S35C 鋼平板狀零件淬火硬度軟點的改善以及平面度保證措施的研究
2021-11-27 09:35:02肖錦涯
科學技術創新 2021年31期
關鍵詞:工藝
肖錦涯
(廣州豐東熱煉有限公司,廣東 廣州 510880)
1 概述
很多金屬零件的熱處理,除了表面硬度的要求之外還有變形量的要求,即使沒有明確熱處理變形量的要求,在熱處理過程中盡可能減少和控制變形量也是熱處理工作者的一種責任。本文研究的對象零件為S35C 材質的平板狀汽車換擋齒板,為了控制零件的平面度,原熱處理工藝的淬火冷卻介質選用日本出光的HTA 淬火油(以下簡稱熱油)。相對于日本出光的MQA淬火油(以下簡稱冷油),熱油有利于零件變形量的控制,但對于零件淬硬的容易程度要比冷油差。由于零件材料的金屬元素含量波動等因素影響,用熱油作為冷卻介質,容易產生淬火軟點,可改用冷卻能力更強的冷油作為冷卻介質來改善,但是會帶來另一個新的問題:零件平面度會變差。在改用冷油作為冷卻介質的同時,也要分析研究確保平面度的控制措施。
2 零件信息及熱處理技術要求
零件材質S35C,板厚3.2±0.1mm,外形尺寸如圖1 所示。熱處理表面硬度要求40~55HRC,平面度要求≤0.15mm。
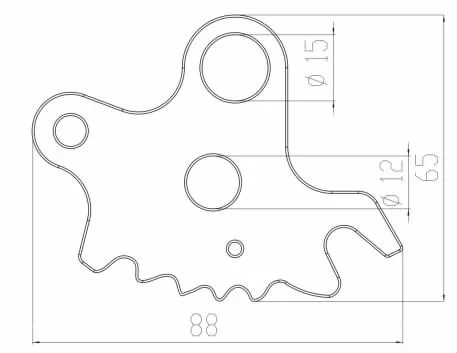
圖1 零件外形
3 原熱處理工藝
3.1 設備
零件的熱處理生產采用豐東多用爐生產線,淬火設備為UBE-1000 型箱式多用爐,加熱保護氣氛為甲醇和丙烷,淬火介質為日本出光HTA 淬火油,前清洗和后清洗為VCH-1000 型真空清洗機,回火設備為BTF-1000 型箱式回火爐。
3.2 原工藝
熱處理流程:裝爐→前清洗→加熱淬火→后清洗→回火→終檢。原加熱淬火工藝如圖2 所示,回火工藝如圖3所示。
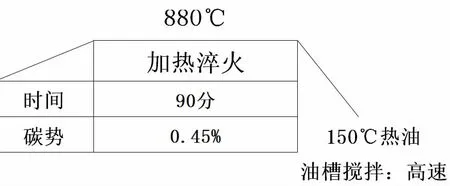
圖2 原加熱淬火工藝
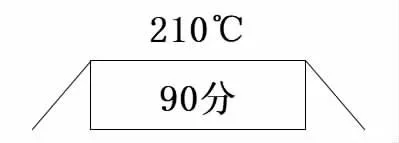
圖3 回火工藝
3.3 終檢結果
用以上原工藝熱處理十爐次,每爐次抽取爐內八個角落位置和一個正中間位置共九個零件進行檢測,每個零件在不同位置打五點表面硬度以及檢測平面度。
如表1 所示,平面度全部在要求范圍內,但部分零件局部出現硬度軟點,甚至出現低于要求下限值40HRC 的情況。在零件50HRC 硬度位置和38HRC 硬度位置分別截取橫截面試樣,經拋光和4%硝酸酒精腐蝕后觀察金相組織。如圖4 所示,50HRC硬度位置主要分布著大量回火馬氏體組織;而38HRC 硬度位置則主要分布著大量屈氏體組織,正是由于冷卻速度不夠快,冷卻不足而未能快速轉變為馬氏體組織,如圖5 所示。
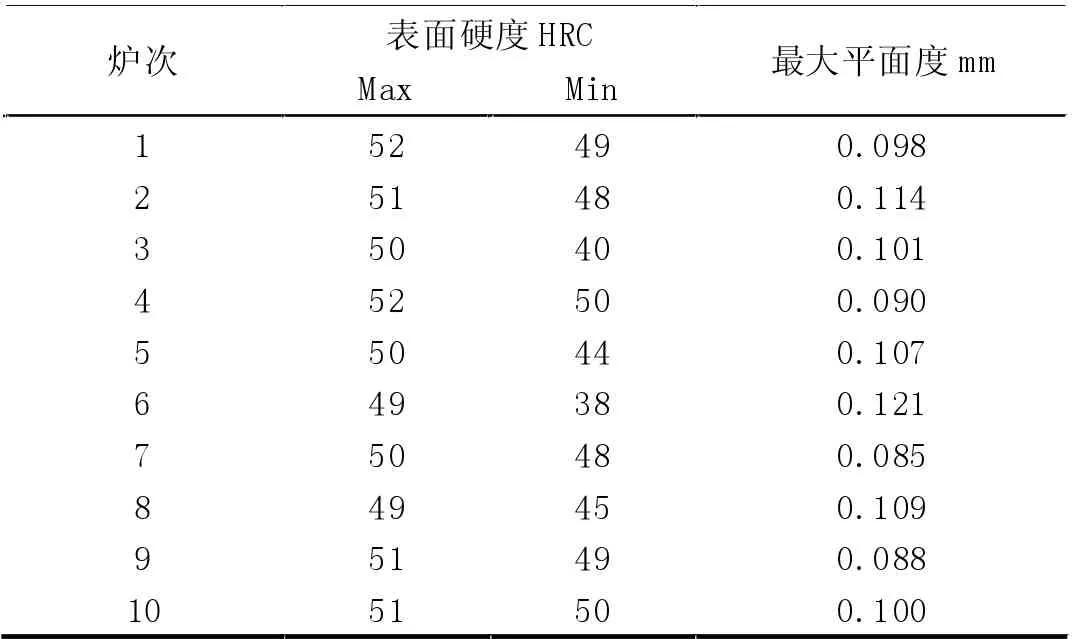
表1 原工藝終檢結果
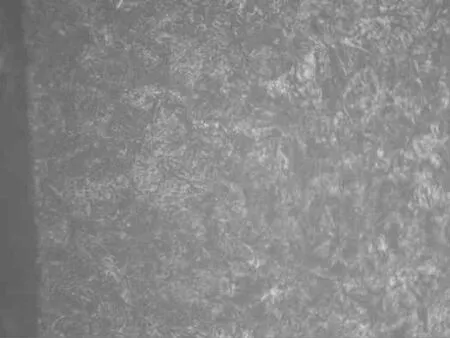
圖4 主要分布回火馬氏體(200X)
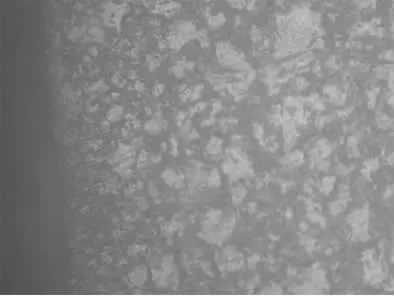
圖5 主要分布屈氏體(200X)
4 原工藝淬火軟點原因分析
淬火軟點的影響因素主要有原材料方面、加熱工藝方面和冷卻工藝方面[1]。對于原材料方面,分別對表1 中各爐次原材料的化學成分進行光譜分析,如表2。
在淬火冷卻過程中,轉變為馬氏體的臨界冷卻速度越小,表示越容易獲得馬氏體,越容易淬硬。在常用的合金元素中,對降低臨界冷卻速度從而使鋼容易淬火的影響來說,以Mn 最為強烈,其次為Mo、Cr、Al、Si、Ni,再次是其他元素[2]。把表1 的硬度結果和表2 的元素含量進行對比,出現軟點的爐次,其對應的Cr含量或Mn 含量相對其他爐次要明顯低一些,特別是爐次3 和爐次6 的Cr 含量。
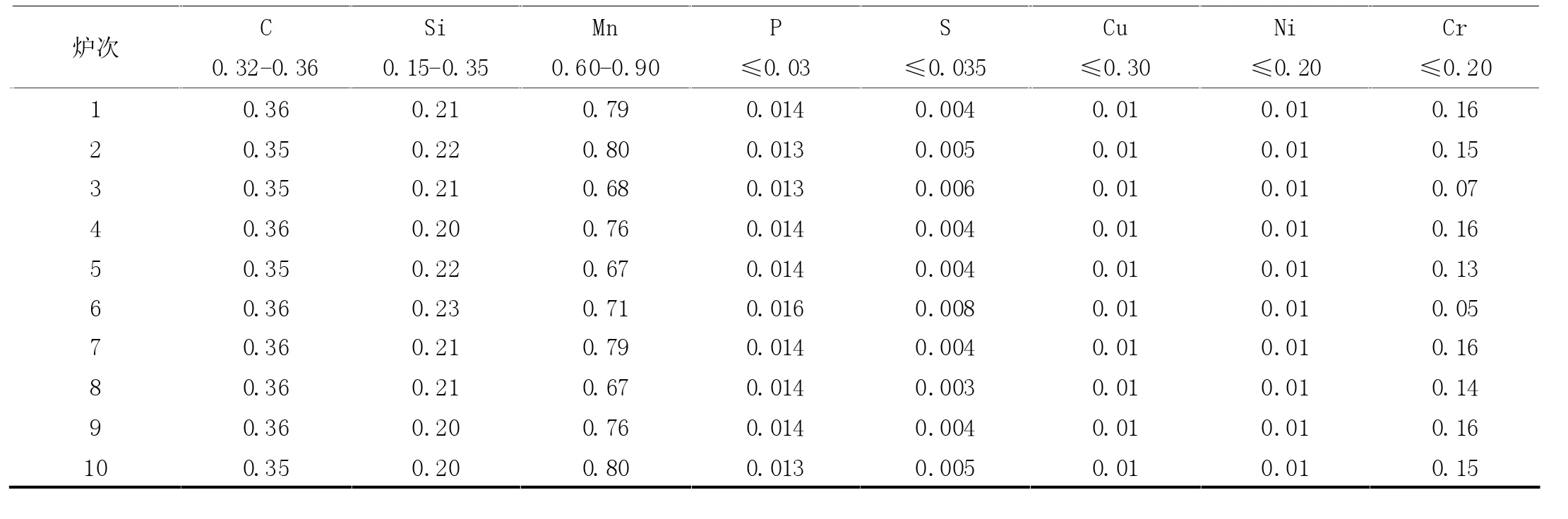
表2 各爐次化學成分(wt.%)
由此可見,在既定原熱處理工藝下,材料的化學成分雖然都能達到S35C 成分的標準范圍要求,但對淬透性影響較大的元素的含量波動依然會對淬火硬度有較大影響,這是因為原熱處理工藝選用熱油作為冷卻介質,而熱油的冷卻能力沒有冷油強,再者,S35C 屬于碳素鋼,合金元素含量極少,淬透性比較差,因此,鋼當選用熱油作為冷卻介質時,S35C 鋼化學成分的波動對淬硬性的影響相對要更加敏感。
5 冷卻工藝改進及平面度保證方法
作為熱處理來料加工單位,原材料方面無法自主更換或改善,而原加熱工藝方面對于淬火軟點的改善空間已不大,因此從冷卻工藝方面進行改進。
5.1 改進的熱處理工藝
熱處理流程、熱處理設備和回火工藝均和原來相同,冷卻介質由熱油改進為冷卻能力更強的冷油,由于冷油比熱油能明顯提高零件的淬硬性,對于該對象零件來說能完全淬透,因此,如圖6 所示,油槽攪拌速度可由選用熱油時的高速(電機頻率45HZ)改為現在選用冷油時的低速(電機頻率15HZ),以減輕零件平面度的劣化趨勢。
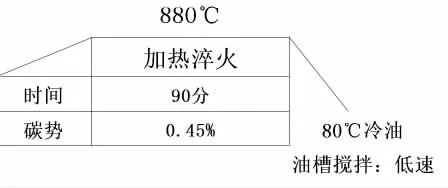
圖6 改進后的加熱淬火冷卻工藝
5.2 裝爐方式改進
選用冷油作為冷卻介質,僅通過油槽攪拌速度改為低速來保證零件的平面度是不夠的。原來的裝爐方式為一支穿料桿穿孔吊放,兩個零件之間穿入一個墊片進行間隔,如圖7 所示,在零件從加熱室轉移到淬火室進行淬火冷卻的整個過程中,零件會發生擺動而增加冷卻的不均勻性,進而使平面度變差。改進后的裝爐方式為兩支穿料桿分別穿孔吊放,如圖8 所示,減少零件在淬火過程的擺動,使零件的淬火更加均勻。
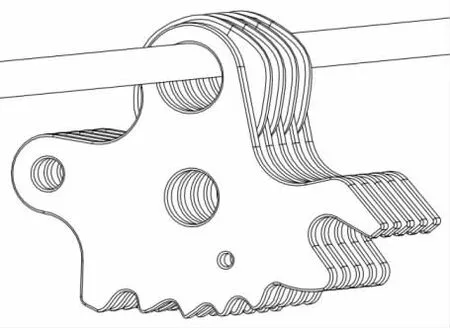
圖7 原裝爐方式
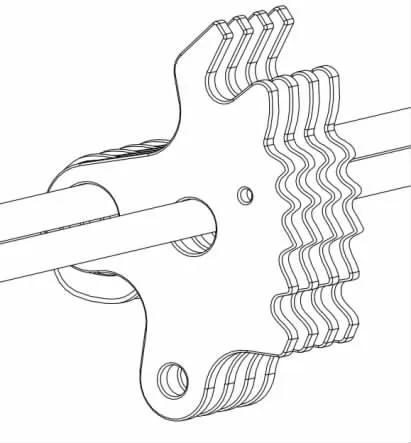
圖8 改進的裝爐方式
5.3 改進后的終檢結果
用改進后的工藝和裝爐方式熱處理十爐次,此十爐次原材料選用與原工藝的十爐次相同批次的原材料,抽樣方法和檢查方法和原來相同,結果如表3 所示,淬火軟點得到改善;平面度方面也能滿足要求,和原工藝的結果水平相當。
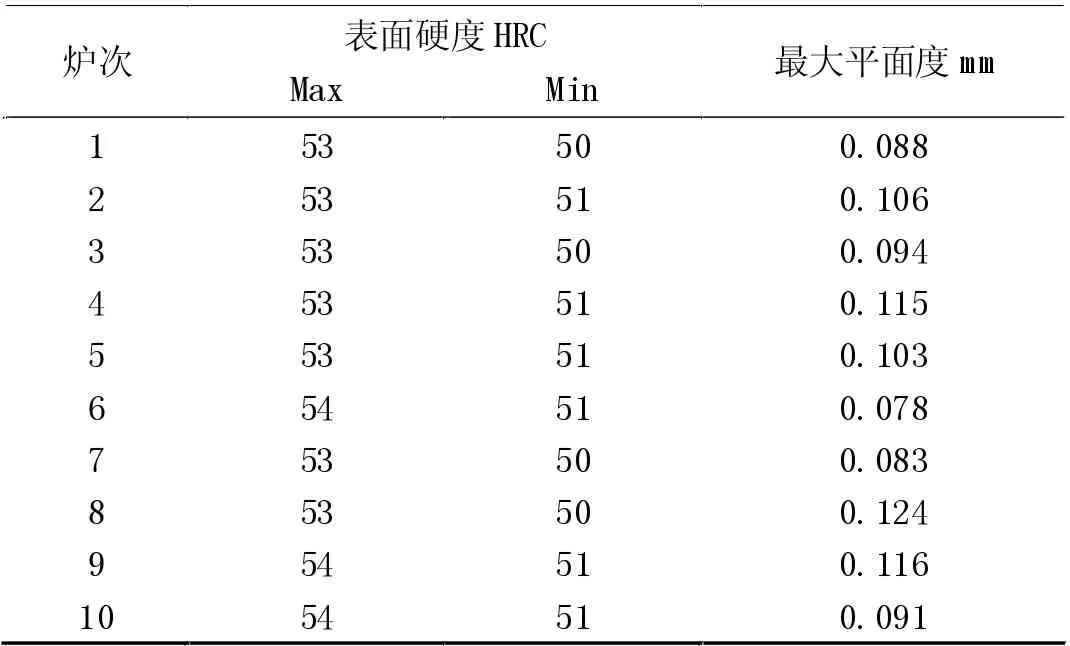
表3 改進后終檢結果
6 結論
6.1 冷卻介質為熱油時,S35C 鋼Mn、Cr 含量在標準范圍內的波動也是影響淬火軟點的一個重要因素。
6.2 選用冷油作為冷卻介質可有效防止S35C 鋼平板狀零件的淬火不足問題,因此時,Mn、Cr 含量在標準范圍內的波動對淬火軟點影響不大。
6.3 盡可能防止平板狀零件在淬火過程中擺動是保證平面度的一個有效方法。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52