MC350A公插針制造與檢測工藝設計研究
2021-11-22 05:23:22閩南理工學院秦立慶顏文煅
電力設備管理 2021年11期
閩南理工學院 秦立慶 顏文煅
MC350A公插針是在重載連接器中起重要作用的連接原件。重型連接器一般是指電氣連接器,即連接兩個斷開的有源器件的連接器件,它們傳輸信號、電流,使兩個獨立的非連接電路建立通信通道,使電路之間的電流相互流動,使電路達到所需的具體功能。MC350A公插針在重載連接器中起電流或信號的傳導,承載著大電流電壓的傳導,工作時相當于橋梁一般將兩個孤立不通的電路連接起來。插針式的結構使連接器做到即插即用,使用方便的同時節省設備現場人工安裝的成本,避免了現場接線縮短了維修時間,讓設備實現了彈性的運輸和維護[1-2]。
1 MC350A公插針分析
結構分析。MC350A公插針表面面積5229 mm2,重量70.2g,總長57mm,零件結構為頭部挖槽、底部鉆孔、側邊面銑后打孔(圖1)。插針底部孔深27.5mm,底部內倒角為60°、外倒角為90°。上端中心挖槽左右偏差小于0.02mm,槽深22mm,槽寬3mm,插針上端外表面為工作接觸面需要的0.8或更小的表面粗糙度。零件結構材料為T2紫銅,切削加工系統性能具有較好,無熱處理和硬度要求。
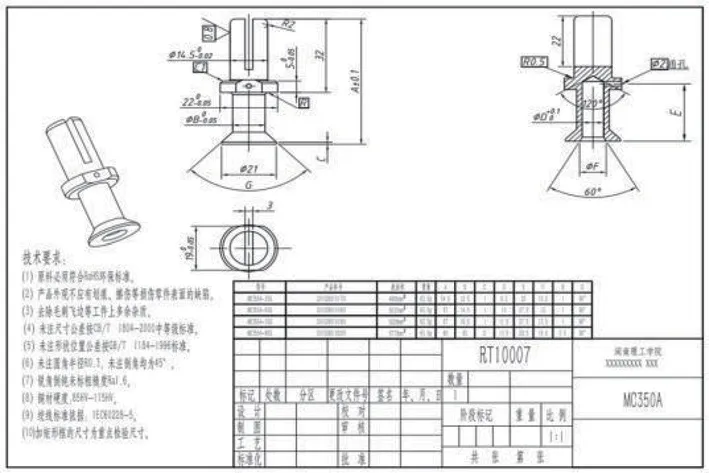
圖1 MC350A公插針結構圖
精度分析。該公插針的主要加工表面有圓柱面、外圓、端面、孔和倒圓角、倒斜角。其中多個直徑尺寸與軸向尺寸有較高的尺寸精度要求。其中孔既是裝配基準又是設計基準,插針加工精度和表面粗糙度要求較高,內外圓之間的同軸度及端面與孔的垂直度有一定的技術要求。原料符合RoHS環保標準,該產品的外觀不良主要體現在表面劃傷,擦傷等的部分。未注尺寸進行公差按CB/T1804-2000中等級標準,未注形狀位置公差按GB/T1184-1996標準。未注圓角半徑R0.3,未注倒角均為45°,銳角倒鈍未標粗糙度Ra1.6,銅材硬度為85HV-115HV。絞線標準依據1EC60228-5。加工的尺寸為重點檢驗尺寸。
2 MC350A公插針制造工藝過程設計
2.1 制造材料的選擇
由于MC350A公插針式重載連接器主要應用于風力發電、高鐵交通等行業,工作時需要承載大電流電壓、抗腐蝕、耐高溫等要求,所以MC350A公插針制造原材料選用RT10007,Φ22.5mm紫銅圓棒,Y態,T2紫銅(COPPER)。紫銅的導電性能好、導熱率高、熔點高,僅次于銀,無磁性,作為連接器元件更具有優勢,其相對密度為8.9。同樣的體積條件下,銅的質量比普通鋼輕85%。紫銅塑性好,易于冷壓加工和熱壓加工。
2.2 MC350A公插針制造工藝設計
MC350A公插針制造工藝的擬定根據MC350A公插針相關的加工要求及現有的生產技術條件確定,選出最合理的生產設備,設計出合理的加工工藝,能大限度的將誤差減少,提高生產效率。
MC350A公插針加工工設計。由于插針的復雜形式多樣,零件的結構、技術以及材料要求也各有不相同,在制定具體插針件的加工方案時,需充分全面合理的分析相關工藝,靈活設計工藝。只有制定出最合理的MC350A公插針工藝設計,編譯出合理的數控機床加工程序,才能使數控機床加工出所需的合格產品。該插針采用的是棒料進行加工,具體工藝是:由右至左粗加工Φ14.5毫米圓柱形部分,Φ22毫米粗加工圓柱形部分,精加工圓柱形部分;由右至左倒角,粗加工Φ16.5毫米圓柱形部分,粗加工22毫米圓柱形部分,精加工各圓柱部,鉆孔Φ11.5,倒角,內孔精車;手動換面,自右向左三次面銑,鉆側面小孔(表1)。
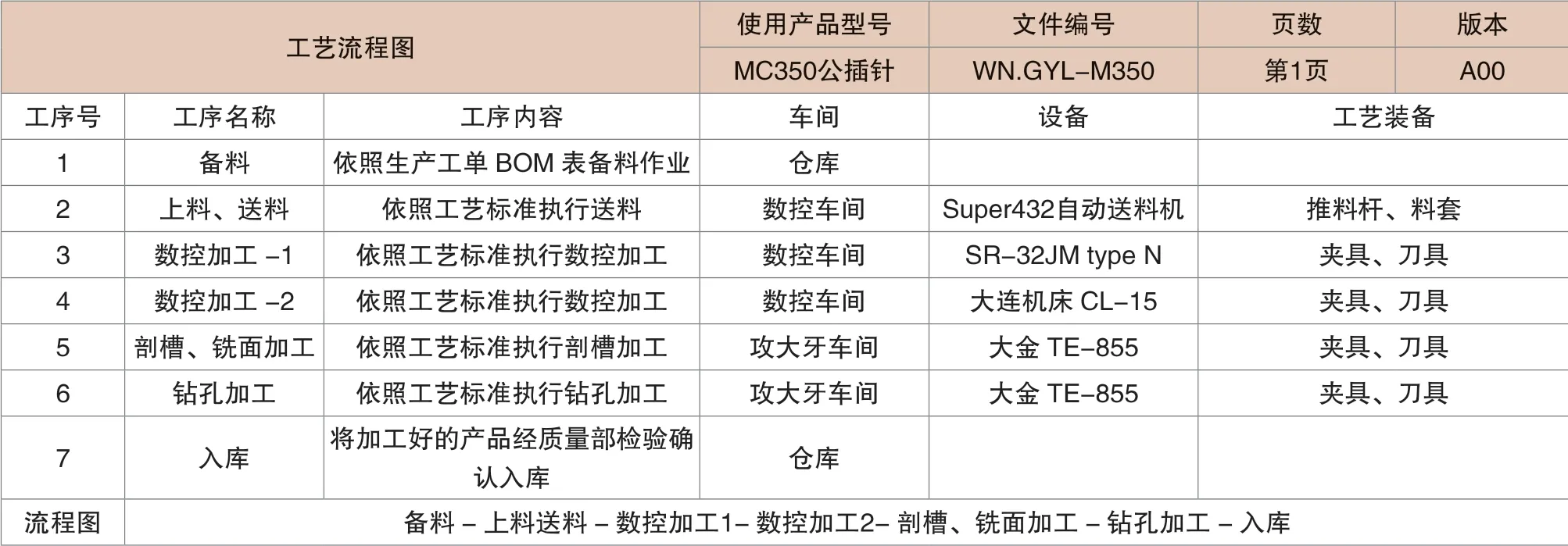
表1 工藝流程圖
3 加工誤差分析及解決方案
誤差分析:MC350A公插針在生產和檢測過程中經常出現誤差,主要由于:機臺使用年限過長和在使用過程中操作不當的問題,導致機臺的靈敏度存在一定的失真;機臺的每次開進再啟動都會有數據變動,生產過程中刀具會隨著生產的進行產生不斷地磨損,定位也會出現變動,導致產品的生產穩定性下降;棒料過長或不直導致原料在轉速過高時棒料中間會不斷震動,雖有卡盤夾緊但后端原料震動還是會影響機床精度,使產品在生產過程中出現尺寸偏差;在生產中,由于產品使用的切削為油性切削且檢測時無法對每個產品都進行清洗,導致測量設備表面存在油污影響檢測結果。這些問題的存在導致MC350A公插針的生產報廢率過高。
解決方案:為提高公插針存在的加工不良率,經過大量實踐驗證,提出如下解決方案:每次停機再開機后都要進行試切;原料銅棒縮短或采購時對銅棒形變進行嚴格要求;操作過程中操作員對每個產品都進行適當的自檢;當機床定位數據變動時,在超出誤差范圍之前就進行刀補;多對測量工具進行清潔,保持測量工具及環境的整潔。
4 結語
重載連接器產品應用廣泛,主要應用于鐵路軌道、機器人、電力傳輸、風力發電、機械機床、特種車輛、建筑機械、紡織、醫療器械等行業,產品應用廣泛,在國內制造業起重要的地位。根據插針元件結構的分析和對公司制造設備及條件對MC350A公插針的生產工藝和制造進行了合理的規范和研究,在生產制造工藝上進行合理的設計安排,對生產制造過程中出現誤差和存在的問題進行分析、并制定了合理的解決方案,有效的提高了產品的合格率。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44