鉻鉬合金鋼管道焊接施工技術(shù)要點分析
2021-11-20 04:48:02李伯承中石化第四建設(shè)有限公司天津300200
化工管理 2021年29期
李伯承(中石化第四建設(shè)有限公司,天津 300200)
1 論文意義
隨著鉻鉬合金鋼管道在石油化工行業(yè)應(yīng)用日益廣泛,但由于其淬硬性強、焊接難度大、易產(chǎn)生延遲裂紋等缺點,已經(jīng)在國內(nèi)外石油化工中造成不少質(zhì)量事故和生產(chǎn)事故。因此,鉻鉬合金鋼管道的焊接技術(shù)顯得尤為重要,進一步分析鉻鉬合金鋼管道的焊接施工技術(shù)提高其一次合格率,保證裝置的安全生產(chǎn)。
2 鉻鉬合金鋼管道焊接施工工藝步驟及要點分析
本文以高鉻鉬合金鋼A335-P9為例,結(jié)合鉻鉬合金鋼的特點分析其焊接施工工藝。在鉻鉬合金鋼管道焊接施工中,首先需明確施工工藝步驟,即遵循“技術(shù)準(zhǔn)備-材料準(zhǔn)備-焊前坡口檢查-焊前預(yù)熱-焊接-焊后熱處理-焊后無損檢測-焊縫返修”等8個工藝步驟,下面就各步驟的施工技術(shù)要點進行分析。
2.1 技術(shù)準(zhǔn)備
焊接施工前需針對鉻鉬合金鋼管道材質(zhì)型號以及設(shè)計文件相關(guān)要求編制專項焊接施工方案,熱處理方案,選定合適的焊接工藝評定,從而制定焊接作業(yè)指導(dǎo)書(焊接工藝卡)及規(guī)范焊接作業(yè)流程。所有參與焊接的焊工必須取得相應(yīng)的資格證書,同時需要進行崗前焊工考試,考試合格后取得上崗證后方可施焊。正式焊接前焊接技術(shù)人員需根據(jù)施工方案以及焊接工藝卡對所有參與作業(yè)人員進行詳細(xì)交底,明確相關(guān)技術(shù)質(zhì)量要求。
2.2 材料準(zhǔn)備
材料到貨后需根據(jù)設(shè)計文件及相關(guān)規(guī)范要求對原材料進行外觀檢查,確保原材料表面無裂紋、無重皮、表面劃痕凹槽、腐蝕等缺陷,對存在缺陷的管材以及管件按照相關(guān)規(guī)范要求進行測量判定是否滿足設(shè)計要求,否則不予驗收。
根據(jù)質(zhì)量證明文件核對與到貨實物逐一核對,對于質(zhì)量證明文件不齊或者與質(zhì)量文件不符的產(chǎn)品不得驗收。同時根據(jù)相關(guān)規(guī)范文件要求對鉻鉬合金鋼管道、管件進行100%光譜復(fù)驗,并出具光譜分析報告。匯同廠家制造許可證、質(zhì)量證明文件等報驗批準(zhǔn)后該批材料方可使用。管材使用過程中做好色標(biāo)以及規(guī)格、材質(zhì)、爐批號等的標(biāo)識移植,確保色標(biāo)和標(biāo)識齊全。
2.3 焊前坡口檢查
鉻鉬合金鋼管道由于其淬硬性強、易產(chǎn)生熱裂紋等特點決定了鉻鉬合金鋼管道不宜采用熱切割,若采用熱切割需將熱影響區(qū)的滲碳層打磨干凈并露出金屬光澤,并對坡口進行100%MT或PT檢測;鉻鉬合金鋼管道宜采用冷加工,例如采用車床、氣動或電動坡口機等。鉻鉬合金鋼管道坡口角度一般控制在35°~40°,如圖1所示。
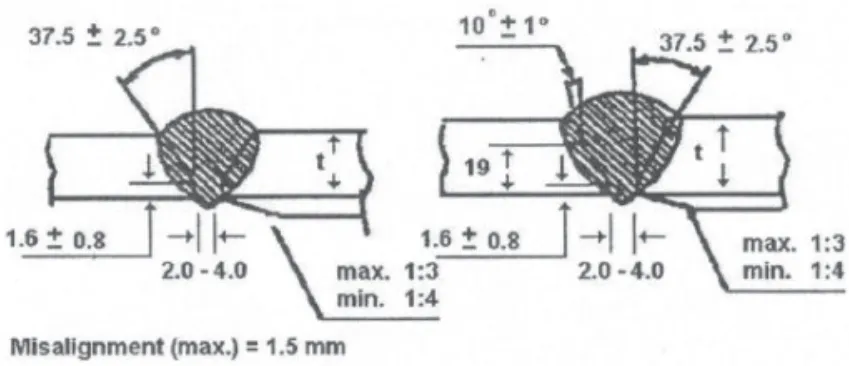
圖1 鉻鉬合金鋼管道坡口角度
2.4 焊前預(yù)熱
鉻鉬合金鋼焊接之前,需進行與焊前預(yù)熱(如圖2所示),其目的是使焊接接頭的冷缺速度降低,有效減少因溫差引起的應(yīng)力集中,避免了淬硬組織以及冷裂紋的產(chǎn)生。根據(jù)要求組對點焊是同樣需按正式工藝要求進行預(yù)熱,一般采用火焰預(yù)熱,點焊后需要加熱緩冷,避免裂紋出現(xiàn),同時鉻鉬合金鋼組對點焊宜采用搭橋點焊,正式焊接時需將點焊接頭打磨清理干凈后方可正式施焊。
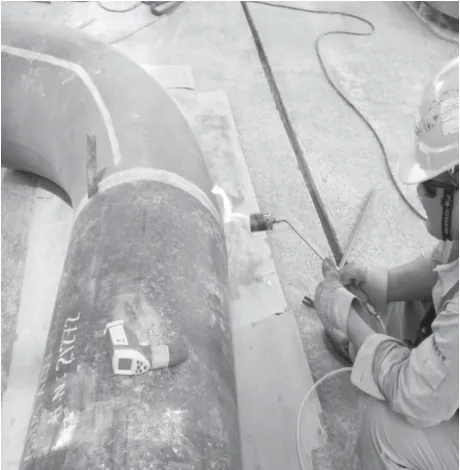
圖2 點焊前火焰預(yù)熱
焊前預(yù)熱一般采取電加熱法,將以坡口為基準(zhǔn),每側(cè)需保證25~30mm以確保便于焊工焊接作業(yè),同時確保預(yù)熱寬度不小于壁厚的5倍,且不小于100 mm,加熱區(qū)以外兩側(cè)各100 mm范圍應(yīng)予以保溫。預(yù)熱溫度一般宜控制在200~250 ℃,確保坡口兩側(cè)溫度均勻上升,避免出現(xiàn)局部過熱現(xiàn)象(如圖3所示)。

圖3 預(yù)熱不充分焊點裂紋
2.5 焊接
預(yù)熱溫度達到要求后通過測溫槍進行檢測合格后方可施焊。鉻鉬合金鋼管道一般采用手工鎢極氬弧打底,由于打底焊縫焊層比較薄,焊后冷卻中會產(chǎn)生較大的收縮應(yīng)力,并且鉻鉬合金鋼為一種裂紋敏感性材料,因此底層焊縫容易出現(xiàn)裂紋。考慮到有效保證底層焊縫的質(zhì)量,因此要求打底焊一次連續(xù)焊接完成,一般將焊縫的厚度控制在2~3mm范圍內(nèi)[1]。鉻鉬合金鋼管道在進行打底焊接時,必須進行背面充氬保護,以避免根部焊縫氧化以及產(chǎn)生未融合、未焊透等焊接缺陷。同時由于打底焊縫焊層比較薄,一般在氬弧打底完成后繼續(xù)采用氬弧焊進行熱填充一遍后方可移除充氬設(shè)施,同時能夠有效避免因為焊條電弧焊的電流過大導(dǎo)致焊縫塌陷等缺陷產(chǎn)生。鉻鉬合金鋼管道焊接的打底、填充、蓋面一般一次焊接完成,對于突發(fā)情況下出現(xiàn)焊接中斷情況,必須進行后熱緩冷處理,再次焊接前需進行外觀檢查,條件允許的情況下可以考慮進行MT磁粉檢測,以確保沒有裂紋后方可繼續(xù)施焊。收弧在焊接熔池的邊緣處,可多停留一下將弧坑填滿,防止弧坑裂紋產(chǎn)生。對于多層多道焊的焊接過程中,焊工需將每層焊接接頭均勻錯開,避免產(chǎn)生應(yīng)力集中。由于鉻鉬合金鋼管道焊接過程必須預(yù)熱,焊接過程中必須封堵好管口二側(cè)避免存在貫堂風(fēng),造成焊口內(nèi)外溫度不一致影響焊縫質(zhì)量。
焊接過程中嚴(yán)格控制層間溫度,層間溫度宜一般控制在200~300 ℃之間,因過高的層間溫度會使焊縫區(qū)和熱影響區(qū)的晶粒粗大,反而降低焊接接頭的力學(xué)性能。故焊接操作中常采用小擺動、薄焊道、快焊速、多層多道焊工藝,手工電弧焊單層單道厚度不超過焊條直徑,擺動寬度不大于焊條直徑的3倍[2]。焊接工藝參數(shù)嚴(yán)格執(zhí)行焊接工藝評定要求。
2.6 焊后熱處理
鉻鉬合金鋼鋼管道具有較高的淬硬傾向,焊縫焊后在空氣中冷卻其熱影響區(qū)往往會形成粗大馬氏體組織,裂紋傾向較高,而且往往這種裂紋具有延遲性。因此焊接完成后應(yīng)立即進行熱處理,以消除氫氣和焊接殘余應(yīng)力,改善焊縫及熱影響區(qū)組織。
特殊條件下不能立即進行熱處理時,宜先采取后熱處理措施。焊后后熱溫度一般控制在300~350 ℃,且至少后熱2 h,然后緩冷至100 ℃以下方可拆除保溫措施,重新進行熱處理焊口綁扎以進行正式熱處理,熱處理溫度一般控制在700~760 ℃;熱處理時焊縫兩側(cè)各不少于3倍焊縫寬度,且不少于25 mm。加熱區(qū)以外100 mm范圍內(nèi)應(yīng)予以保溫,且管道端口應(yīng)封閉以免管內(nèi)外形成溫度差影響熱處理效果,經(jīng)熱處理合格的焊道不得在進行焊接等熱作業(yè),否則必須重新進行熱處理[3]。
2.7 焊后無損檢測
熱處理完成后首先需將焊道表面焊渣、飛濺清理干凈后進行外觀檢測,根據(jù)目前石化SH3501-2011規(guī)范要求焊縫與母材圓滑過渡,表面應(yīng)無裂紋、氣孔、夾渣、飛濺、咬邊等缺陷;焊縫表面不得有低于母材表面的局部凹陷,當(dāng)焊接接頭中薄者厚度小于等于6 mm,焊縫余高應(yīng)不大于1.5 mm,當(dāng)焊接接頭中薄者厚度大于6 mm,焊縫余高應(yīng)不大于2.5 mm。
根據(jù)目前石化SH 3501—2011規(guī)范要求所有經(jīng)焊后熱處理的焊接接頭,應(yīng)對焊縫和熱影響去進行100%的硬度檢測,熱處理焊縫HB硬度宜控制在≤241HB范圍內(nèi),熱影響區(qū)的測定區(qū)域應(yīng)緊鄰熔合線[4]。
同時鉻鉬合金鋼管道的焊道需按照設(shè)計要求和相關(guān)規(guī)范要求對焊道進行MT磁粉檢測、PMI合金元素光譜分析、RT射線檢測或者超聲檢測。
2.8 焊縫返修
無損檢測過程中發(fā)現(xiàn)檢測結(jié)果不滿足規(guī)范要求時需按照正式焊接工藝進行返修處理,硬度不合格焊道需重新熱處理以達到規(guī)范標(biāo)準(zhǔn)[5];鉻鉬合金鋼管道的內(nèi)部缺陷返修一般不允許超過兩次。
3 結(jié)語
鉻鉬合金鋼管道焊接雖然其淬硬傾向高、裂紋敏感性強,但是只要嚴(yán)格遵循“技術(shù)準(zhǔn)備—材料準(zhǔn)備—焊前坡口檢查—焊前預(yù)熱—焊接—焊后熱處理—焊后無損檢測—焊縫返修”等8個工藝步驟,焊接過程中嚴(yán)格執(zhí)行工藝評定,就能有效的保證焊接質(zhì)量。本文對工程中鉻鉬合金鋼管道的焊接施工有借鑒作用,希望引起相關(guān)人員的關(guān)注并共同切磋、完善相關(guān)施工工藝。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03