鐵型覆砂鑄造技術(shù)應(yīng)用進(jìn)展
2021-12-02 13:36:44趙忠魁李希石李慶松衣冠玉閆吉勇李希建
中國鑄造裝備與技術(shù) 2021年6期
趙忠魁,李希石,李慶松,衣冠玉,閆吉勇,李希建
(1.山東建筑大學(xué) 材料科學(xué)與工程學(xué)院,山東濟(jì)南 250101;2.山東省鑄造清潔生產(chǎn)工程技術(shù)研究中心,山東濟(jì)南 250101;3.山東旭光得瑞高新材料股份有限公司,山東德州 251513)
鐵型覆砂鑄造是在金屬型(即鐵型)內(nèi)腔覆上一薄層型砂而形成鑄型,通過合理控制鐵型的型重、壁厚與覆砂層厚度,使鑄件的充型、凝固和冷卻過程在比較理想的條件下進(jìn)行。由于鑄型的強(qiáng)度和剛度大,鑄鐵凝固過程中的石墨化膨脹可以抵消鐵凝固時(shí)產(chǎn)生的收縮,消除縮孔或縮松。鐵型內(nèi)鐵液冷卻速度是砂型鑄造的三倍左右[1],鑄件石墨細(xì)小,組織致密,基體中珠光體的含量增加且片間距細(xì)小,鑄件的強(qiáng)、度硬度及耐磨性都較高。與濕型砂工藝相比,采用鐵型覆砂工藝生產(chǎn)鑄件的表面質(zhì)量和內(nèi)在品質(zhì)都要高出一個(gè)等級(jí)[2]。
1 鐵型和覆膜砂
1.1 鐵型的選擇
鐵型一般采用HT200 灰鑄鐵鑄造,人工時(shí)效后,銑平模坯正反面并在平面上加工出射砂孔。射砂孔一般選取在模樣最高處,射砂孔數(shù)量要保證能使覆膜砂充滿型腔。
鐵型厚度對(duì)鑄件的冷卻有一定的影響,但是影響并不是非常大[3]。鐵型的重量一般是生產(chǎn)鑄件的7~10 倍,即能保證鐵型的使用壽命,又達(dá)到需要的工藝效果[4]。如果結(jié)構(gòu)復(fù)雜鑄件,鐵型結(jié)構(gòu)也復(fù)雜,可以適當(dāng)降低鐵型與鑄件重量比例。例如曳引機(jī)機(jī)座由于結(jié)構(gòu)較為復(fù)雜,鐵型質(zhì)量約為鑄件的5 倍,才保證了澆注后鐵型溫度達(dá)到200℃以上,滿足再次覆砂要求[5-8]。
1.2 覆膜砂的選取
覆砂造型采用熱固化酚醛樹脂覆膜砂射砂成型的方式進(jìn)行,隨形覆膜砂厚為5~8 mm 左右[2],鐵砂比約為1:0.18[9]。覆模砂為50~75 目的焙燒硅砂與5%的酚醛樹脂等攪拌而成。以人工陶瓷砂替代硅砂,可大大提高鑄件的抗拉強(qiáng)度、耐磨性和熱穩(wěn)定性[10]。為防止氣孔砂眼等鑄造缺陷,鐵型覆砂工藝用覆膜砂采用低發(fā)氣量、高強(qiáng)度的覆膜砂,一般要求覆膜砂常溫抗彎強(qiáng)度≥7 MPa,灼減量<3%,發(fā)氣量≤12 mL/g。由于用砂量較少,覆膜砂一般從專業(yè)生產(chǎn)企業(yè)購買,不設(shè)置砂處理系統(tǒng)。
1.3 鐵型與覆膜砂層厚度的關(guān)系
鐵型覆砂鑄造兼具金屬型鑄造和砂型鑄造的特點(diǎn)。鐵型厚度大則鑄件冷卻速度快,覆砂層厚度大則鑄件冷卻速度慢。覆砂層厚度和鐵型壁厚的合理選擇是有效控制鑄件凝固過程和冷卻速度的關(guān)鍵[5,11]。在同一鐵型內(nèi)覆以不同厚度覆砂層時(shí),鑄件的冷卻曲線有一定的差異。如果覆砂層厚度過薄就接近于金屬型鑄造[6],當(dāng)覆砂層厚度小于4 mm 時(shí),鑄件的冷卻強(qiáng)度與金屬型厚涂料相近。當(dāng)砂層超過8mm,對(duì)鑄件冷卻的影響已經(jīng)不大[3]。當(dāng)覆砂層厚度到30mm 時(shí),鐵型就失去了對(duì)鑄件的快速冷卻作用,相當(dāng)于殼型鑄造;覆砂層大于32mm 時(shí),冷卻強(qiáng)度相當(dāng)于普通樹脂砂鑄造[12]。所以在實(shí)際生產(chǎn)中根據(jù)不同的鑄件覆砂層厚度一般選4~8mm[2]。鑄件各部位的覆砂層厚度是不一樣的,鑄件壁厚的地方鐵型的厚度也厚,覆砂層的厚度就薄;鑄件壁薄的地方鐵型的厚度也薄,覆砂層的厚度就厚,不僅保證了覆砂層的強(qiáng)度高且發(fā)氣量低,而且使鑄件不同壁厚處同時(shí)凝固[6]。澆注系統(tǒng)處的覆砂層要比鑄件的覆砂層厚一些,一般為10~15mm[5,11,13-15]。
一般應(yīng)根據(jù)生產(chǎn)線的生產(chǎn)節(jié)拍、鑄件的組織要求、鐵型余熱利用的要求、工裝模具的使用壽命、鑄件重量和壁厚等因素來選擇合適的鐵型壁厚,再調(diào)節(jié)覆砂層厚度以控制鑄件各部分的冷卻速度,使鑄件在所期望的冷卻條件下凝固而具有致密的組織[13]。
2 澆注系統(tǒng)和冒口
鐵型覆砂鑄造的澆注系統(tǒng)一般選擇半封閉式澆注系統(tǒng),以利于夾雜物的上浮,同時(shí)要對(duì)鐵液進(jìn)行過濾[2],可以在澆口杯內(nèi)放置陶瓷過濾網(wǎng)[16],也可以在型內(nèi)放置纖維過濾網(wǎng)[17]。
對(duì)于球鐵件來說,鐵型覆砂鑄造工藝能夠有效地發(fā)揮共晶石墨化膨脹的自補(bǔ)縮特性。碳含量和硅含量越高,孕育效果越好,石墨化膨脹量越大,自補(bǔ)縮作用就越好[18]。當(dāng)鑄件模數(shù)>2.5cm 時(shí),可實(shí)現(xiàn)無冒口鑄造,這樣可有效提高工藝出品率[6]。但澆注溫度太高,石墨化膨脹不能抵消大的液態(tài)收縮量,也需要設(shè)置冒口進(jìn)行補(bǔ)縮[19]。小型鑄件由于共晶膨脹不大,也需要設(shè)置冒口,如尺寸為231mm×83mm 的QT450-10 行星架,重約8.5kg,就需要設(shè)置冒口[20]。冒口多設(shè)置在橫澆道端部或內(nèi)澆道處[11,20]。
灰鑄鐵件由于其共晶膨脹較小,一般要加冒口。朱國等[14]設(shè)計(jì)的HT250 泵閥鑄造工藝,采用了開放式澆注系統(tǒng)并在橫澆道處設(shè)置冒口。朱丹等[15]設(shè)計(jì)的HT250 汽車離合器壓盤壓蓋鑄件鑄造工藝,采用半封閉式澆注系統(tǒng),也在每一內(nèi)澆道處獨(dú)立設(shè)置補(bǔ)縮冒口。尺寸較大的灰鑄鐵件也可不用冒口,如李文彬等為尺寸為937mm×143mm×141mm 的HT250 水冷排氣管設(shè)計(jì)的鑄造工藝,采用帶有過濾網(wǎng)的半開放式澆注系統(tǒng),沒有使用冒口[8]。
3 采用合金成分及爐前處理
鐵型覆砂工藝生產(chǎn)鑄件時(shí),由于冷卻速度快易產(chǎn)生白口,配料時(shí)碳硅當(dāng)量比濕型砂造型工藝高。生產(chǎn)球鐵件時(shí),原鐵液化學(xué)成分一般是C:3.8%~3.9%、Si:1.0%~1.5%、Mn:0.3%~0.5%、S≤0.03%、P≤0.05%,球化處理后的化學(xué)成分一般是C:3.7%~3.8%、Si:2.1%~2.3%、Mn:0.3%~0.5%、S≤0.02%、P≤0.05%、Cu:0.4%~0.6%、RE:0.02%~0.04%、Mg:0.04%~0.06%。為了減少硫和鎂作用形成的二次渣,殘留稀土鎂不宜過高[2]。生產(chǎn)灰鐵件時(shí),化學(xué)成分一般為C:3.1%~3.3%、Si:1.8%~2.2%、Mn:0.6%~0.8%、Cu:0.3%~0.5%、P:0.07%、S:0.06%~0.08%[8,21]。表1 是部分文獻(xiàn)給出的鐵型覆砂生產(chǎn)鑄件的化學(xué)成分。

表1 用于鐵型覆砂球墨鑄鐵件的化學(xué)成分
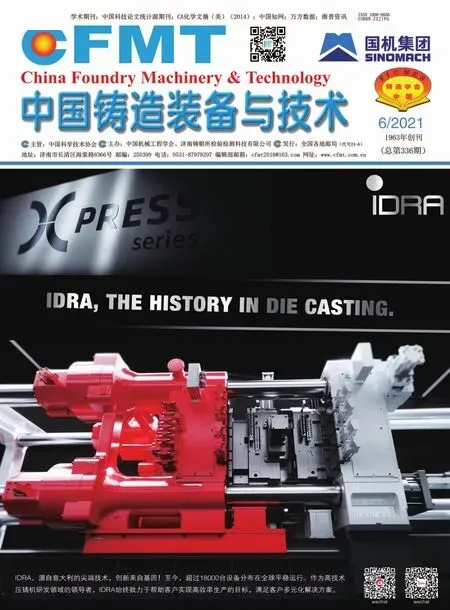
球鐵鐵水采用中頻感應(yīng)電爐熔煉,出爐溫度在1500℃左右,澆注溫度控制在1320~1450℃,澆注時(shí)要注意擋渣。球化劑多選用較低牌號(hào),如FeSiMg6RE2。大多球鐵生產(chǎn)廠家球化處理采用沖入法,少量廠家采用蓋包球化方法和喂絲球化方法,可消除90%以上煙塵,節(jié)約13%球化劑。一般進(jìn)行兩次孕育處理,第一次在球化處理時(shí)在包內(nèi)放入0.2%~0.3%的硅鐵,第二次在澆注時(shí)加入0.1%孕育劑進(jìn)行隨流。孕育劑采用含鈣、鋇的復(fù)合高效孕育劑孕育效果更好,孕育劑的粒度一般為60 目。部分廠家球墨鑄鐵澆注溫度和爐前處理工藝見表2。
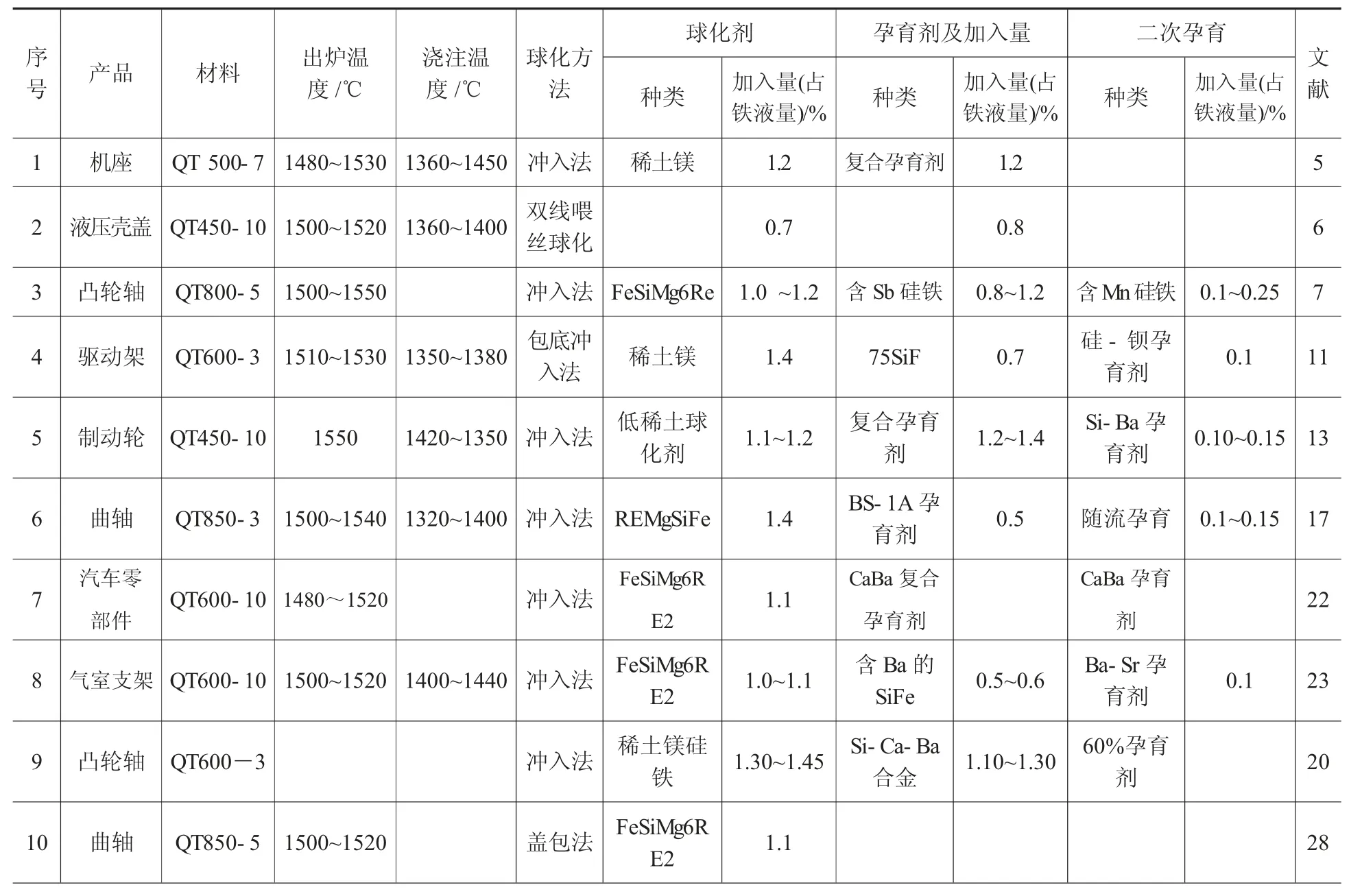
表2 爐前處理工藝
蠕墨鑄鐵排氣管澆注溫度控制在1430~1450℃[27]。灰鐵澆注溫度一般為1400~1450℃[8,15]。
4 鑄件組織與質(zhì)量
鐵型覆砂工藝的鐵型剛性好、覆砂層強(qiáng)度高且無水分,可大大減少氣孔、縮松、夾砂等缺陷的產(chǎn)生,降低鑄件廢品率[2,15]。生產(chǎn)的球鐵件中球化級(jí)別1~2 級(jí),球徑大小7~8 級(jí),珠光體片層間距細(xì)小[6],如圖1 和表3 所示。鑄件表面粗糙度達(dá)到了12.5~25.0μm,尺寸精度達(dá)到了CT7-8 級(jí)[7,13]。
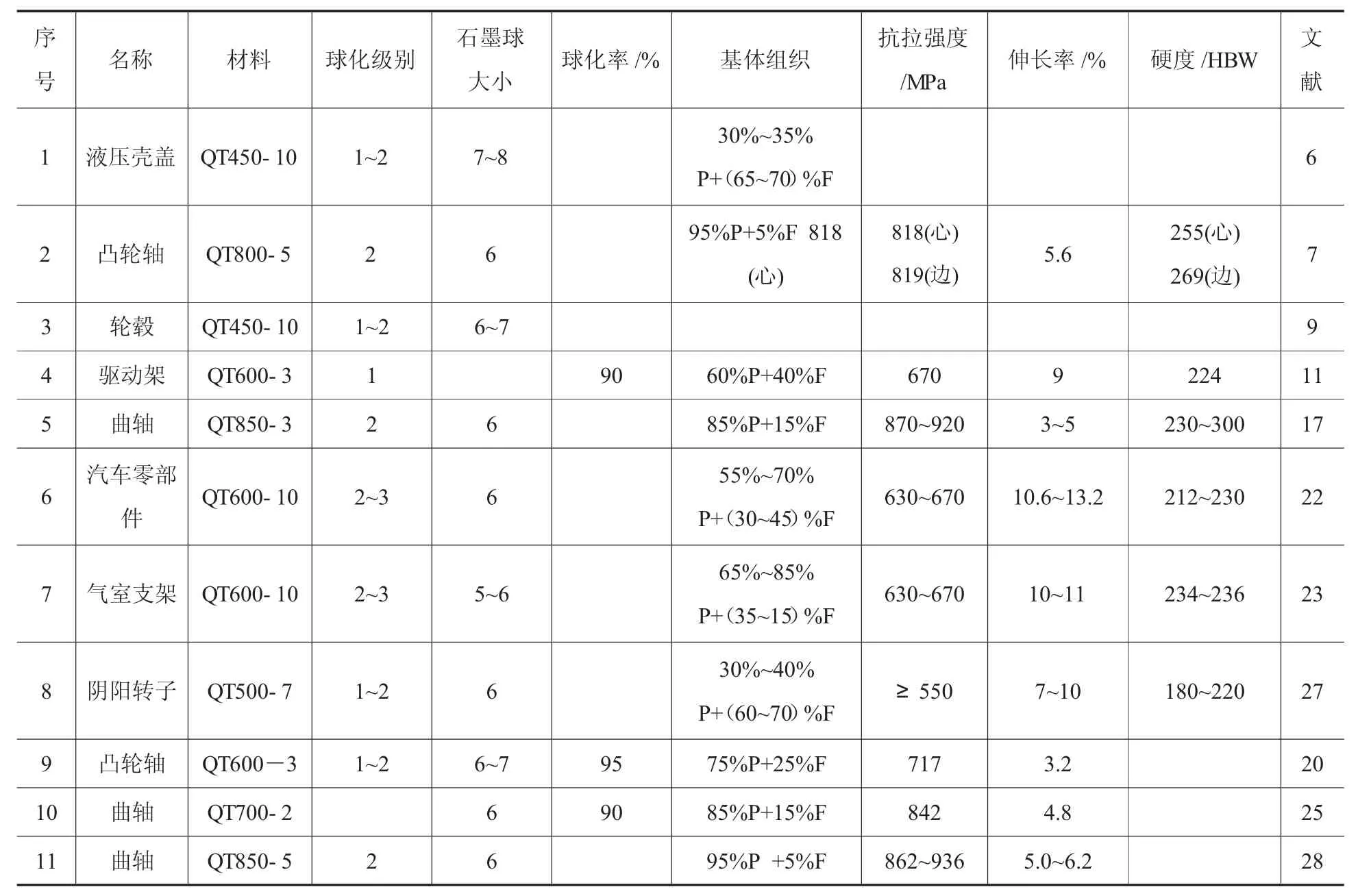
表3 鐵型覆砂工藝生產(chǎn)的球鐵件組織及力學(xué)性能
圖1 球狀石墨和基體組織形態(tài)[11,25]
5 結(jié)語
(1)鐵型壁厚根據(jù)鑄件重量和壁厚等因素選擇,再調(diào)節(jié)覆砂層厚度以控制鑄件各部分的冷卻速度。鐵型一般采用HT200 灰鑄鐵鑄造,鐵型的重量一般是生產(chǎn)鑄件的7~10 倍。采用熱固化酚醛樹脂覆膜砂射砂成型,隨形覆膜砂厚為5~8mm 左右,鐵砂比約為1:0.18。
(2)鐵型覆砂鑄造的澆注系統(tǒng)一般選擇半封閉式澆注系統(tǒng),并采用濾網(wǎng)對(duì)鐵液進(jìn)行過濾。球墨鑄鐵一般不采用冒口,但小型球墨鑄鐵件和灰鑄鐵件多采用冒口。
(3)鐵型覆砂工藝生產(chǎn)鑄件時(shí),碳硅當(dāng)量比濕型砂造型工藝高。鐵水出爐溫度也較高。多選用較低牌號(hào)球化劑進(jìn)行球化,采用復(fù)合孕育劑進(jìn)行孕育。
(4)鐵型覆砂生產(chǎn)的球鐵件球化級(jí)別1~2 級(jí),球徑大小7~8 級(jí),鑄件表面粗糙度達(dá)到了12.5~25.0μm,尺寸精度達(dá)到了CT7-8 級(jí)。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機(jī)械制造文摘(焊接分冊(cè))(2014年5期)2014-03-20 13:57:44
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03