選區激光熔化成形4Cr5MoSiV1鋼顯微硬度預測模型研究
2021-11-25 01:37:58畢延超陶鳳和賈長治陳帥
金屬加工(熱加工) 2021年11期
畢延超,陶鳳和,賈長治,陳帥
1.陸軍工程大學石家莊校區 河北石家莊 050003
2.32562部隊 貴州龍里 522730
1 序言
選區激光熔化成形技術(Selective Laser Melting,SLM)與傳統減材制造方式相比,除了原材料和后處理決定成形件力學性能外,選區激光熔化成形的工藝參數也在一定程度上影響著成形件的力學性能[1-7]。
選區激光熔化成形過程是一個復雜的物理、化學變化過程,成形過程中金屬粉材以極快的速度熔化、凝固,其機理難以用傳統平衡凝固學理論解釋,盧秉恒院士指出,研究強非平衡態下凝固學理論是一個重要課題[8-12]。當前從工程應用的角度,分析選區激光熔化成形工藝參數與成形件力學性能之間的定量關系,并建立二者間的數學解析模型,既可以為工藝參數選擇提供依據,又可以在一定程度上有效預測成形件力學性能,因此具有重要的現實意義。
顯微硬度反映的是材料抵抗物體壓入其表面深度的能力,是材料彈塑性能的綜合指標之一[13]。本文通過不同工藝參數成形試樣并測試其顯微硬度,在分析工藝參數對顯微硬度影響規律基礎上,通過多項式回歸的方法建立工藝參數到顯微硬度的預測模型,為選區激光熔化技術的工程應用提供參考。
2 試驗設備、材料和方法
(1)試驗設備 試樣成形設備采用廣東信達雅公司研制的選區激光熔化設備DiMetal-50,其激光器為200W光纖激光器、聚焦光斑為70μm、最快掃描速度為6000mm/s、最大成形尺寸為50mm×50mm×50mm。
(2)試驗材料 試驗選用氣霧化法制備的4Cr5MoSiV1鋼粉末,粒徑分布為15~45μm,化學成分見表1。

表1 4Cr5MoSiV1鋼化學成分(質量分數)(%)
(3)試驗方法 選取激光功率和掃描速度兩個主要工藝參數,采用全面試驗的方法安排試驗,見表2。其余工藝參數分別為:掃描間距為70μm、加工層厚為45μm、掃描策略為S形正交掃描、成形角度為45°、成形室氧含量控制線為1200ppm(1ppm=10-6)、測氧時間為20s、測氧周期為60s[14]。
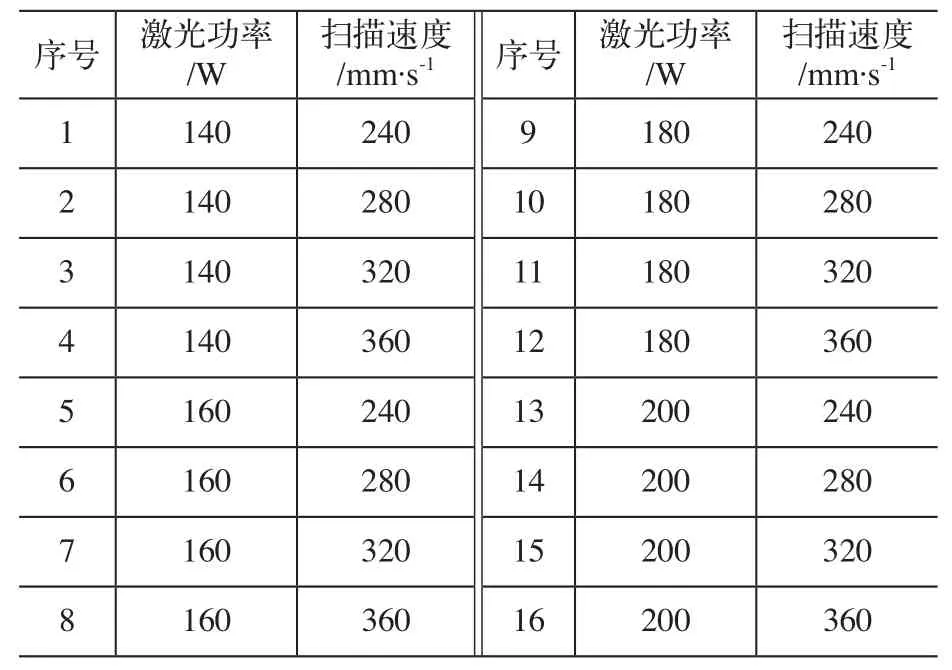
表2 全面試驗安排表
每種工藝參數組合下成形1個邊長為10mm的立方體硬度試樣,如圖1所示。
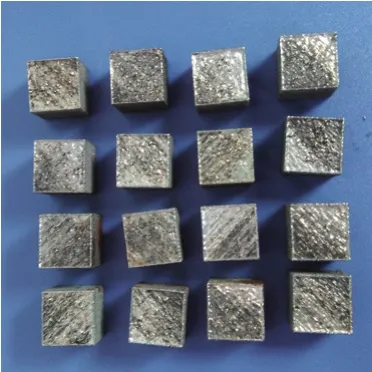
圖1 硬度試樣
試樣成形后首先進行鑲嵌(見圖2),然后進行磨拋,最后采用HXS-1000AK型維氏硬度計測量試樣的顯微硬度,加載壓力500g(4.9N),時間為15s,選取5個不同的位置,每個位置測3組,對測試結果剔除超大誤差后求得算術平均值作為試樣的顯微硬度值。
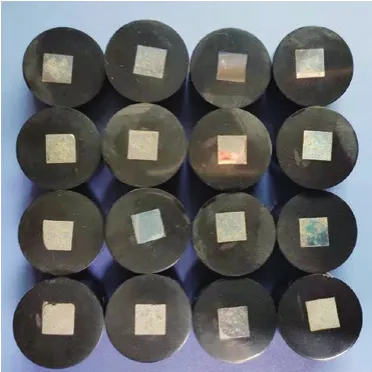
圖2 鑲嵌后的硬度試樣
3 結果與分析
(1)工藝參數對顯微硬度的影響規律 測得試樣顯微硬度值見表3。
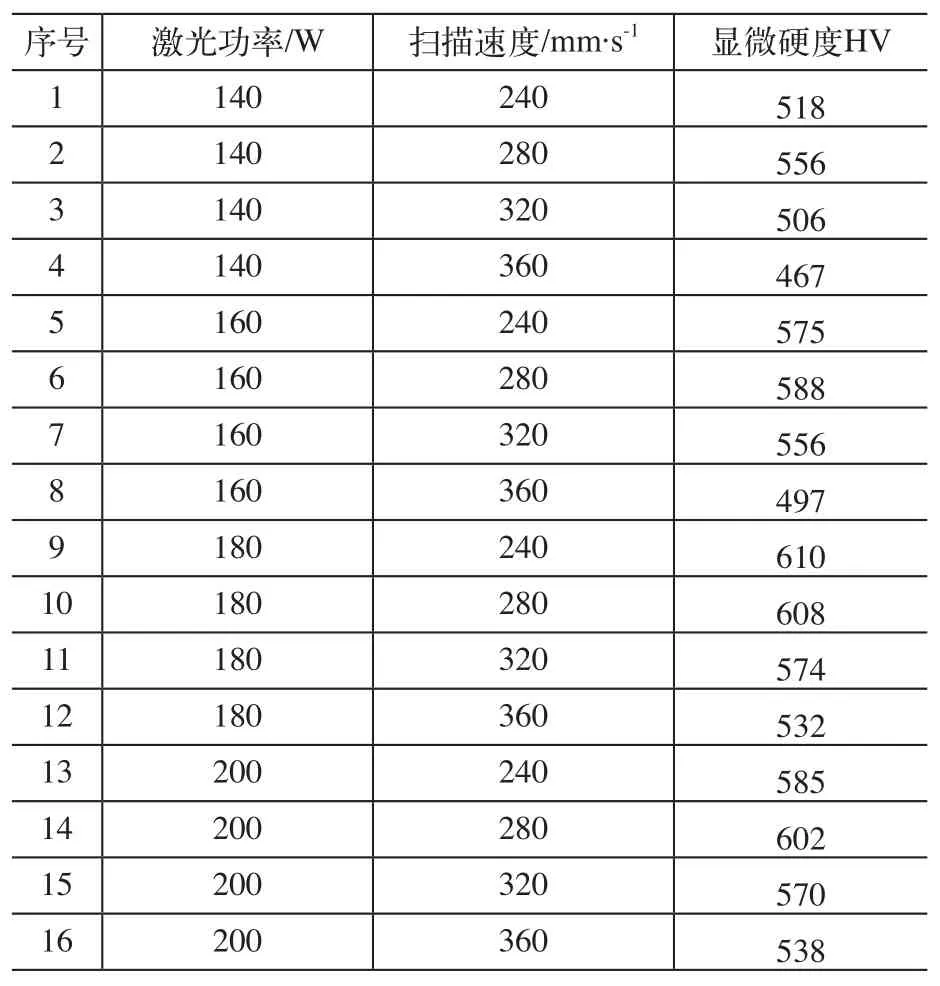
表3 試樣的顯微硬度值
激光功率和掃描速度變化對顯微硬度的影響如圖3所示。
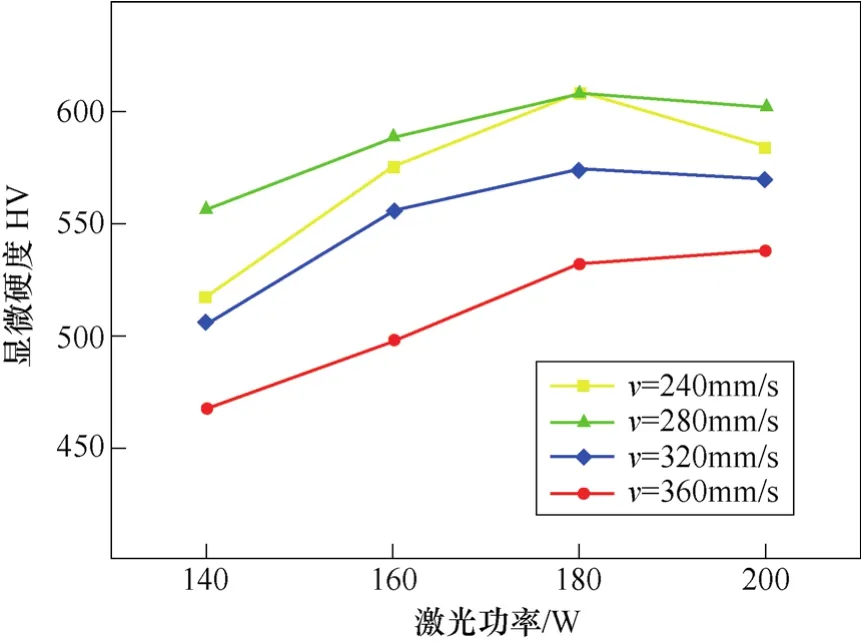
圖3 不同工藝參數下試樣的顯微硬度
選區激光熔化成形過程中,金屬粉末熔化、凝固過程速度極快(105~108K/s),過冷度較大,成形件晶粒尺寸極小(1μm左右)。晶粒大小是影響金屬件顯微硬度的重要因素之一,霍爾佩奇關于顯微硬度與晶粒大小的公式[15]為

式中H——顯微硬度(HV);
C——常量(HV·MPa-1);
d——晶粒直徑尺寸(μm);
σ0,k——與晶體有關的常數。
當掃描速度為360mm/s時,隨著激光功率的增大,成形區域內單位時間接收到的激光能量變大,金屬粉末熔化、凝固過程中的過冷度增大,晶粒變小[16,17],由式(1)可知,細晶強化作用使得顯微硬度值逐漸變大。當掃描速度為240mm/s、280mm/s和320mm/s時,激光功率增大過程中超過某一限值后,由于激光能量密度過大,造成熔池溫度過高、持續時間增長,晶粒呈粗化趨勢[18,19],此時由式(1)可知,隨著激光功率的增大,顯微硬度值先增大后減小。
(2)工藝參數到顯微硬度的預測模型 結合激光功率和掃描速度對4Cr5MoSiV1鋼試樣顯微硬度影響的變化規律,采用多項式回歸的方法求解工藝參數到顯微硬度的預測模型[20],初步選用二元二次多項式回歸模型,即

式中H——顯微硬度(HV);
P——激光功率(W);
v——掃描速度(mm/s);
β、β1、β2、β11、β22和β12——常數。
回歸通過R語言逐個引進變量后得到回歸方程,其統計檢驗量F=39.72,取顯著性水平α為0.05,查表得F0.05(5,10)=3.33,可見回歸方程高度顯著,回歸方程為:

式中H——顯微硬度(HV);
P——激光功率(W);
v——掃描速度(mm/s)。
對回歸方程進行偏回歸平方和、殘差平方和以及偏f值進行計算,得方差分析,見表4。
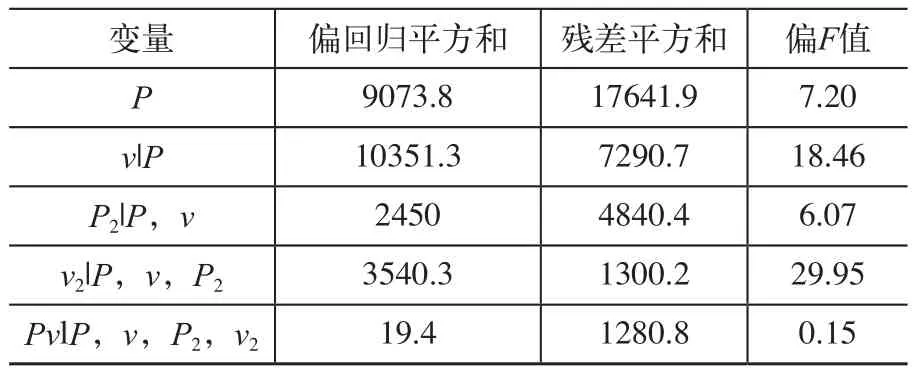
表4 方差分析
取顯著性水平α為0.05,經查表得到臨界值F0.05(1,14)=4.60、F0.05(1,13)=4.67、F0.05(1,12)=4.75、F0.05(1,11)=4.84、F0.05(1,10)=4.96,由表4可知激光功率P、掃描速度v、激光功率二次項P2和掃描速度二次項v2的系數通過了顯著性檢驗,激光功率和掃描速度交互項Pv的系數未能通過顯著性檢驗。
剔除變量Pv后,再次進行回歸分析,得到統計檢驗量F=23.45,取顯著性水平α為0.05,對應F0.05(4,11)=3.36,可見回歸方程高度顯著,再次校驗各變量的系數均通過顯著性檢驗,因此得到優化后的工藝參數到顯微硬度預測模型為:

式中H——顯微硬度(HV);
P——激光功率(W);
v——掃描速度(mm/s)。
(3)顯微硬度預測模型的驗證 計算二元函數的最大值,得到P=186.22W、v=248.37mm/s時,H取最大值602.07HV。采用(P=186.22W,v=248.37mm/s)、(P=150W,v=248.37mm/s)、(P=186.22W,v=340mm/s)3組工藝參數成形硬度試樣(其余試驗條件保持不變),測得試樣顯微硬度值分別為612HV、547HV、571HV,與預測值相對誤差分別為1.65%、2.22%、2.00%,在一定程度上驗證了工藝參數到顯微硬度預測模型的準確性。
4 結束語
1)選區激光熔化成形4Cr5MoSiV1鋼顯微硬度的變化規律為:當掃描速度為360mm/s時,隨著激光功率的增大,顯微硬度呈逐漸增大趨勢;當掃描速度為240mm/s、280mm/s和320mm/s時,隨著激光功率的增大,顯微硬度呈先增大后降低。
2)通過多項式回歸得到的工藝參數到顯微硬度的預測模型如式(4)所示,經驗證模型的準確性較好,在一定程度上反映了激光功率和掃描速度與成形件顯微硬度之間的定量關系。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03