淺談液壓支架提高性能的大修改造
2021-11-29 02:16:00丁超群王亮
工程技術與管理 2021年19期
丁超群 王亮
陜西陜煤黃陵礦業有限公司機電公司機電總廠,中國·陜西 延安 727307
1 引言
液壓支架是某煤礦綜采工作面主要的支撐掩護設備。本套支架因曾服務過多工作面,鋼件損壞較為嚴重,在井下服務了一個工作面后提前進入大修周期。由于本套支架部分鋼件損壞較嚴重,如果按一般性的大修對待,下個一個工作面取不到良好的效果,因此在不改變設備原有整體性能的前提下,對支架易變性損壞件進行加固改造維修,提高支架整體性能。
2 抬底座改造
2.1 抬底座改造原因
在支架正常工作時,抬底座起到承受抬底千斤頂反作用力,使支架抬起,完成支架前行的動作,但支架支撐受力過大后,造成抬底座承受的力超過其承受極限,使抬底座銷軸孔變形或撕裂,使抬底座不再能承受高載荷或失去作用。
2.2 抬底座承載力析
抬底座原有壁厚為15.5mm,采用的材料為16Mn,液壓支架系統由乳化泵提給高壓液,泵站的額定壓力為31.5MPa,最大壓力為39.8MPa,所承受的核實如下:
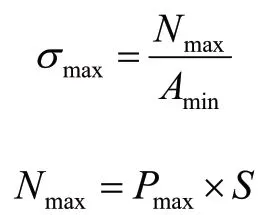
Nmax為最大作用力,單位N;Pmax為最大壓力,單位MPa;S 為缸筒內壁截面積,單位mm2;A 為受力點截面積,單位mm2;σmax為最大工作應力,單位MPa;σs為材料的許用應力,343MPa。
經計算,抬底座單邊受到應力為:σmax=240MPa <σs。
應力值在受力范圍內,但抬底座銷軸孔處仍超過屈服點,存在塑性變形等情況。分析認為,在推溜槽或移架時,支架晃動或抬底千斤頂受徑向力憋卡卡拌等情況造成此現象[1]。
2.3 改造方案及核算
將抬底座的筒座在原有尺寸上直徑厚度上增加10mm,銷軸孔軸向受力方增加10mm 厚度,增加其安全系數n;若n ≥2,那么抬底座的筒座的單邊銷軸孔承受的應力值可承受抬底千斤頂的最大工作應力,核算如下:
Nmax=Pmax×S
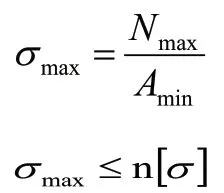
經計算:σmax=146.08MPa,,σmax≤[σ]。
其中,n 為安全系數;[σ]為許用應力,單位MPa;
通過核算,n >2,改造完全滿足屈服應力要求。同時在改造過程中,添加加筋板焊接,處理后,提高抬底座載荷承受能力。抬底座改造前后對比圖如圖1所示。

圖1 抬底座改造前后對比圖
3 前推移桿改造
3.1 前推移桿改造原因
在支架正常工作時,前推移桿承受抬底千斤頂作用力,使推移桿與地面的靜摩擦力增大,支架前端抬起,減少接觸支架接觸面積,降低支架摩擦力,完成支架前行的動作。但推移桿承受的力超過其承受極限,造成推移桿向下塑性變形10mm 以上,使支架底座與地面整體接觸過大,很容易造成前行動作“失靈”。
3.2 前推移桿承載力析
推移上表面壁厚為16mm,前推移桿承受抬底千斤頂最大載荷為298kN,接觸面為弧面,采用集中載荷計算,所承受的核實如下:
σ=c×P/h2
P 為集中載荷,單位MN;h 為厚度,單位m;c 為根據16Mn 材料可查表得,c=0.7542;σ為工作應力,單位MPa;σs為材料的許用應力,343MPa。
經計算,推移與抬底千斤頂接觸點的受到應力為:σ=877.9MPa >σs。
已遠遠超出應力值在受力范圍內,需屈服變形后降低集中載荷力來解決這一問題,但現塑性變形在10mm 以上,影響其使用性能,因此需對其改造[2]。
3.3 改造方案及核算
將前推移桿上板(與抬底千斤頂接觸板)在原有尺寸的基礎上增加10mm,以降低其載荷能力,核算如下:
σ=c×P/h2
經計算:σ=332.5MPa <σs。
通過核算,改造完全滿足板材抗壓強度要求。同時在改造過程中,添加筋板焊接數量(如下圖),進一步提高了對推移桿載荷承受能力,提高推移桿強度。前推移桿改造前后對比圖如圖2所示。
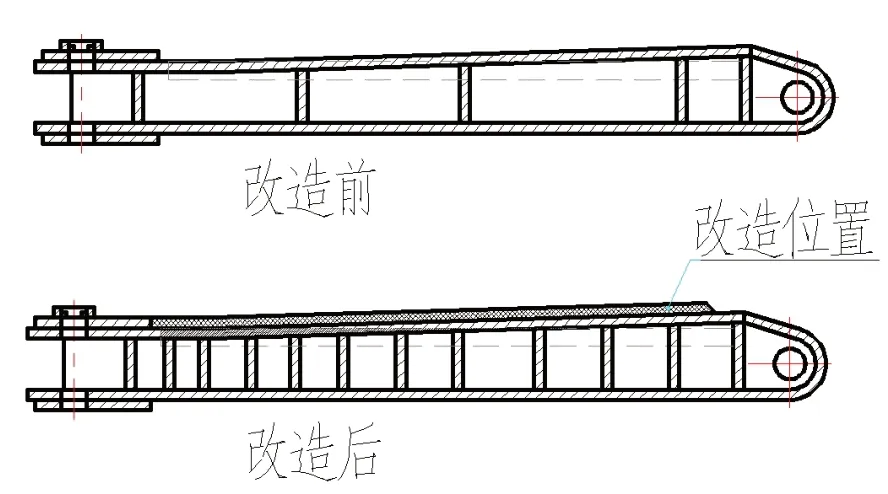
圖2 前推移桿改造前后對比圖
4 增設頂梁弧形護板
4.1 改造原因
頂梁主要承接頂板巖石的載荷,掩護梁主要增強支架的抗扭性能,而頂梁與掩護梁為鉸接鏈接的方式,之間間隙約有10~20mm。在降架、移架、升架過程中,粉塵透過縫隙落到下方工作空間內的操縱閥組上,侵蝕閥組或影響支架操作;若粉塵將間隙堵死,影響支架正常作業。
4.2 改造方案
因此在頂梁處焊接弧形護板(略低于頂梁板),遮擋頂梁與掩護梁縫隙,同時弧度可使粉塵在升架期間自動滑移脫落,且不影響降架空間(降價時,弧形護板不得觸碰掩護梁面)。
5 推移十字頭連接孔修復
5.1 前推移桿改造原因
十字頭連接孔原尺寸φ52mm,基本上磨損為橢圓長條孔,磨損至57~62mm,方銷座開焊脫落,失去功能,若是繼續使用會造成該孔撕裂,推移桿失去功能。
5.2 改造方案
采用坡口,高強度補焊的方式修復
①火焰切割橢圓坡口,坡口為30°,切割后切割面修磨氧化層至光滑;上下孔按上述單邊切割坡口。
②自制堵板(材質銅),將堵板至于待補孔下方,并采用高強度焊絲SX.MG50-6 補焊,焊接孔不大于φ50mm。
③焊接前用槍烤200~250 ℃,補焊采用80% AR+20%C02氣體保護,電流300~330A,電壓28~33V,焊道長度30mm,間隔150mm,焊后烤槍烘烤焊縫,焊接溫度達300℃必須停止補焊。
④為防止工件溫度下降,打底、填充、蓋面施焊要求連續焊接。
⑤每遍焊接完成后,必須用鋼刷清理氧化層后方可進行下一遍施焊。
⑥焊接完成后,快速用干燥沙整體覆蓋掩埋,埋深200mm,時間4~6h。
⑦6h 后取出,清理飛濺、氧化層及灰塵,自然冷卻,注意不得澆水。
⑧為防止冷裂,48h 后做焊縫檢測。使用探傷儀對焊縫進行檢測,焊縫發現有裂紋、氣泡等超標準的缺陷,用碳弧氣刨進行刨除,刨除后重新加熱焊接。
⑨焊縫檢測合格,采用鏜銑床鏜銑至φ52mm。
5.3 修復方案及核算
經檢測,母材硬度為343HL,補焊硬度為421HL 滿足使用要求[3]。
6 結語
在本次設備大修中,通過以上幾點改造,解決了液壓支架因服務過多個工作面后暴露的性能問題,提高了設備運行的可靠性,降低了故障率,節約了后續大修的材料消耗,避免了人工浪費,使設備進入良性循環。
猜你喜歡
河北金融年鑒(2021年0期)2021-08-25 08:57:36
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
紫禁城(2019年12期)2020-01-14 02:53:18
農家書屋(2019年4期)2019-05-15 08:25:28
經濟技術協作信息(2018年18期)2019-01-23 07:17:08
制造業自動化(2017年2期)2017-03-20 14:26:13
當代貴州(2015年5期)2015-12-07 09:09:57
中國石油石化(2015年12期)2015-04-20 09:04:36
設備管理與維修(2015年12期)2015-04-09 06:57:24