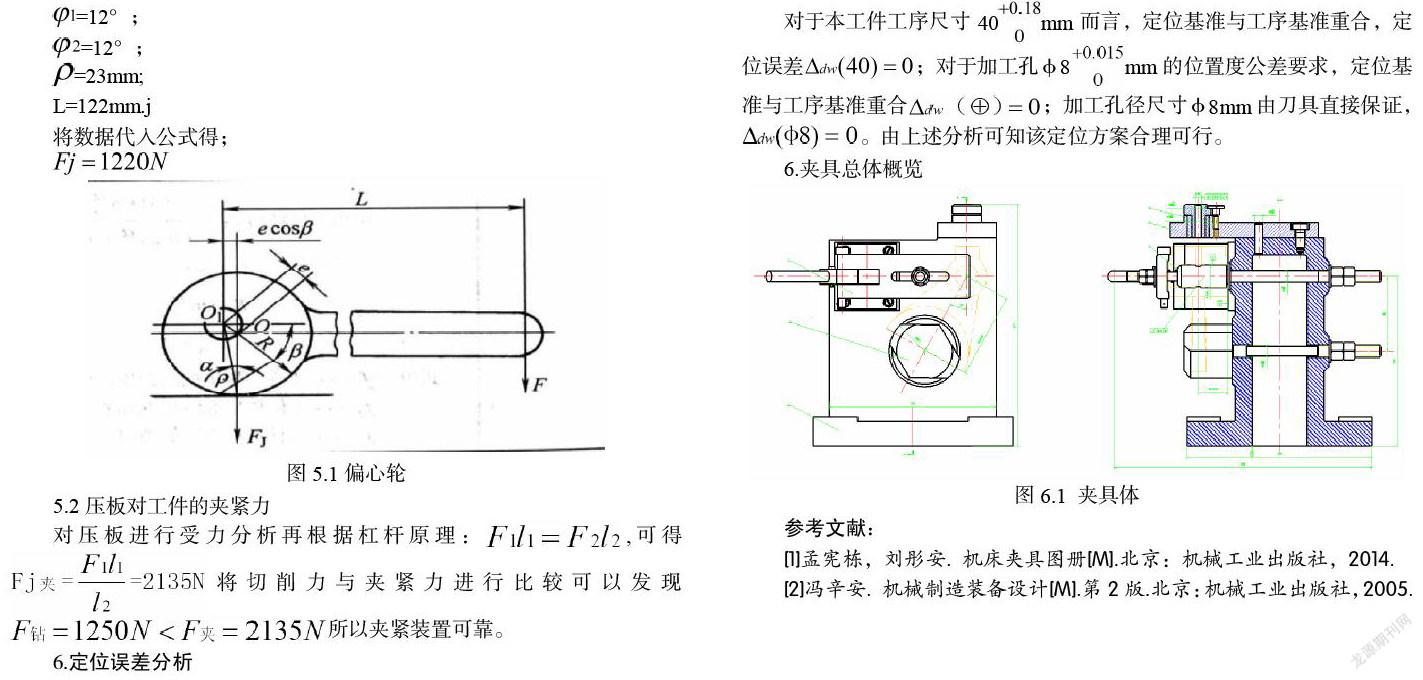
4.夾緊機構
本套夾具采用偏心輪壓板夾緊機構對撥叉進行夾緊。它是通過偏心件直接夾緊或與其他元件組合而實現夾緊工件的。偏心夾緊機構的偏心件一般有圓偏心和曲線偏心兩種。圓偏心夾緊機構具有結構簡單、夾緊迅速等優點,但它的夾緊行程小,增力倍數小,夾緊自鎖性能較差,故一般適用于被夾緊工件表面尺寸公差較小和切削過程中振動較小的場合。
5.夾緊力計算
因為該夾緊機構可看做偏心輪與壓板組合而成的夾緊裝置,所以夾緊裝置對工件的夾緊力可分為兩個部分,分別是偏心輪和壓板。
5.1偏心輪施加給壓板的力
5.2壓板對工件的夾緊力
對壓板進行受力分析再根據杠桿原理: ,可得 將切削力與夾緊力進行比較可以發現 所以夾緊裝置可靠。
6.定位誤差分析
對于本工件工序尺寸40 mm而言,定位基準與工序基準重合,定位誤差 ;對于加工孔φ8 mm的位置度公差要求,定位基準與工序基準重合 ;加工孔徑尺寸φ8mm由刀具直接保證, 。由上述分析可知該定位方案合理可行。
6.夾具總體概覽
參考文獻:
[1]孟憲棟,劉彤安. 機床夾具圖冊[M].北京:機械工業出版社,2014.
[2]馮辛安. 機械制造裝備設計[M].第2版.北京:機械工業出版社,2005.