淺析FARO 激光跟蹤儀在ARO 焊槍上的應用
2021-11-26 01:37:18毛中正劉海潮朱墨迪
設備管理與維修 2021年19期
關鍵詞:測量
毛中正,劉海潮,朱墨迪,武 揚,黨 煒
(北京奔馳汽車有限公司,北京 100176)
0 引言
北京奔馳(BBAC)裝焊車間工藝復雜,汽車白車身制造大量使用點焊工藝,而點焊工藝主要由焊鉗實現。焊鉗設備數量龐大,焊鉗上面的電極桿、大臂、電機等部件時常需要更換。特別是當發生碰撞時,焊槍結構會發生變化,具體表現為焊點位置發生偏移,影響焊接精度和焊接質量。通常情況下,生產現場會采用臨時措施,即會對機器人軌跡進行調整,補償焊槍的形變。但是由于機器人焊點通常偏多,同時又有多個車型需要調整。因此在焊槍發生變形后,需要耗費大量的時間恢復,對生產線影響巨大。
如何保證焊槍精度,使其與出廠尺寸一致,成為急需解決的問題。因此,在焊槍替換到線下保養時,需要對焊槍進行嚴格的精度校準,以保證焊槍上線就能使用,減少調整時間。為了提高對于焊槍調整的精度,避免不同人修出不同槍的情況出現。在眾多大尺寸測量設備中,由于測量速度快、測量精度高和測量范圍大等優點,激光跟蹤測量儀得到廣泛的應用。因此,通過將FARO 激光跟蹤儀應用到焊槍修復中,準確測量焊槍各部件精度,保證焊槍的重復精度。
1 FARO 激光跟蹤儀
激光跟蹤儀是工業測量系統中一種高精度的大尺寸測量儀器[1]。激光跟蹤儀的基本工作原理是在目標點上放置反射器,通過人為引導,將激光跟蹤頭發出的激光引到反射器上,同時反射器將激光重新反射到跟蹤頭,當目標移動時,跟蹤頭會自動調整光束方向來對準目標[2]。檢測系統通過接收反射回來的激光測算目標的空間位置。簡單地說,激光跟蹤儀可靜態或動態地跟蹤一個在空中運動的點,由此測算目標在空間中的三維坐標[3]。
FARO 激光跟蹤儀主要由激光跟蹤儀頭、主控單元(MCR)、光學靶球(SMR)、主控電纜、溫度傳感器、以太網線、便攜式三腳架、快速安裝卡盤、遙控器等硬件組成,激光跟蹤儀系統組成如圖1 所示。同時還需要配置好的專屬測量軟件,如果測量某些設備的三維坐標,那還需要導入該設備的三維模型。FARO 激光跟蹤儀具有操作簡單、聚光穩定性好,無干涉、使用壽命長、反應時間短、測量效率高、可以多場合使用等特點[4-5]。

圖1 激光跟蹤儀系統組成
2 ARO 自動焊槍
2.1 ARO 焊槍系統組成
ARO 焊槍是一種在白車身自動化生產線上應用非常廣泛的設備,其具有設備簡單、穩定性好,使用壽命長等特點[6]。ARO 焊鉗系統組成如圖2 所示,一套完整的機器人自動焊接系統需要包括如下幾個部件:焊接電源柜、機器人電源柜、外部控制電源柜、機器人控制柜,焊控柜、機器人、焊槍以及部分配屬的部件。
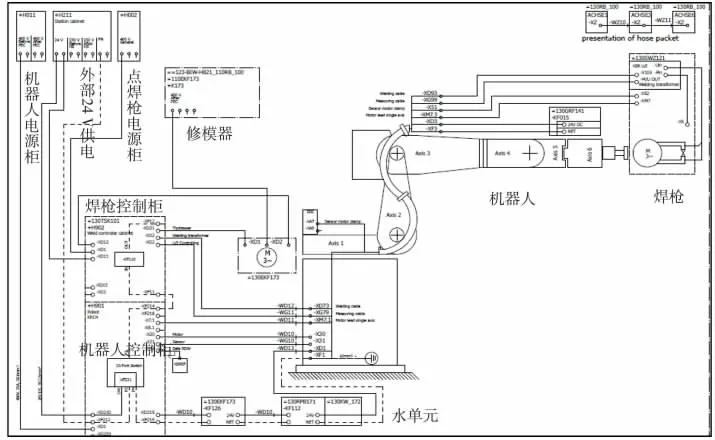
圖2 ARO 焊鉗系統組成
2.2 ARO 焊槍基本結構
ARO 自動焊鉗主要有兩大類,C 形鉗和X形鉗,可以滿足絕大部分白車身焊接需要。ARO 焊槍主要由電機、變壓器、大臂、電極桿、槍架以及法蘭連接板組成,ARO 焊鉗基本結構如圖3 所示。眾所周知,影響焊槍焊接精度的是其TCP 點,即靜臂電機帽中心,如圖3 右側所示。同時,焊槍坐標原點位于其安裝法蘭中心,如圖3 右側所示。
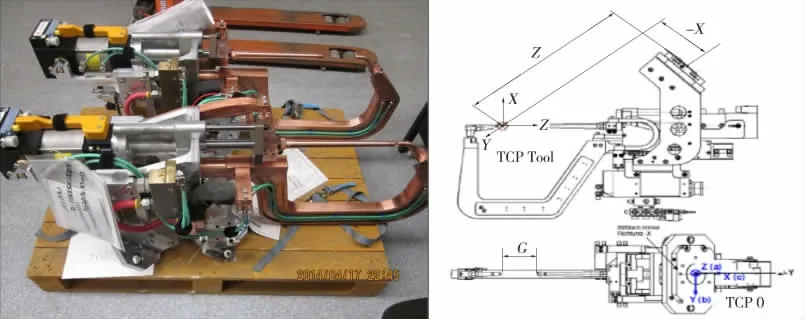
圖3 ARO 焊鉗基本結構
3 ARO 焊槍三坐標測量流程
在所有FARO 激光跟蹤儀部件齊備的情況下,需要按照標準流程將激光跟蹤儀測試系統搭建起來,即將激光跟蹤儀頭固定在三腳架上,通過主控線纜、網線等將各部件連接在一起。其次需要將待測量的ARO 焊槍固定在測量平臺上,其中需要特別注意將ARO 焊槍的法蘭安裝到易測量位置。然后是預熱及校準激光跟蹤儀,利用軟件導入焊槍三維模型,建立焊槍坐標系。最后確定測量點,通過測量儀測出實際值并與理論值進行對比。
3.1 ARO 焊槍模型導入
搭建好測量平臺后,預熱FARO 測量儀,打開測量軟件(CAM2 Measure 10),在首頁欄選擇“導入CAD”,將所需測量的焊鉗數模導入。CAM2 Measure 10 可以導入x_t、IGS、VDA、STP 四種格式文件,需要提前轉換好格式,FARO 激光跟蹤儀測量ARO 焊鉗平臺如圖4 所示。

圖4 FARO 激光跟蹤儀測量ARO 焊鉗平臺
3.2 建立坐標系
為焊鉗建立坐標,并將焊鉗的坐標與全局坐標對齊,這樣就可以達到實際焊鉗與數模一比一對照的目的。ARO 焊鉗實際的坐標系位于其法蘭盤連接處,因此需要通過測量多個面,然后通過面相交的方式創建坐標系。下面介紹詳細流程:首先,需要測量3 個圖形,分別是焊鉗支架上的圓柱體、焊鉗法蘭Base板的兩個相垂直的側面。ARO 焊鉗坐標系建立如圖5 所示,分別為圓柱體和兩個平面實際測量結果。
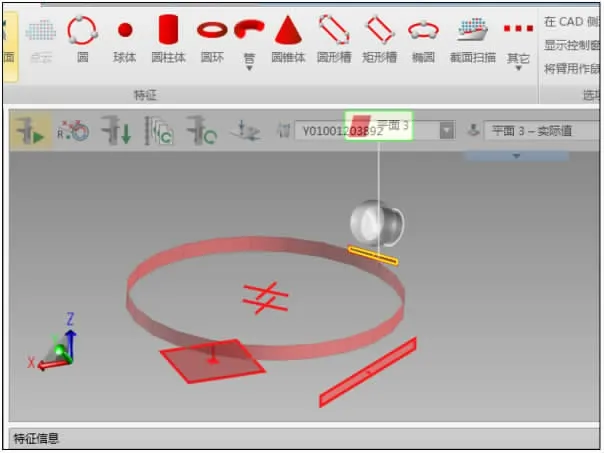
圖5 ARO 焊鉗坐標系建立
采集完一個圓柱、兩個平面后,需要通過“構造”功能生成直線和圓。即通過圓柱體和平面相交生成圓,通過兩個平面相交生成兩條直線。接下來需要通過對齊功能用法蘭圓、直線X、Y 來建立坐標系。如此,焊槍的坐標系就創建完成,并且與實際一致。
3.3 選擇測量點
最后一步是選擇需要測量的點,焊槍TCP 點為靜臂電極桿上的電極帽斷面中央。因此,只需要在三維模型中選擇TCP 點,激光測量儀的紅外線就會精確的照射到理論位置。通過對比實物和紅外線光點的偏差,即可知道焊槍精度是否準確。ARO 焊鉗TCP 測量點如圖6 所示,ARO 焊鉗實際TCP 點和三維圖TCP 測量點對比。
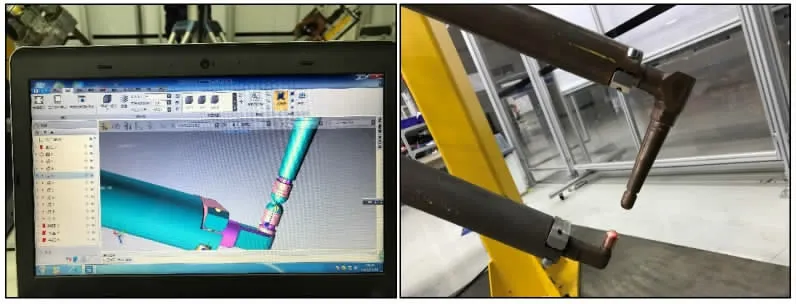
圖6 ARO 焊鉗TCP 測量點
4 ARO 實際測量
通過CAM2 Measure 10 測量軟件可以將測量報告導出,ARO 焊鉗實際測量數據如圖7 所示。報告中可以看出TCP 實際值和理論值。更重要的是,軟件可以自動算出實際值與理論值的偏差,并評判是否在公差范圍內。
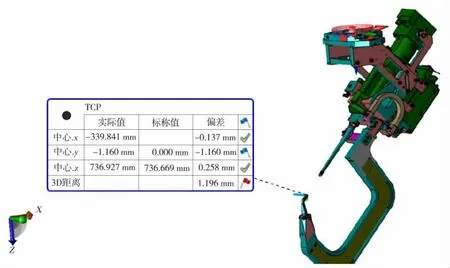
圖7 ARO 焊鉗實際測量數據
5 結束語
自動焊鉗是汽車白車身制造中應用最為廣泛的設備,本文將FARO 激光跟蹤儀引入到焊鉗TCP 測量中來,實現焊鉗TCP的高精度測量,保證焊鉗的重復裝配精度,同時也為焊鉗線下返修提供新的解決方案。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00