臺達VFD-EL變頻器在紡織收放卷的應用
2021-11-18 03:43:42彭志洪
家園·電力與科技 2021年10期
彭志洪





應用系統
變頻器在紡織工業應用日趨廣泛,用變頻器可以控制馬達的轉速,可以方便的完成紡織工業中各種場合張力的控制,對于織物張力經常變化的場合,例如織物收放卷,利用改變馬達牙箱的轉速來調節織物張力,利用變頻器控制織物收放卷的應用還有以下的優點:
1.啟動時,馬達的電流可以控制在額定電流內,可以避免馬達全壓啟動對一次側電源的沖擊,維持供電系統的穩定。
2.由于馬達的平均轉速降低了,可以延長馬達以及牙箱的使用壽命。
3.可以控制啟動與停機時織物的密度在目標范圍內。
自動打卷系統最基本的應用方式是利用張力放大器,一般俗稱的 PID 控制表頭輸出類比訊號來控制變頻器調速。臺達 VFD-EL 系列為多功能迷你型變頻器,功率范圍 200W~0.75KW,內建自動打卷的功能,讓自動打卷的應用更方便也更經濟,此篇應用范例為臺達 VFD-EL 變頻器在單機自動打卷應用,適用在國峰織機以及各類卷布等自動打卷的應用場合。利用臺達 VFD-EL 變頻器在單機自動卷布應用除了達到一般變頻器作自動打卷的收放自如外,更有以下優點:
1.VFD-EL 內建高階智能 PID 控制器,省去大家外接自動打卷專用 PID 表頭的成本。
2.VFD-EL 內建停機自動偵測與自動啟動的功能,省去大家外接 PLC 控制器與繼電器做停機自動偵測與自動啟動功能的成本。
3.VFD-EL 的輸入電壓范圍齊全,單相 110V、單相 230V,三相 230V 與三相 460V,適用各種馬達,也可適用在不同的國家。
系統架構與張力放大器配線說明
自動打卷控制由張力放大器回授 0~10V 的訊號給變頻器作 PID 控制,經過 PID 控制運算后輸出頻率來控制馬達的轉速來達到所設定的張力。張力放大器最常見使用規格為兩線式,0~10V,VFD-EL 的控制端子如下圖所示,請將放大器的﹝+﹞端子連接 VFD-EL 的 AVI 端子,放大器的﹝-﹞端子連接 VFD-EL 的 ACM 端子,并且將 AVI 與 ACI 撥切開關切換至 AVI 的位置(出廠設定為 AVI),整個系統架構,如下圖所示,
在自動打卷應用上,大家希望在變頻器直接顯示張力數值也直接設定張力數值,VFD-EL 可以根據客戶的物理量作為自動打卷應用的張力設定范圍,一般常見的張力放大器為 0~10V,對應的張力范圍為 0~10KG,因此只要設定參數00.13=100 與 00.14=1,就可以直接設定目標值 0~10KG 做張力控制。
在自動打卷應用上,大家希望在變頻器直接顯示目標張力數值與現在張力數值,只要在參數 10.18 設定自動控制的張力最大值,再將參數 00.03=3 與 00.04=8,VFD-EL 即可直接顯示自動打卷的目標張力數值與現在張力數值
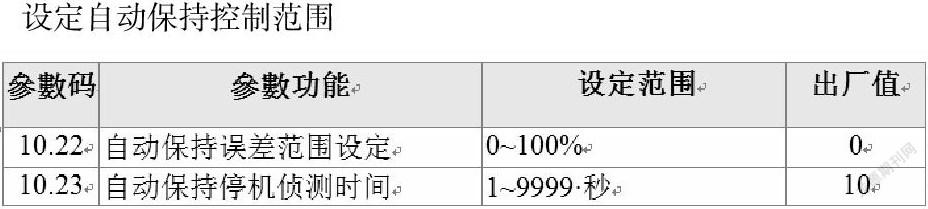
設定自動保持控制范圍
參數 10.22 的基底為 PID 控制設定的目標值,當偏差量小于 10.22 且時間大于10.23 時,變頻器會減速停機,以便進入自動保持的待機狀態,此時減速停機的減速時間是根據第二段減速時間參數 01.12。如果在減速停機過程中,偏差量仍維持在設定的誤差范圍內,系統將進入待機狀態。
設定漏水(微量失壓)偵測功能
參數 10.24 的基底為 PID 控制設定的目標值,當系統在自動保持停機的狀態下,若因為漏水(微量失壓),導致誤差量大于此偏差量時,變頻器即開始運轉。此主要是為了避免系統因為漏水(微量失壓)的關系,造成驅動器頻繁的起停。
參數 10.25 設定為回授值的變化量,基底為 PID 控制設定的目標值,參數 10.26 則為單位時間的設定值。當回授值的變化量小于此兩個參數的設定時,表示系統處于漏水狀態。當系統在自動保持停機的狀態下,若回授值的變化量大于此設定量時,變頻器即開始運轉,以維持系統的穩定。
VFD-EL 可以根據參數 10.12 與參數 10.13 設定張力放大器的異常范圍,當張力放大器回授異常時,可以根據參數 10.20 與參數 10.21 動作,此功能可以避免停機時馬達空轉損壞,變頻器也不會因為停機而停止,可以不斷進行自動偵測直到恢復目標張力繼續做自動打卷。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39