中厚板立向角焊縫機器人深熔焊接工藝*
2021-11-29 11:14:26張義順張華軍
沈陽工業大學學報 2021年6期
關鍵詞:焊縫
張義順, 叢 林, 張華軍
(1. 沈陽工業大學 材料科學與工程學院, 沈陽 110870; 2. 上海振華重工(集團)股份有限公司 長興分公司, 上海 200125)
岸邊集裝箱起重機主要由大型箱梁結構組成,箱梁結構中隔板與腹板的連接在整體箱梁中起到重要支撐作用,前大梁與后大梁連接重磅板位置的隔板根據設計要求需要進行全熔透立角焊,全熔透立角焊是指立向角焊接時兩種母材達到100%完全熔合.傳統工藝方法為人工施焊,T型接頭形式需要通過開單側坡口、反面碳弧氣刨、清根的方法進行焊接,從而達到全熔透的目的[1-2],但是這種方法增加了焊接工序和成本,自動化程度較低,影響了整體焊接效率.
目前,隨著制造業科技水平的逐步發展和人工費用的不斷提高,機器人焊接技術應用取代人工焊接已經成為一個不可逆轉的趨勢[3].在中厚板T型接頭立角焊實現全熔透焊接工藝仍是阻礙機器人焊接應用的一大障礙[4],劉漢鵬等[5]利用窄間隙工藝實現了全熔透焊接,但在實際生產中裝配間隙難以得到精確控制.賀繼有等[6]采用開雙側對稱坡口、根部無鈍邊的接頭形式,達到全熔透的目的,但對于中厚板來說無疑增加了工時量和成本,因此,探索箱梁結構中厚板T型接頭全熔透焊接工藝并應用于岸橋機器人自動化焊接過程是一項意義重大且緊迫的工作.
針對岸橋中厚板T型接頭立角焊的焊接工藝(中厚板指厚度介于6~25 mm的鋼板),本文以機器人擺動方式為核心,采用機器人單面、單弧立角焊進行試驗,研究機器人不同擺動方式對中厚板T型接頭立角焊熔深的影響,解決了現有大、重、特結構件立向角焊縫根部熔深淺從而需要增添硬件設備和預制坡口的問題,降低了經濟成本,提高了焊接效率.
1 試驗方法
1.1 試驗條件
試驗用鋼板規格為300 mm×150 mm×8 mm與300 mm×100 mm×8 mm兩種,采用點焊定位方式,裝配間隙為0 mm且不開坡口.試驗用鋼板型號為ASTM A709-50T-2,焊材為天津三英焊業股份有限公司生產的φ1.2SQJ501L藥芯焊絲,焊接設備型號為SENSARC AB500,母材及焊材的化學成分如表1所示.
1.2 擺動方式
本文主要探究擺動方式對中厚板立角焊熔深的影響.機器人立角焊擺動方式主要有鋸齒形擺動方式、三角形擺動方式、蝶形擺動方式(8字形)、梯形擺動方式(見圖1).蝶形擺動方式焊接后可增加焊縫的焊腳尺寸,但對焊縫熔深并未產生較大影響,而梯形擺動方式對接頭裝配間隙存在要求,需開單側坡口,適用于較厚板的焊接,不適用于本文材料,因此,本文重點研究鋸齒形與三角形擺動方式對立角焊熔深的影響.
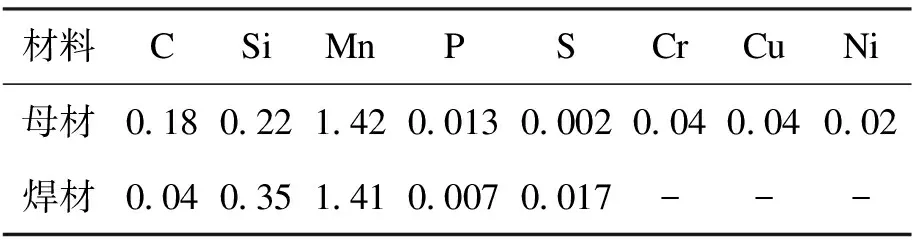
表1 母材和焊材的化學成分(w)Tab.1 Chemical composition of base metal and welding wire (w) %
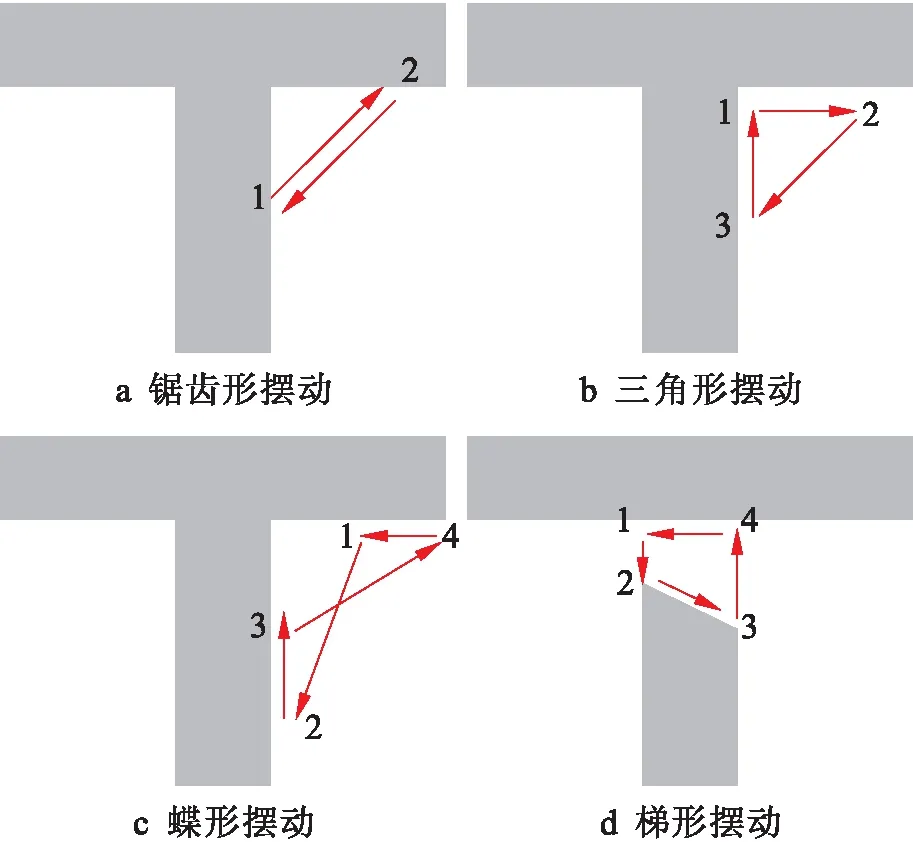
圖1 擺動方式模型Fig.1 Modeling for swing modes
1.3 試驗參數
針對不同擺動方式和工藝參數進行了多組焊接試驗,具體試驗參數如表2所示.
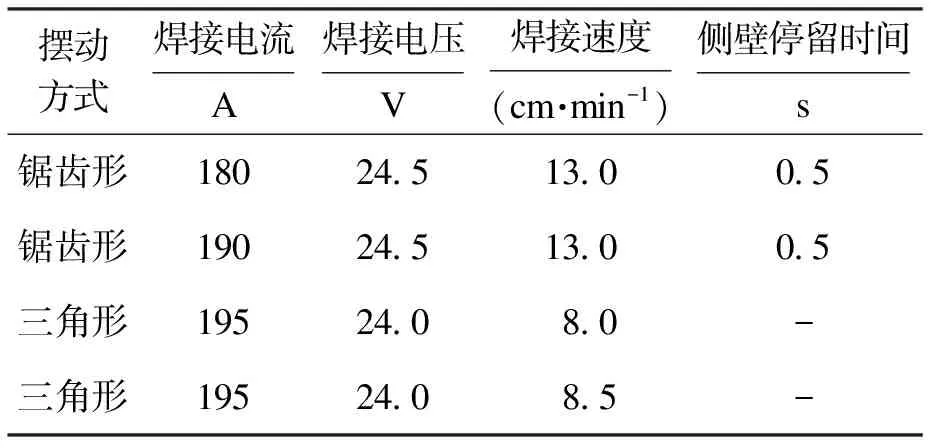
表2 焊接參數Tab.2 Welding parameters
建立多關節焊接機器人用戶矢量數據庫,基于空間矢量坐標系設置多關節焊接機器人的三角矢量擺動參數,經若干次試驗確定適合的擺動參數,結果如表3所示.
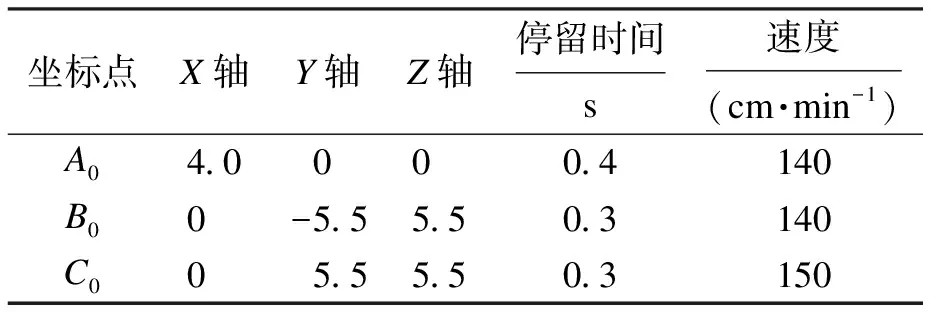
表3 矢量庫參數Tab.3 Parameters for vector library
2 試驗結果與分析
2.1 不同擺動方式下焊接熱輸入特點
圖2為立角焊鋸齒形擺動電弧的移動軌跡.為方便計算,當建立平面模型時,鋸齒形擺動方式電弧擺動周期選取4段位移,其中,bc、de段對應焊槍擺動時在側壁點停留的過程,側壁停留時間為0.5 s,而cd、ef段為焊槍實際行走的路徑軌跡,焊槍擺動頻率為120 N/min,擺幅為5 mm,焊接速度為13 cm/min.
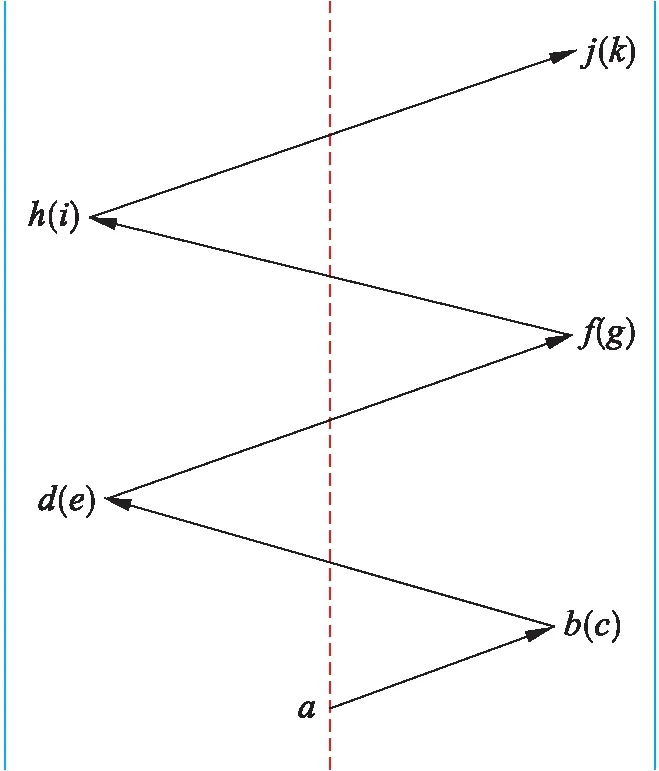
圖2 鋸齒形擺動焊接路徑Fig.2 Welding path under serrated swing mode
依據文獻[7]對鋸齒形擺動模式下焊接熱輸入進行公式推導.由于bc段是指電弧停留在側壁并未移動同時存在熱量輸入的過程,因此,在計算熱輸入時可將bc、cd疊加在一起進行計算.設焊槍由bc段行走到cd段以及由de段行走到ef段所用時間分別為T1和T2,則
T1=T2=t+1/N
(1)
式中:t為側壁停留時間;N為機器人擺動頻率.
設由bc到cd段以及de到ef段的行走軌跡平均速度分別為為V1、V2,焊接熱輸入分別為H1、H2,則
(2)
利用時間權重可計算出周期內焊接熱輸入,其表達式為
(3)
式中:l為機器人擺動幅度;v為在鋸齒形擺動條件下沿焊縫方向的焊接速度;U為焊接電壓;I為焊接電流;η為熱效率系數,根據美國鋼結構焊接規范AWS D1.1標準取值為0.06.
圖3為立角焊三角形擺動電弧的移動軌跡.電弧擺動過程可看作質點沿圖3箭頭方向進行運動[7].擺動周期由ab、bc、cd、de、ef和fg共六段位移構成.點a為機器人焊接初始點,焊接時按照三個空間點依次進行擺動.ab段在焊接路徑中屬于下行焊,焊絲端部由a向b以一定角度進行移動,在b點發生短暫停留后過渡到c點,并以一定角度進行移動.焊槍運行到d點并短暫停留后,再次以一定角度進行移動,運行到f點后繼續停留,最后過渡到g點,擺動周期結束.空間擺動模式是通過設置空間點進行往復擺動的一種焊接模式,可以通過編輯不同點的空間位置和停留時間來改變運行軌跡.
由上述分析可知,運動周期中bc、de、fg段對應焊槍擺動時的側壁停留過程.設空間點A0、B0和C0的坐標分別為(x1,y1,z1)、(x2,y2,z2)和(x3,y3,z3),停留時間分別為t1、t2和t3,擺動速度分別為v1、v2和v3.對三角形擺動模式下的焊接熱輸入公式[8]進行推導.設焊槍行走至ab、cd、ef段結束時,沿坐標系X軸的位移量分別為l1、l2和l3,則
(4)
式中,v0為在三角形擺動條件下沿焊縫方向的焊接速度.
設焊槍由ab行走到bc段、由cd行走到de段、由ef行走到fg段所用時間分別為T3、T4和T5,則
(5)
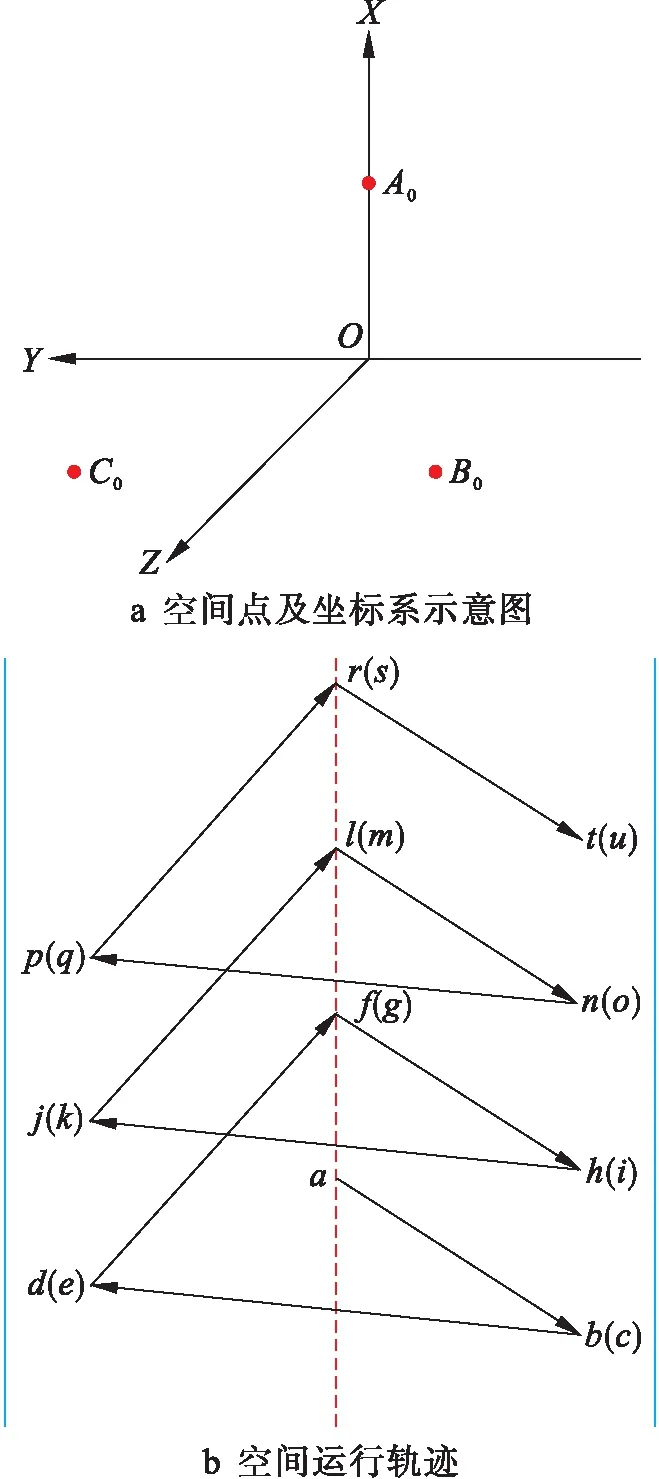
圖3 三角形擺動焊接路徑Fig.3 Welding path under triangle swing mode
設由ab到bc段、由cd到de段、由ef到fg段行走軌跡的平均速度分別為V3、V4和V5,焊接熱輸入分別為H3、H4和H5,則
(6)
利用時間權重可計算出運動周期內的焊接熱輸入,其表達式為
(7)
圖4為不同擺動方式下的周期焊接熱輸入.由圖4可見,鋸齒形擺動方式下的周期焊接熱輸入比三角形擺動方式高,但鋸齒形擺動方式焊縫熔深卻小于三角形擺動方式,表明不同擺動方式下焊接熱輸入的有效利用率不同,焊縫熔深也存在差異.
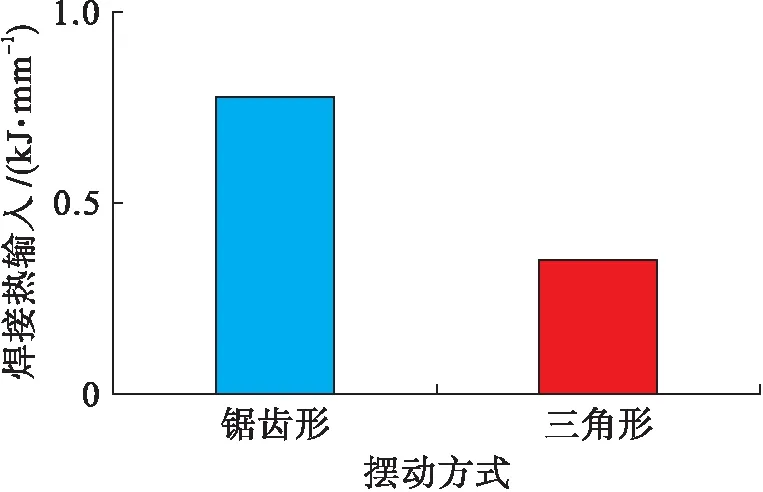
圖4 不同擺動方式下周期焊接熱輸入Fig.4 Cyclic welding heat input under different swing modes
2.2 不同擺動方式下電弧熱特點
電弧主要由弧柱區、陰極區和陽極區構成,其中弧柱區溫度最高,進行電弧焊時弧柱以對流、輻射和傳導的形式向工件傳遞熱量,電弧熱量總功率可以表示為
Q0=IU
(8)
加熱工件和焊絲的有效功率可以表示為
Q=ηQ0
(9)
在其他條件不變的情況下,各種弧焊方法的熱效率系數不同.當采用同種弧焊方法時,不同擺動方式下傳遞的有效熱量也不同.不同擺動模式下電弧熱特點如圖5所示.焊絲擺動發生在角焊縫根部,焊絲端部與母材構成電弧的陰極區與陽極區.鋸齒形擺動模式下弧柱區長度較長,弧柱熱量的輻射和對流損失增加,而三角形擺動模式下弧柱區較短,弧柱熱量損失相對較少,此模式下角焊縫根部熔深相對較大,焊縫熔深與熱量的有效輸入程度高度相關.
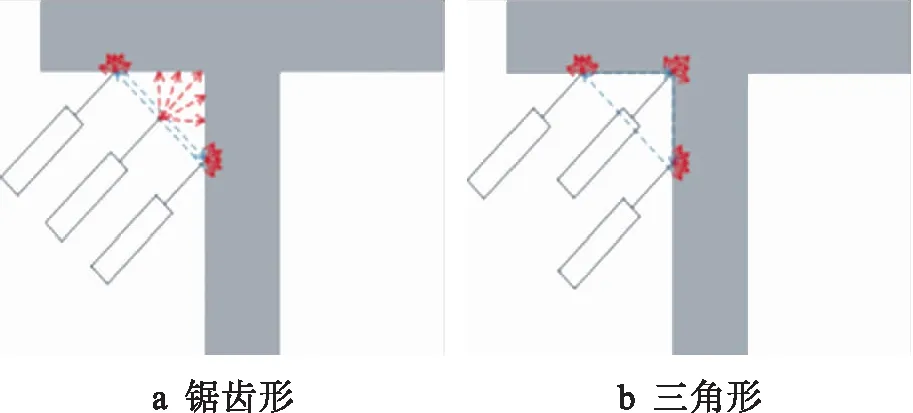
圖5 不同擺動方式下電弧熱特點Fig.5 Arc thermal characteristics under different swing modes
2.3 不同擺動方式下焊接溫度場模擬
利用有限元模擬軟件模擬T型接頭角焊縫在不同擺動方式下的溫度場熱循環曲線,結果如圖6所示.選取側壁一點時,鋸齒形擺動方式下側壁溫度最高可達到2 204 ℃,而三角形擺動方式下最高溫度可達2 027 ℃,此時不同擺動方式下側壁點溫度均超過了2 000 ℃.當選取角焊縫根部一點時,鋸齒形擺動方式下焊縫根部最高溫度可達1 537 ℃,而三角形擺動方式下最高溫度可達1 947 ℃.母材熔點溫度約為1 450 ℃,在有效熱輸入作用下母材形成熔池,在熱輸入多次循環作用下,焊縫熔深得到增強,三角形擺動方式下溫度場出現“多峰”現象,這是由多次焊接熱循環先逼近后遠離所致,可對焊縫熔深起到促進作用.不同擺動方式下熱循環程度不同,因而焊縫熔深存在較大差異.
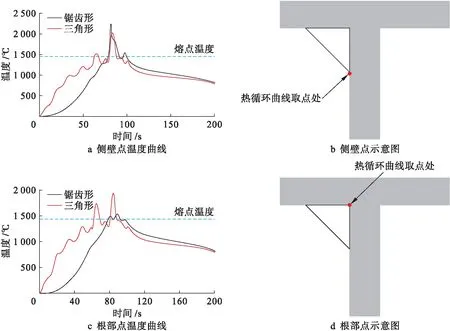
圖6 不同擺動方式下溫度場熱循環曲線與取點示意圖Fig.6 Thermal cycle curves and schematic diagrams of selected points of temperature field under different swing modes
2.4 有限元模擬驗證
針對有限元溫度場模擬分析結果進行試驗驗證.不同擺動模式下焊縫實物與模擬截面形狀如圖7所示.T型接頭角焊縫的橫斷面可以用焊縫的焊腳尺寸、熔深等參數進行表征,為準確表征不同擺動方式下所獲得接頭的幾何形貌和熔深特點,參照焊縫符號表示方法(GB/T324-1988與GB/T12212-1990標準),采用腹板(立板)側壁熔深A、焊縫根部熔深B和焊腳尺寸C三個指標變量描述鋸齒形和三角形擺動方式下的焊縫橫斷面變化特點,結果如圖8所示.圖8中紅色曲線為鋸齒形擺動,藍色曲線為三角形擺動.
對不同擺動模式下T型接頭角焊縫橫斷面進行實際測量,結果如表4所示.由表4可見,采用三角擺動方式所獲得的焊縫根部熔深可以達到鋸齒擺動的3~5倍,側壁熔深也得到明顯提高,焊腳尺寸約增加1/3,且焊縫表面成形微凹,利于多層多道焊接.
3 結 論
經過以上分析可以得出如下結論:
1) 鋸齒形擺動方式下的焊接熱輸入要高于三角形擺動方式,鋸齒形擺動方式下焊縫根部與側壁熔深相對較低,不同擺動方式下的焊接熱輸入有效利用率不同.
2) 鋸齒形擺動方式下焊槍在角焊縫根部擺動時,電弧弧柱區較長,熱量散失較嚴重,有效熱輸入量相對較小,焊縫熔深相對三角形擺動方式要小.
3) 三角形擺動方式下的焊接工藝能夠顯著提高立向角焊縫熔深,所獲得的焊縫根部熔深可以達到傳統鋸齒形擺動方式的3~5倍,側壁熔深也可得到顯著提高,焊腳尺寸亦約增加1/3.三角形擺動方式下的焊接工藝在實際生產中可簡化工序,降低經濟成本,提高焊接效率,實現自動化焊接.
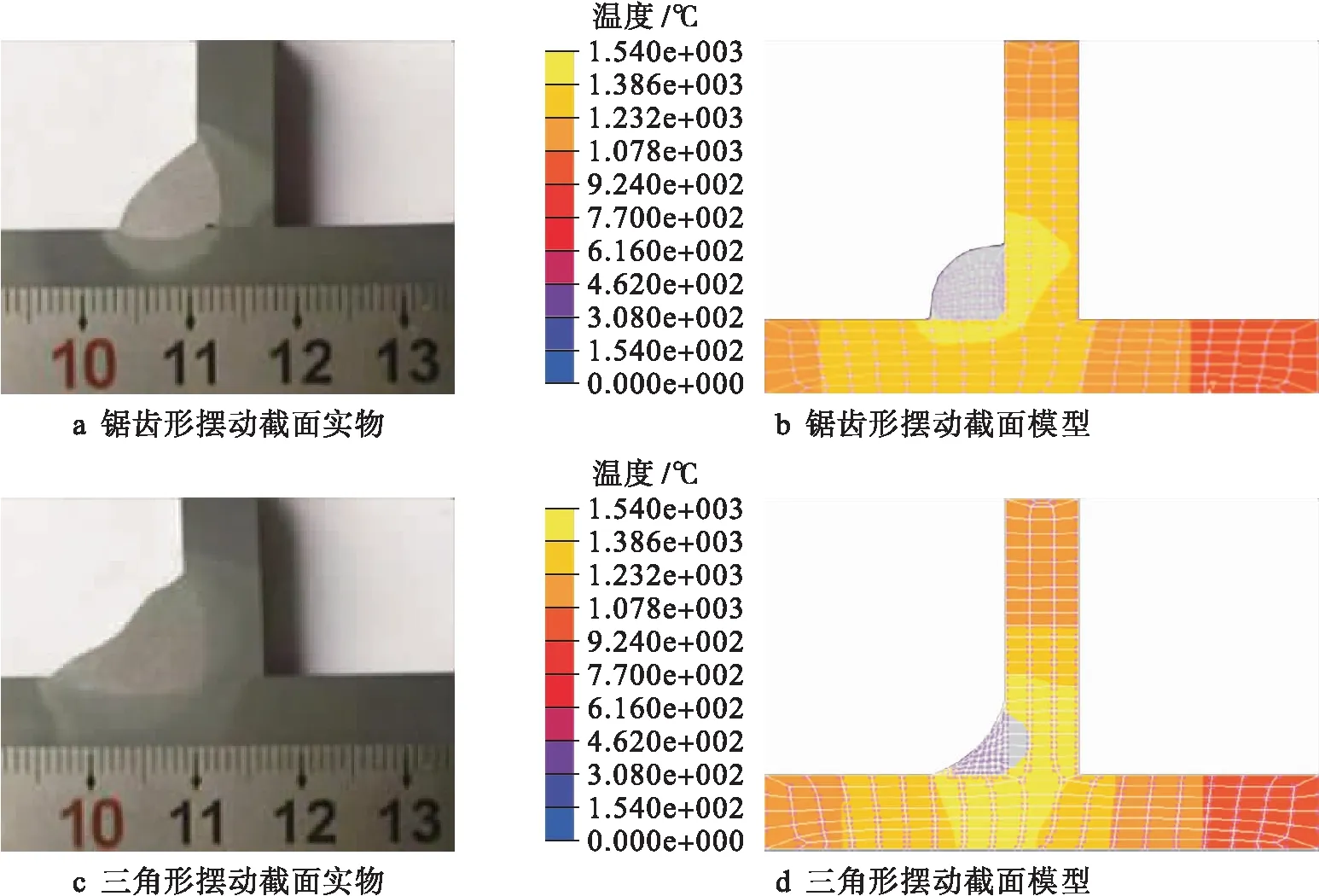
圖7 不同擺動方式下焊縫實物與模擬截面形狀Fig.7 Physical and simulated section shapes of weld under different swing modes
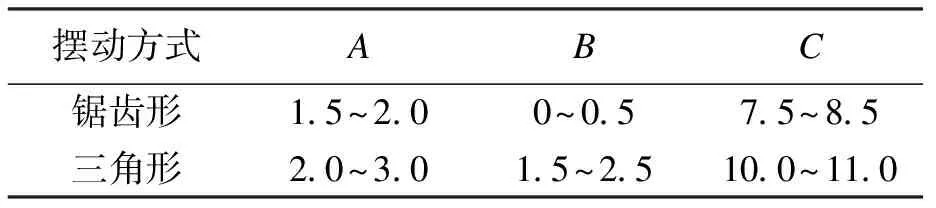
表4 角焊縫接頭成形參數Tab.4 Forming parameters of fillet weld joints mm
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
