板式換熱器結構原理與檢修方法
2021-11-26 01:37:08潘其文賈赟強杜興云
設備管理與維修 2021年19期
潘其文,賈赟強,杜興云
(中國石油蘭州石化公司檢維修中心,甘肅蘭州 730060)
0 引言
隨著石油化工裝置生產能力的不斷擴大,設備單機處理能力也越來越大,近年來新建投產的液氨循環冷卻器的大型化,對檢修的科學化、標準化、專業化提出了更高的要求。手動定力矩緊固螺栓的方法,已經不能滿足設備檢修的技術要求,螺栓在對角緊固過程中不能同時受力,造成每個螺栓緊固力矩不均、存在墊片把偏的現象,容易導致板片間距不均勻出現泄漏。
1 板式換熱器結構與特點
EA-210 板式換熱器是由72 組長方形的沖壓有波紋的金屬傳熱薄板相疊加構成,每組板片由兩塊波紋同向的單板片焊接而成,兩端分別有頭板和尾板,并用夾緊板將板片重疊夾緊組裝于框架中,板片四周屬于敞開式,相鄰兩組板片四周邊通過專用橡膠墊片密封,板片的4 個角開有圓孔,墊片的同側兩角為全角圓孔或半圓孔,板片與墊片疊加組裝后構成了熱流體的通道,在每組板片中間經冷流體通過,合理地將冷熱流體分開,使其分別在每塊單板片兩側的流道中流動,從而通過板片進行熱交換。
板式換熱器的結構具有如下特點:結構緊湊,拆裝方便,板片薄,質量輕,傳熱效率高;密封點多,易外漏,承受高溫高壓的能力差;換熱器板間間距小,流體通道小,對工藝流體的清潔度要求較高(圖1)。由于流體為易氣化擴散、易中毒傷亡、易燃燒爆炸、易污染環境的液態氨,一旦外漏與空氣混合將形成爆炸性混合物,給人身及環境安全將帶來重大影響,所以對板式換熱器的檢修安裝要求特別高、特別嚴格。
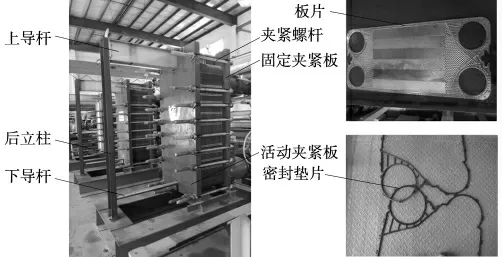
圖1 板式換熱器結構
2 檢修
2.1 試壓檢查
由于板式換熱器使用橡膠密封墊密封,其設計要求檢修周期一般為2 年。2019 年5 月在裝置停車檢修期間,對已經使用近20 個月的A、C 兩臺板式換熱器(外形尺寸:高2100 mm×寬1500 mm×厚895 mm,操作壓力為0.8 MPa,橡膠密封墊材料為NBR 即丁腈橡膠)進行換墊檢修。檢修之前對換熱器整體進行試壓檢查:冷流體側焊縫無滲漏點,但熱流體液氨側均出現不同程度的外滲漏現象,現場有氨味,用肥皂水檢測呈細沫狀。
2.2 檢修方法
2.2.1 設備解體
試壓查漏中,將外漏部位的板片做上標記,作為板片檢查重點區域,然后按對角線的方向松開夾緊螺桿螺母,在拆卸中使活動夾緊板基本保持平行。當活動夾緊板與全部板片松開至自由狀態時,取下全部20 套夾緊螺桿和螺栓推力軸承墊。此時,將活動夾緊板向后立柱側移動,并緊靠后立柱,將板片從尾板開始由外向內逐一拆下。拆卸過程中應注意:①勿強拉硬拽,防止板片變形;②拆下的零部件應規范放置,下鋪上蓋,避免撞擊、劃傷板片、丟失螺栓推力軸承墊等;③板片平放整齊,尾板在下、頭板在上,兩側不可放反,上下不可顛倒。
2.2.2 板片清理
先小心去除板片上的舊密封墊,使密封槽的表面保持光滑,然后對板片逐塊進行清洗。為了防止高壓水沖擊使板片變形,應將板片平放于檢修臺面上,用高壓水槍沖刷板片表面雜質和密封槽中殘留粘接劑,只可用軟布擦拭的方式清理,禁用金屬絲刷、鋸條或其他尖銳的東西鏟刮,防止劃傷板片、加速板片腐蝕。板片清理后整體疊放順序,與清洗前正好相反。
2.2.3 板片的缺陷檢查與墊片安裝
清理后的板片用空氣吹干并逐一進行認真檢查,把無缺陷的板片按順序地逐塊安裝密封墊片。從尾板開始進行墊片粘貼,將板片的密封槽擦拭干凈,用不掉毛的小毛刷子均勻地涂上專用粘接劑,然后粘上墊片,同時將墊片上的防脫爪卡鎖在板片對應孔上。粘好墊片后的板片應保持清潔,防止污物粘在墊片密封面,然后平放于干凈、平實的平臺上,將粘好密封墊片的板片逐塊整齊地墊片朝下疊放在一起。注意,由于頭板與固定夾緊板之間不流經介質,因此頭板只在4 個圓孔處粘貼全角密封墊片,以保證冷熱流體不通過固定夾緊板與頭板間之間隙,而且最后一塊換熱板片即尾板為盲板、無通孔。當全部板片都粘貼好墊片疊放完成后,在上部鋪上清潔膠皮,并在密封槽四周壓上一定重量的物體,將板片靜置到規定的時間。
2.2.4 板片組裝
(1)在設備整體全部清洗干凈后,安裝板片的時候根據組裝順序和上下方向,把所有換熱板墊片側朝向固定夾緊板,依次整齊地疊靠在一起,再把活動夾緊板手動推靠至尾板上,并保持活動夾緊板的平衡。
(2)安裝夾緊螺桿,裝好螺栓推力軸承墊和螺母,測量調整寬度及其平行度控制在650±5 mm,然后在無壓狀態下按照設備制造廠提供的518~533 mm 夾緊尺寸標準進行夾緊設備,尺寸應均勻一致,兩夾緊板間的平行度應小于2 mm。
(3)用板式換熱器拆裝螺母的專用設備,對EA-210 板式換熱器進行定力矩緊固,根據設備螺桿規格進行擰緊力矩的計算。擰緊螺栓時的擰緊力矩M:

式中 Q0——預緊力,N
Kt——擰緊力系數
d——螺栓的公稱直徑,mm
系數Kt與螺紋表面及法蘭的光潔度、潤滑狀況、擰緊速度、所用擰緊工具以及反復擰緊時的溫度變化等有關,通常在0.1~0.3。取Kt=0.2。

式中 AS——螺栓在螺紋處的有效橫截面積,查表AS=976 mm2
σ0——σ0=σt,σt為螺栓材料的20 ℃許用應力
螺栓M39×4,8.8 級。M=Kt×σt×AS×d×10-3=0.20×219×976×39×10-3=1667 N·m。
通常取計算值的80%作為實際應用的擰緊力矩值,即1667×80%=1334 N·m。根據力矩值與板式換熱器拆裝螺母的專用設備油泵對應壓力值,螺栓緊固力矩值為40 MPa。同時將夾緊螺桿編號,按順序安裝4 個頭螺栓拉伸器(圖2),分別以緊固力矩的50%即20 MPa 進行,然后用75%(即30 MPa)、100%(即40 MPa)分別緊固,每次緊固后都必須測量夾緊板之間尺寸變化,嚴格控制在518~533 mm,最后再用40 MPa 順序循環緊固一圈。兩臺換熱器的夾緊寬度最終分別為LA=528 mm,LC=526 mm,且兩夾緊板平行度偏差均小于2 mm。

圖2 定力矩液壓扳手緊固
根據橡膠密封墊的壓縮率15%~25%進行校核,墊片厚度7.5 mm、72 片;板片厚度0.75 mm、144 片,加上頭尾兩塊共計146 塊,總疊加寬度為650 mm,即A 臺(650-528)/540×100%=22.8%、C 臺(650-526)/540×100%=23%,均符合橡膠密封墊壓縮率要求。
3 設備試壓
檢修過程中嚴格執行板式換熱器檢修規程及設備試壓方案,用專用試壓胎具進行氣密性試驗,在氨側加裝壓力表,氣密性試驗過程中首先加壓到1.0 MPa、保壓5 min,檢測確認無泄漏;再繼續緩慢升壓至1.8 MPa(最高工作壓力的1.1 倍)。現場檢查無異常現象,保壓30 min 后,檢查無滲漏,定壓合格(表1、圖3)。

表1 兩臺板式換熱器的試壓數據

圖3 氣密性試驗定壓
4 結束語
為保證板式換熱器運行的正常、長周期,保證裝置及企業生產的安全性、穩定性以及員工的身體健康和企業的經濟效益,科學的檢修方法和專業化的檢修裝備是提高檢修質量和設備可靠性的關鍵。通過實際檢修操作驗證了該板換設備的檢修方法的可靠性,為同類設備的檢修提供技術支持。