齒形彈簧模具內(nèi)側(cè)向傳輸結(jié)構(gòu)設(shè)計
2021-12-06 07:17:58黃雄斌
模具工業(yè) 2021年11期
黃雄斌
(廈門金波貴金屬制品有限公司,福建 廈門 361021)
0 引言
齒形彈簧是空調(diào)冷凝機(jī)四通閥中活塞部件的配件,主要為聚四氟乙烯活塞碗提供側(cè)向壓力,以保證其支撐下的活塞碗與銅管緊密接觸并保持密封狀態(tài),如圖1所示。零件材料為0.08 mm厚的0Cr18Ni9不銹鋼,為半硬態(tài),硬度為350 HV,其含有15個均布的葉瓣,葉瓣與平面上的孔有形位公差要求。齒形彈簧使用時為防止活塞碗破損后其葉瓣與閥管摩擦而損壞閥管,要求齒形彈簧的葉瓣周圈無毛刺、無接刀痕等缺陷。由于零件的這些特征,常用制造方法是先用模具沖出平片后,再用另一副模具進(jìn)行成形,這種成形方法需搬運(yùn)傳送、轉(zhuǎn)儲及多次裝夾定位,生產(chǎn)效率低且難以保證零件成形的形位公差。

圖1 零 件
為了提高齒形彈簧的生產(chǎn)效率及零件合格率,避免常用制造方法的缺陷,通過對零件的尺寸及使用要求進(jìn)行分析,設(shè)計了一種模內(nèi)側(cè)向傳輸結(jié)構(gòu)的沖壓裝置,克服了普通級進(jìn)模在零件脫離帶料后無法進(jìn)行成形的缺點(diǎn),可以使用帶料在通用沖壓設(shè)備上進(jìn)行連續(xù)成形。
1 零件要求
零件材質(zhì)為奧氏體不銹鋼,無磁性,沖裁及搬運(yùn)傳送過程中,使用吹氣結(jié)構(gòu)克服摩擦力及沖裁油的粘性,使沖壓件與相關(guān)物料實(shí)現(xiàn)快速分離及定位。根據(jù)零件外形特征,考慮成形后的回彈問題[1],葉瓣的成形按彎曲與翻邊相結(jié)合的方法進(jìn)行,且所需的帶料采用各向同性的卷料。考慮生產(chǎn)效率及零件尺寸的一致性,生產(chǎn)方式確定為卷料連續(xù)供給,使用通用沖床進(jìn)行生產(chǎn);設(shè)計模具內(nèi)側(cè)向傳輸結(jié)構(gòu),實(shí)現(xiàn)落料平片的搬運(yùn)傳送及后序成形,考慮模具零件的強(qiáng)度及維護(hù)的便利性[2],模具每沖壓1次成形1個零件。
2 排樣設(shè)計
根據(jù)零件尺寸,使用Dynaform軟件輔助設(shè)計,展開尺寸如圖2所示,經(jīng)排樣設(shè)計分析得出帶料寬度為24 mm,步距為22 mm,2個零件間最小搭邊為1.47 mm。對于落料后的搬運(yùn)傳送,依照零件展開尺寸的大小需考慮裝置結(jié)構(gòu)中零部件的強(qiáng)度,落料工位與零件成形工位距離設(shè)計28 mm,成形工位與零件收集工位距離設(shè)計30 mm,這2個尺寸在后續(xù)結(jié)構(gòu)設(shè)計中可作適當(dāng)調(diào)整。綜合上述分析,具體排樣設(shè)計如圖3所示,有6個工位:①沖導(dǎo)正孔;②帶料導(dǎo)正;③沖孔;④落料;⑤零件成形;⑥零件收集。排樣設(shè)計中考慮模板的強(qiáng)度及帶料的抬料平衡性[2],在適當(dāng)?shù)墓の婚g加入一些空工位。
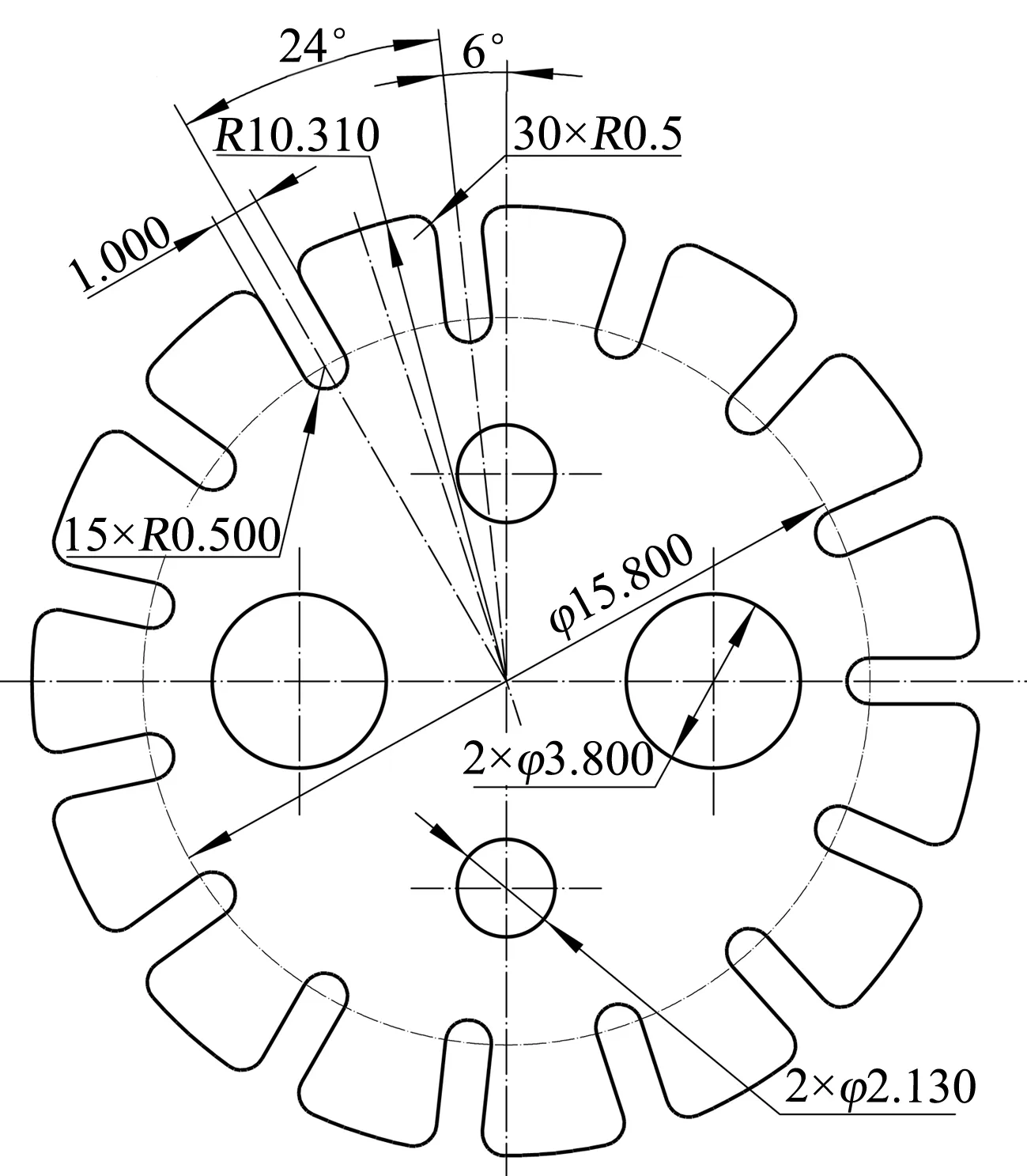
圖2 展開尺寸
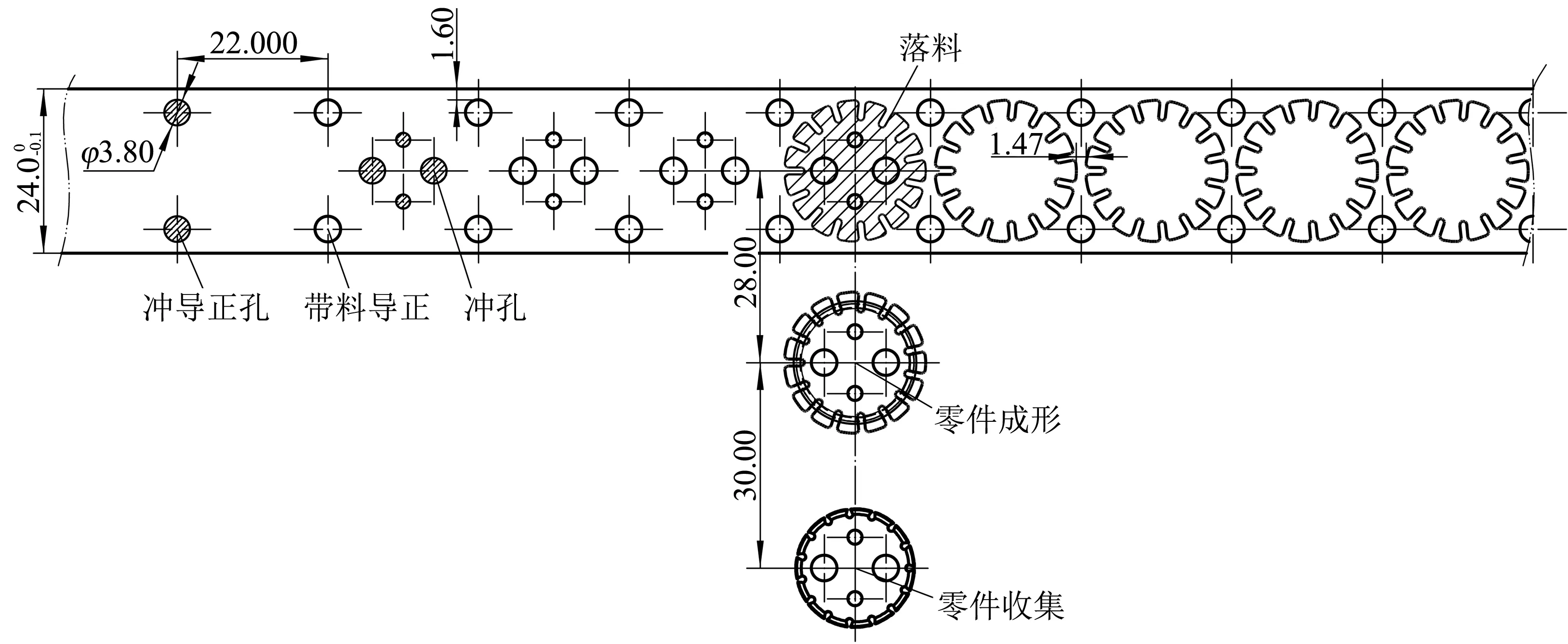
圖3 排樣設(shè)計
3 模具結(jié)構(gòu)設(shè)計
3.1 主體結(jié)構(gòu)
模具采用9板模結(jié)構(gòu),如圖4所示,通過導(dǎo)向裝置實(shí)現(xiàn)上下模運(yùn)動時的精確定位,形成了裝置的主體部分[3,4],帶料通過側(cè)導(dǎo)板30的導(dǎo)向即可在沖壓設(shè)備的帶動下進(jìn)行精確的沖孔落料。
3.2 模具內(nèi)側(cè)向傳輸結(jié)構(gòu)
由圖3可知,齒形彈簧在模具內(nèi)實(shí)現(xiàn)同步成形的關(guān)鍵在于要設(shè)計一個能接住落料工位的落料平片,并平穩(wěn)傳遞到零件成形工位,同時將已成形的零件由成形工位傳遞至零件收集工位,且在沖壓設(shè)備運(yùn)行一周期內(nèi)又能實(shí)現(xiàn)復(fù)位的機(jī)構(gòu),為此設(shè)計了模具內(nèi)側(cè)向傳輸結(jié)構(gòu)。其中下模側(cè)向傳輸機(jī)構(gòu)如圖5所示,上模主要是側(cè)向傳輸?shù)尿?qū)動零件,由圖4中的滑塊斜楔13、10及左、右斜楔29、27組成。下模的主要搬運(yùn)傳送結(jié)構(gòu)件形狀如圖6所示,其中左、右承料塊23、24安裝在搬送滑塊15的承料塊導(dǎo)向槽內(nèi),可跟隨搬送滑塊作縱向運(yùn)動,當(dāng)搬送滑塊到達(dá)搬送位置后,左、右承料塊又能在左、右滑塊21、26的帶動下沿搬送滑塊的導(dǎo)向槽作橫向張合運(yùn)動。
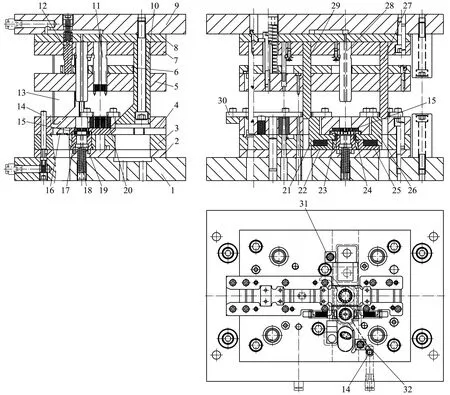
圖4 模具結(jié)構(gòu)

圖5 下模側(cè)向傳輸機(jī)構(gòu)

圖6 主要搬運(yùn)傳送結(jié)構(gòu)件
為了確保模具內(nèi)側(cè)向傳輸結(jié)構(gòu)的運(yùn)行,還需對落料工位及成形工位的高度位置進(jìn)行相應(yīng)的設(shè)計。裝置的落料結(jié)構(gòu)如圖7所示,當(dāng)沖床滑塊到達(dá)下止點(diǎn)時,落料凸模11完成對帶料的沖裁,此時上模的上吹氣閥打開,壓縮空氣將落料平片35吹離落料凹模鑲件,并通過搬送滑塊15的落料導(dǎo)入孔到達(dá)閉合的左、右承料塊上表面,完成側(cè)向傳輸前的接料動作。成形結(jié)構(gòu)如圖8所示,成形凹模17及成形壓料柱19的位置需低于搬送滑塊15的下平面,且齒形彈簧成形后,開模時,成形壓料柱19將零件推出成形凹模17后,零件的齒形需超出搬送滑塊15的下平面。

圖7 落料結(jié)構(gòu)

圖8 成形結(jié)構(gòu)
3.3 模具內(nèi)側(cè)向傳輸動作分析
模具內(nèi)側(cè)向傳輸運(yùn)行時序特征如圖9所示,以下為動作分析。
當(dāng)沖床滑塊處于上止點(diǎn)時,上模左、右斜楔已脫離下模左、右滑塊的斜面,下模左右滑塊在彈簧的作用下,帶動搬送滑塊15內(nèi)的左右承料塊張開,使其承料輪廓線超出落料平片35的最大直徑,落料平片在壓縮空氣的作用下脫離側(cè)向傳輸機(jī)構(gòu),進(jìn)入成形凹模17的定位圈內(nèi),為成形做好準(zhǔn)備,其狀態(tài)如圖9(a)所示。模具合模,上模的左、右斜楔推動下模左、右滑塊,當(dāng)斜楔的直壁與左、右滑塊的直壁接觸時,左、右承料塊23、24完成閉合,其形成的輪廓線小于落料平片直徑,并完全縮入搬送滑塊15的承料塊導(dǎo)向槽內(nèi),繼續(xù)合模時,左、右滑塊的位置保持不變,其狀態(tài)如圖9(b)所示。模具繼續(xù)合模,滑塊斜楔13推動搬送滑塊15及其左、右承料塊向落料工位復(fù)位,左、右滑塊的拉鉤從承料塊的滑塊勾槽退出至送料滑塊的避讓槽內(nèi),當(dāng)滑塊斜楔的直壁與搬送滑塊相應(yīng)的復(fù)位直壁接觸,搬送滑塊碰到后滑塊限位塊,完成搬送滑塊的復(fù)位,其狀態(tài)如圖9(c)所示;當(dāng)沖床滑塊到達(dá)下止點(diǎn)并返回,側(cè)向搬送機(jī)構(gòu)在壓縮空氣的輔助下,完成落料工位的接料動作,且成形工位將已完成成形的齒形彈簧推送至搬送滑塊的成形零件推出面所涵蓋的范圍,為下一步的搬運(yùn)傳送做準(zhǔn)備,其狀態(tài)如圖9(d)所示。模具繼續(xù)開模,滑塊斜楔10的上斜面推動搬送滑塊15的送料斜面,使搬送滑塊帶動左、右承料塊及其所形成的搬送空間內(nèi)的落料平片向成形工位縱向移動,與此同時,搬送滑塊的零件推出面將成形壓料柱19頂出的齒形彈簧從成形工位向零件收集工位推去,直至滑塊斜楔10的外側(cè)直壁與搬送滑塊相應(yīng)的直壁接觸,且搬送滑塊碰到前滑塊限位塊32,模具內(nèi)側(cè)向傳輸機(jī)構(gòu)完成落料平片的縱向搬送動作,在壓縮空氣的輔助下,完成齒形彈簧在收集工位的收集動作,如圖9(e)所示,至此完成落料后的工序件在模具內(nèi)的搬運(yùn)傳送過程。
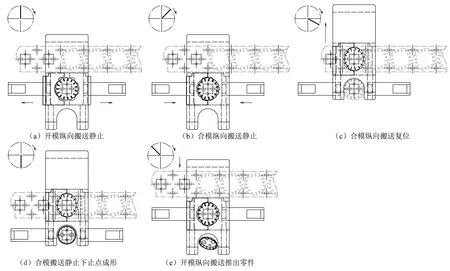
圖9 側(cè)向傳輸時序示意圖
4 實(shí)際驗(yàn)證
4.1 沖壓設(shè)備選擇
由于成形零件較薄,沖裁和成形力可以忽略不計,設(shè)備的選擇是以沖壓裝置的尺寸、開模的最小行程和合模的總高為主要參數(shù),沖壓設(shè)備的最小行程>55 mm,合模總高>198 mm。通過對比,APA-60H沖床配備通用的送料裝置后即可滿足使用要求。
4.2 驗(yàn)證結(jié)果
使用該模具在APA-60H沖床上沖制的齒形彈簧周邊無接刀痕、齒形工作面邊緣無毛刺,成形尺寸符合圖紙?jiān)O(shè)計要求,齒形彈力均勻且能滿足使用要求,最終成形零件如圖10所示。

圖10 齒形彈簧
5 結(jié)束語
齒形彈簧的成形工序合理,成形裝置結(jié)構(gòu)緊湊,調(diào)試與維護(hù)方便,可在沖速為120次/min時穩(wěn)定生產(chǎn),該模具生產(chǎn)驗(yàn)證后,可推廣到同類不同型號的齒形彈簧上成形,為類似零件的模具設(shè)計提供參考。
