信息化建設(shè)對焊管質(zhì)量管控的作用
2021-11-30 07:04:36魏耀華閔祥玲賀松松崔明亮于英杰張占國
鋼管 2021年3期
魏耀華,閔祥玲,賀松松,李 立,崔明亮,于英杰,張占國
(1.中國石油渤海石油裝備制造有限公司研究院,河北 青縣062658;2.渤海裝備南京巨龍鋼管有限公司,江蘇 南京210061;3.渤海裝備華油鋼管公司,河北 青縣062658)
隨著能源開發(fā)和經(jīng)濟(jì)建設(shè)的快速發(fā)展,應(yīng)用在長距離油氣輸送、城市管網(wǎng)的鋼管數(shù)量不斷增加,而且對高標(biāo)準(zhǔn)、高質(zhì)量焊管的需求不斷加大,隨即帶動焊管制造企業(yè)數(shù)量以及生產(chǎn)能力不斷增加,這就需要更加完善和嚴(yán)格的質(zhì)量控制體系來保證焊管質(zhì)量安全。生產(chǎn)線信息化系統(tǒng)通過工藝質(zhì)量控制、數(shù)據(jù)采集、物流跟蹤、智能識別等技術(shù),收集各功能模塊的質(zhì)量信息,按照日期、人、機(jī)、料、工序等條件或復(fù)合條件自動生成報(bào)表,方便存儲、查詢。同時(shí),以餅圖、柱狀圖、趨勢圖等統(tǒng)計(jì)分析工具,直觀地反映質(zhì)量控制狀況,一方面有利于發(fā)現(xiàn)存在的關(guān)鍵質(zhì)量問題,實(shí)施質(zhì)量改進(jìn),另一方面又能對質(zhì)量改進(jìn)前后的效果進(jìn)行驗(yàn)證,有效促進(jìn)質(zhì)量管理水平的快速提升[1-12]。
1 焊管生產(chǎn)線信息化建設(shè)情況
近年來結(jié)合焊管生產(chǎn)線的實(shí)際情況,焊管企業(yè)成功開發(fā)并實(shí)施了制造企業(yè)生產(chǎn)過程執(zhí)行系統(tǒng)(Manufacturing Execution System,簡稱MES)、物聯(lián)網(wǎng)等信息系統(tǒng)。實(shí)現(xiàn)了制造過程的可追溯,對產(chǎn)品的生產(chǎn)過程進(jìn)行記錄,管理采集原材料情況和生產(chǎn)過程情況(工藝、設(shè)備、質(zhì)量等),從而及時(shí)發(fā)現(xiàn)生產(chǎn)過程中的質(zhì)量問題,也為后續(xù)質(zhì)量問題的分析提供證據(jù)支持;實(shí)現(xiàn)了實(shí)時(shí)展現(xiàn)生產(chǎn)過程中的設(shè)備加工情況、計(jì)劃執(zhí)行情況、生產(chǎn)調(diào)度情況、報(bào)警等信息內(nèi)容;實(shí)現(xiàn)了生產(chǎn)過程中產(chǎn)生的實(shí)時(shí)數(shù)據(jù)的統(tǒng)計(jì)分析,歷史數(shù)據(jù)追溯查詢,從而為生產(chǎn)管理者提供生產(chǎn)監(jiān)控、質(zhì)量跟蹤、焊管大數(shù)據(jù)綜合利用的信息化平臺。
2 信息化建設(shè)在焊管質(zhì)量管控中的作用
2.1 工藝流程管控
MES系統(tǒng)以鋼管工程和鋼管管號為主體,貫通全部質(zhì)量管控環(huán)節(jié)。鋼管生產(chǎn)檢驗(yàn)流程自定義:鋼管生產(chǎn)檢驗(yàn)流程根據(jù)不同鋼管工程和鋼管標(biāo)準(zhǔn)自定義主流程和子流程,能夠滿足任意新檢驗(yàn)流程的快速部署。
焊管生產(chǎn)過程中,由于不同工程的承擔(dān)機(jī)組和不同技術(shù)要求等原因,該工程的焊管生產(chǎn)時(shí)需要哪些工序,以及工序的先后順序,均需根據(jù)實(shí)際情況靈活配置。為滿足這種靈活配置的需求,系統(tǒng)設(shè)計(jì)了工序的流程化管理功能。某焊管生產(chǎn)線生產(chǎn)檢驗(yàn)流程如圖1所示。
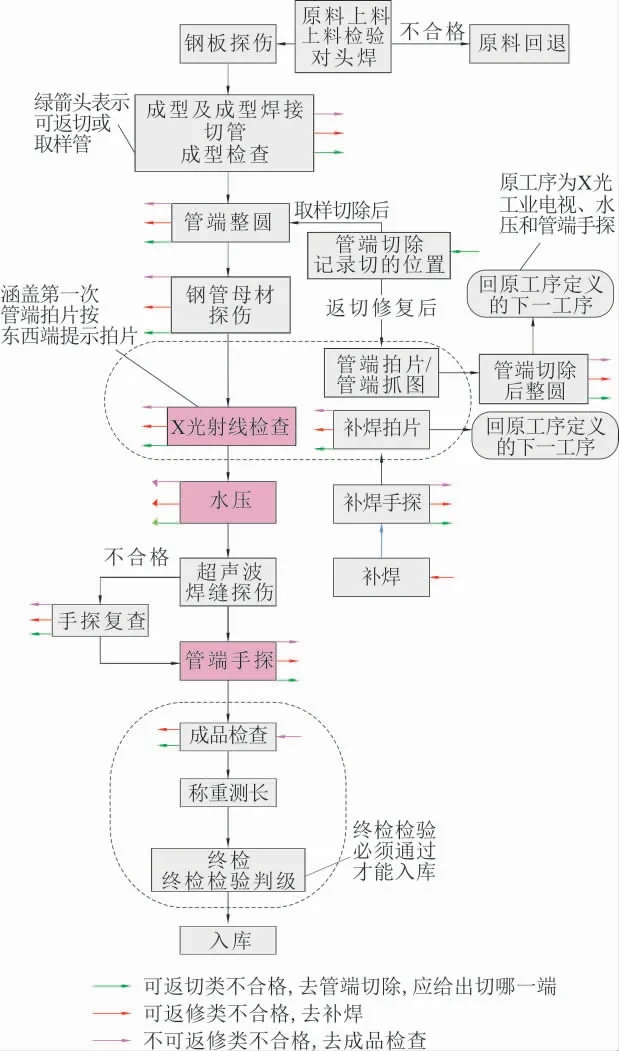
圖1 焊管生產(chǎn)線生產(chǎn)檢驗(yàn)流程示意
流程分為主流程和子流程。主流程表示工程在對應(yīng)機(jī)組生產(chǎn)時(shí),在沒有任何缺陷問題時(shí)的生產(chǎn)工序流程,從上料直到最后的終檢。當(dāng)鋼管在任何工序發(fā)現(xiàn)缺陷后,用戶需要另外處理的流程工序,就是子流程,包括返切、返修、降廢、手探復(fù)查等子流程。子流程可以任意添加,比如抽檢、返切(長度不夠)等新子流程。子流程也可以嵌套。鋼管生產(chǎn)前,在對應(yīng)的鋼管工程定義中,用戶可以手動設(shè)置每個機(jī)組對應(yīng)的主流程,并定義任何一個機(jī)組工序?qū)?yīng)的子流程控制。所有的流程內(nèi)工序及其順序都可根據(jù)實(shí)際需求進(jìn)行自定義。
流程跟蹤:切管→X光射線檢查→管端拍片→管端整圓→水壓→超聲波探傷→管端手探→管體非分層→坡口面探傷→成品→稱重測長→終檢。
2.2 工藝指標(biāo)管控
系統(tǒng)管理員、維護(hù)人員以及工藝工程師能夠在系統(tǒng)中定義生產(chǎn)工藝、檢驗(yàn)項(xiàng)目以及設(shè)置工藝參數(shù)范圍,同時(shí)用戶可以增加或修改產(chǎn)品規(guī)格參數(shù)。工序工藝指標(biāo)定義界面如圖2所示,在對應(yīng)的數(shù)據(jù)采集界面就能夠按照定義的指標(biāo)數(shù)據(jù)展示并控制數(shù)據(jù)的輸入,如果采集數(shù)據(jù)超出工藝指標(biāo),系統(tǒng)會給出報(bào)警提示并根據(jù)結(jié)果控制焊管的流程流轉(zhuǎn)。工序工藝指標(biāo)采集超限報(bào)警界面如圖3所示。

圖2 工序工藝指標(biāo)定義界面示意
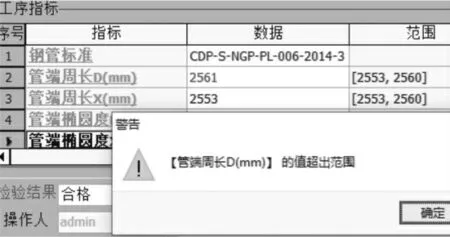
圖3 工序工藝指標(biāo)采集超限報(bào)警界面示意
鋼管試驗(yàn)和試驗(yàn)指標(biāo)自定義功能能夠滿足各類質(zhì)量標(biāo)準(zhǔn)要求的理化試驗(yàn)需求,定義界面如圖4所示。
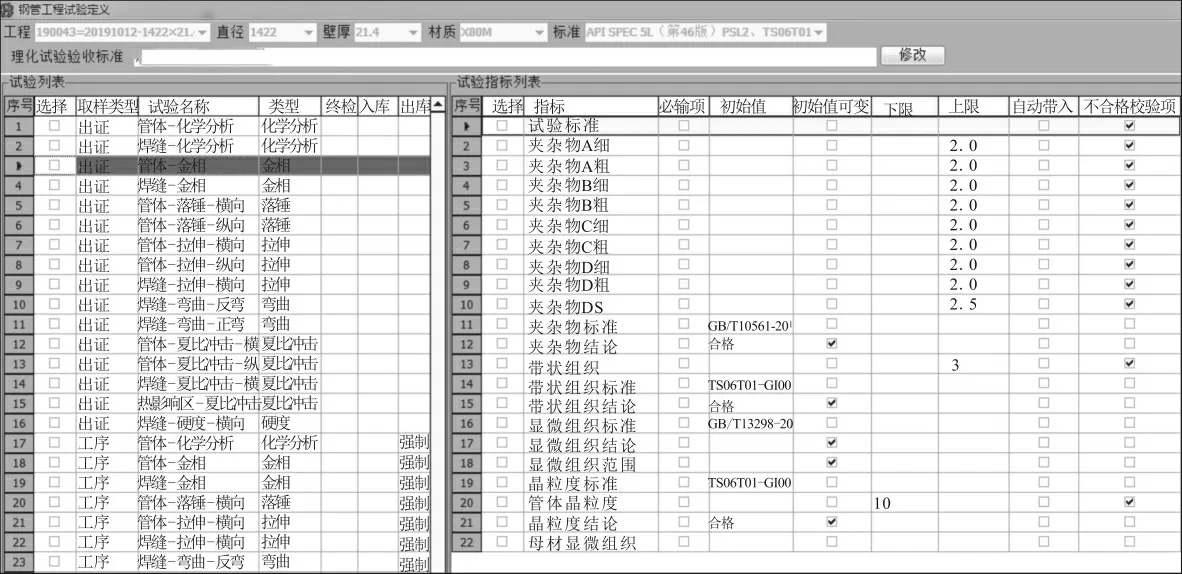
圖4 理化試驗(yàn)定義界面示意
2.3 生產(chǎn)質(zhì)量數(shù)據(jù)信息采集與跟蹤追溯
焊管企業(yè)在MES(制造企業(yè)生產(chǎn)過程執(zhí)行系統(tǒng))和物聯(lián)網(wǎng)實(shí)施的過程中,逐步部署了OPC(OLE for Process Control,用于過程控制的OLE,是一個工業(yè)標(biāo)準(zhǔn))Server、SCADA(Supervisory Control And Data Acquisition,數(shù)據(jù)采集與監(jiān)視控制)系統(tǒng)、數(shù)據(jù)存儲系統(tǒng)等,進(jìn)行了大量的信息系統(tǒng)與生產(chǎn)線設(shè)備的數(shù)據(jù)接口開發(fā)工作,通過OPC Server采集生產(chǎn)線PLC(Programmable Logic Controller,可編程邏輯控制器)等設(shè)備的數(shù)據(jù),再將數(shù)據(jù)傳遞給SCADA系統(tǒng),SCADA系統(tǒng)通過在線管號識別將數(shù)據(jù)與管號對應(yīng)綁定后傳入數(shù)據(jù)存儲系統(tǒng)。生產(chǎn)質(zhì)量數(shù)據(jù)采集流向如圖5所示。數(shù)據(jù)自動采集的實(shí)現(xiàn),在減輕工人勞動強(qiáng)度的同時(shí),避免了質(zhì)量數(shù)據(jù)的人為干預(yù),為質(zhì)量管理、統(tǒng)計(jì)分析及質(zhì)量追溯提供了最原始、最真實(shí)的數(shù)據(jù)信息。
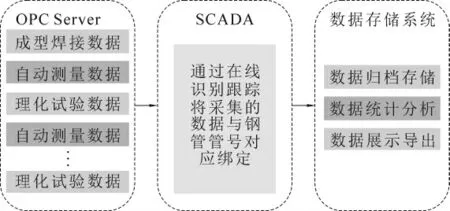
圖5 生產(chǎn)質(zhì)量數(shù)據(jù)采集流向
信息化建設(shè)實(shí)現(xiàn)了鋼管工藝、質(zhì)量數(shù)據(jù)的監(jiān)測與追溯查詢,結(jié)合鋼管二維碼信息,通過每個鋼管的唯一標(biāo)志在信息系統(tǒng)中可以查詢追溯到該鋼管的生產(chǎn)工藝、質(zhì)量數(shù)據(jù)。生產(chǎn)物流監(jiān)測如圖6所示,焊管質(zhì)量數(shù)據(jù)跟蹤追溯界面如圖7所示。
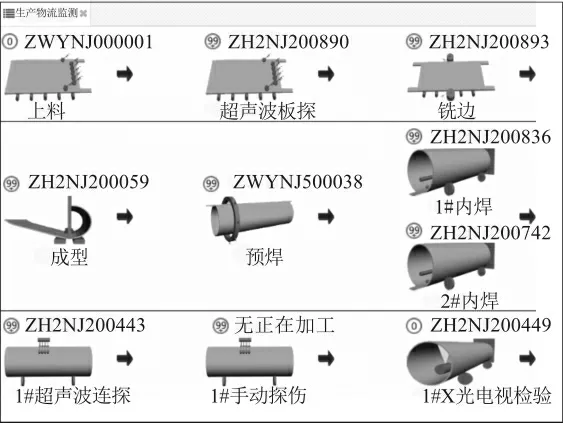
圖6 生產(chǎn)物流監(jiān)測界面示意
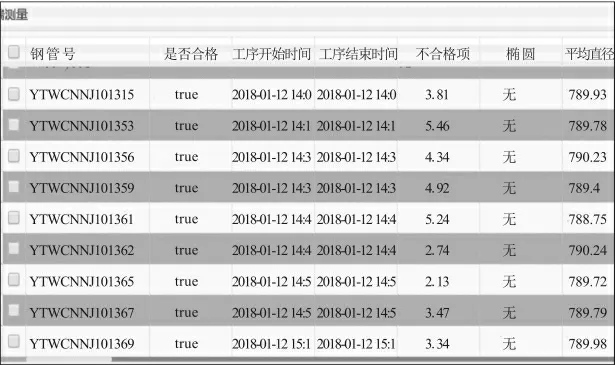
圖7 焊管質(zhì)量數(shù)據(jù)跟蹤追溯界面示意
2.4 產(chǎn)品數(shù)據(jù)自動測量
鋼管自動綜合測量:采用機(jī)器人測量的形式,在機(jī)器人手臂上安裝檢測傳感器。機(jī)器人帶動測量傳感器沿鋼管管壁旋轉(zhuǎn)一周,獲得鋼管管端形貌數(shù)據(jù),通過專業(yè)算法得出鋼管周長、不圓度等尺寸數(shù)據(jù)。鋼管外焊縫形貌檢測裝置安裝在超聲波探傷機(jī)架上,采用2D激光傳感器掃描鋼管外焊縫形貌,實(shí)現(xiàn)鋼管外焊縫寬度、高度、錯邊及“噘嘴”等質(zhì)量數(shù)據(jù)的自動檢測。
操作人員在終檢崗位的MES客戶端按順序逐根錄入管號時(shí),鋼管自動綜合測量裝置可實(shí)現(xiàn)從MES系統(tǒng)自動獲得鋼管信息(管號、班次等),并將其與測量數(shù)據(jù)進(jìn)行匹配,然后存儲及上傳。鋼管自動綜合測量裝置及系統(tǒng)界面如圖8所示。
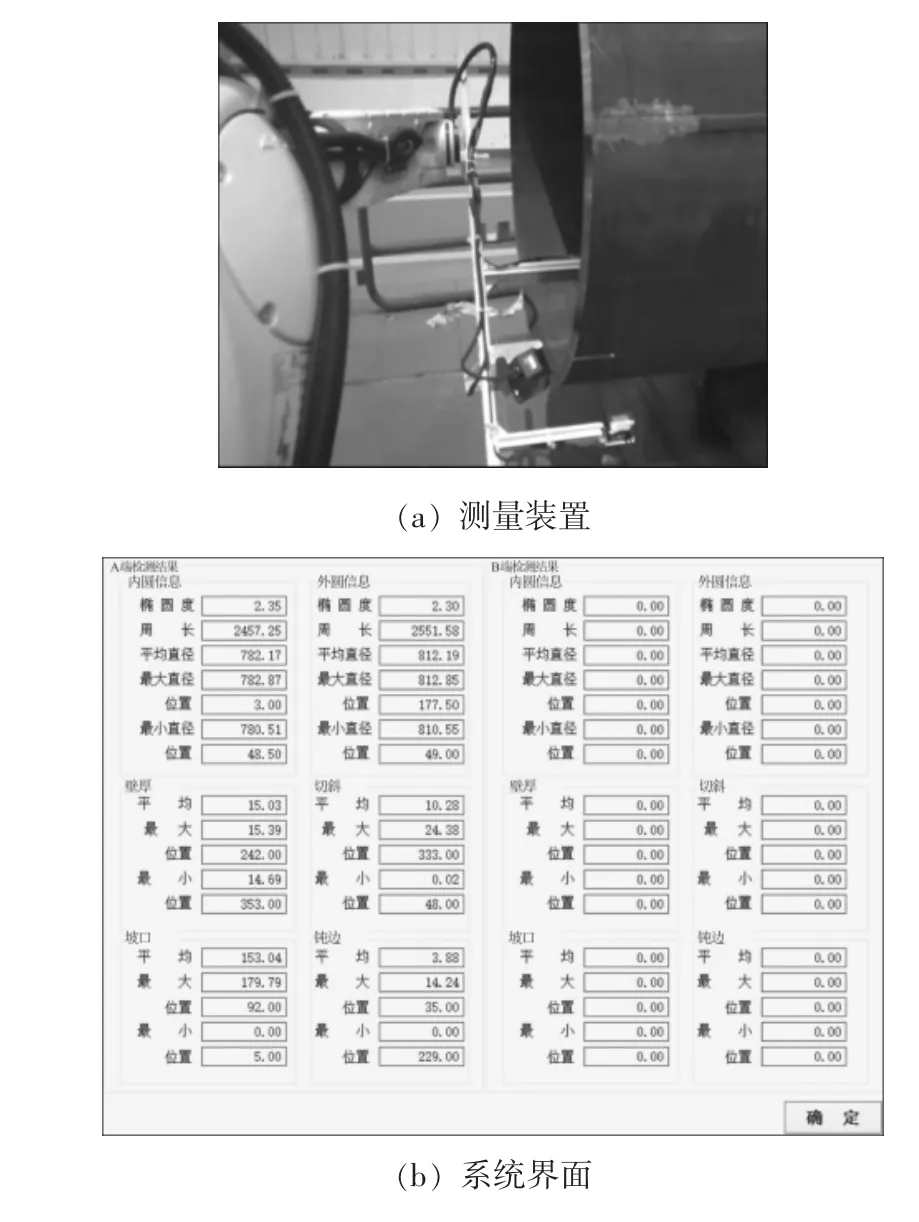
圖8 鋼管自動綜合測量裝置及系統(tǒng)界面示意
擴(kuò)徑后自動測量:擴(kuò)徑后鋼管周長、不圓度自動測量裝置是采用12個激光位移傳感器對鋼管周長及不圓度進(jìn)行自動檢測。系統(tǒng)可在鋼管通過環(huán)形檢測裝置過程中對同一截面的數(shù)據(jù)進(jìn)行連續(xù)采集與監(jiān)控。采集完成后,通過對12個位移傳感器的數(shù)值進(jìn)行曲線擬合,完成測量位置的不圓度、不直度和周長計(jì)算。
2.5 產(chǎn)品信息自動噴標(biāo)
在焊管防腐出庫前各建設(shè)一套鋼管內(nèi)、外自動噴標(biāo)系統(tǒng)。噴涂條形碼字體清晰、明顯、牢靠、穩(wěn)定性高,并實(shí)現(xiàn)全自動控制,完成了與MES系統(tǒng)數(shù)據(jù)集成,在解決了垛區(qū)中部分鋼管外壁二維碼遮擋,不便于人工識別問題的同時(shí),有效避免了人為因素導(dǎo)致的噴標(biāo)質(zhì)量問題。
2.6 質(zhì)量信息的加工處理、輸出和利用
質(zhì)量信息查詢、統(tǒng)計(jì)及分析:對生產(chǎn)過程中所采集的質(zhì)量數(shù)據(jù)、缺陷和問題按照指定條件進(jìn)行查詢、統(tǒng)計(jì)、排序。質(zhì)量信息查詢條件可以為年、月、周、班次、產(chǎn)品等;缺陷和問題查詢條件可以為崗位、工序、管號、缺陷原因以及類型等。
質(zhì)量缺陷主次因素分析:把某個時(shí)段內(nèi)質(zhì)量缺陷發(fā)生的頻次、所占百分比按車間、班次、產(chǎn)品等條件排列分析,便于找出主要的質(zhì)量問題。
質(zhì)量綜合管理:通過在線質(zhì)檢數(shù)據(jù)和離線質(zhì)檢數(shù)據(jù)的歸檔生成母材不合格及復(fù)取、焊接不合格、退庫以及降級(說明降級原因)等清單,系統(tǒng)支持鋼管復(fù)檢計(jì)數(shù)等。成品檢驗(yàn)正態(tài)分析及成品檢驗(yàn)控制分析如圖9所示。
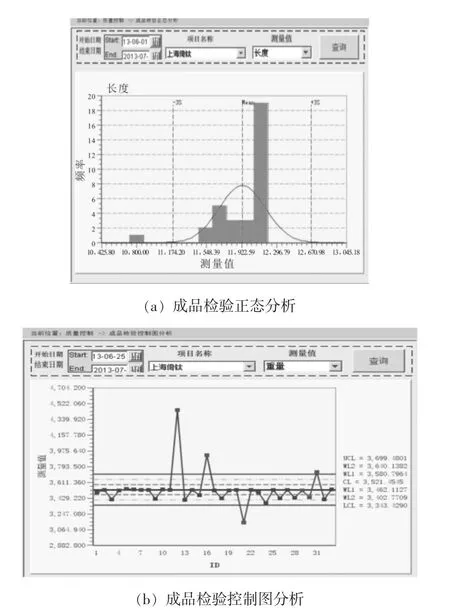
圖9 成品檢驗(yàn)正態(tài)分析及控制分析示意
質(zhì)量信息的輸出是根據(jù)客觀條件和實(shí)際工作需要采用不同的輸出方式和表現(xiàn)方式向用戶提供及時(shí)、準(zhǔn)確、方便、實(shí)用的信息,提高質(zhì)量管理工作的效率,充分發(fā)揮質(zhì)量管理信息系統(tǒng)的作用。
為了便于掌握質(zhì)量管理信息,質(zhì)量管理模塊根據(jù)存儲的大量數(shù)據(jù)、預(yù)先設(shè)置的計(jì)算公式以及統(tǒng)計(jì)報(bào)表模板,自動生成多層次和多角度統(tǒng)計(jì)報(bào)表,將點(diǎn)狀的質(zhì)量數(shù)據(jù)連成了網(wǎng)狀信息,并在廠內(nèi)實(shí)現(xiàn)共享功能,不同部門及不同崗位人員依據(jù)各自的權(quán)限設(shè)置,都能在線進(jìn)行查詢、瀏覽與自身相關(guān)的質(zhì)量信息,提高了質(zhì)量信息溝通的及時(shí)性和準(zhǔn)確性。
目前焊管生產(chǎn)線主要輸出工序生產(chǎn)記錄、日月報(bào)、質(zhì)證書、碼單等報(bào)表記錄以及各種個性化的數(shù)據(jù)查詢。
理化數(shù)據(jù)分析:通過分析模板配置,可以實(shí)現(xiàn)理化試驗(yàn)指標(biāo)分析、審查檢驗(yàn)指標(biāo)分析等。可自動生成分析圖表:柱狀圖、趨勢圖、直方圖等。
3 結(jié) 語
目前,焊管生產(chǎn)線通過信息化系統(tǒng)的建設(shè)初步完成了從計(jì)劃任務(wù)到最終產(chǎn)品的生產(chǎn)活動的全生命周期的管理與監(jiān)控。通過MES、物聯(lián)網(wǎng)、自動測量系統(tǒng)及其他配套信息系統(tǒng)的有效集成,將精確的數(shù)據(jù)及時(shí)傳遞并分散到各個相關(guān)流程部門處理,引導(dǎo)、響應(yīng)和報(bào)告車間的生產(chǎn)動態(tài),實(shí)現(xiàn)了質(zhì)量規(guī)范信息的傳遞、質(zhì)量檢驗(yàn)、質(zhì)量控制、質(zhì)量追溯等,完善了質(zhì)量管理手段,提升了焊管生產(chǎn)全生命周期質(zhì)量管控的能力。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
中國化肥信息(2020年7期)2020-03-19 01:54:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
濰坊學(xué)院學(xué)報(bào)(2016年2期)2016-12-01 13:00:11
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
