新鋼大線能量焊接石油儲罐用12MnNiVR鋼板的研制
2021-11-11 03:46:46劉勝赫董富軍胡振平熊慎凱
山東冶金 2021年5期
關鍵詞:工藝
劉勝赫,董富軍,胡振平,熊慎凱
(新余鋼鐵股份有限公司,江西 新余338001)
1 前 言
2004年以來,石油儲備成為保證國家能源安全的重要措施之一。據預測,大型石油儲罐用鋼板每年的消耗量約十幾萬噸[1]。國外大型石油儲罐用鋼板的開發以日本為主,武鋼率先在國內進行了抗拉強度不低于610 MPa 級高強度大線能量焊接鋼板的開發,為該鋼板的工程應用奠定了基礎,國產大線能量焊接儲罐用鋼的開發和應用需迫切解決。石油儲備油罐的制造向高強度,大型化方向發展,要求鋼材不但要有高的強度和韌性,還要具有良好的焊接性能。大線能量焊接對傳統低合金鋼焊接熱影響區的強度和韌性會造成惡化,其強度和韌性隨焊接能量的提高而大幅下降,通過氧化物冶金技術及提高軋后冷卻速度,控制高熔點第二相粒子的尺寸和分布,抑制HAZ 區域奧氏體晶粒的長大,減少M-A 組織,改善焊后韌性[2-6]。新鋼借助多年的技術進步和設備改造成果,2009年XG610E大線能量焊接調質壓力容器鋼板通過容標委技術評審,鋼板市場認可度逐漸提高。
2 成分設計與物理冶金性能研究
2.1 成分設計
大型原油儲備用鋼需要良好的強韌性匹配、焊接性能、模擬焊后熱處理性能等。采取低碳當量,是確保鋼板焊接性優異的根本條件;合金化目的在于控制組織結構的預期轉變,奠定鋼板的強韌性基礎,適量Nb、V、Ti、Mo、Ni系合金元素的添加已成為主要的合金化方式;不使用對淬透性影響特別顯著的元素,如B和Cr等,采用較低的Mo含量和碳含量用于減少熱影響區上貝氏體及M-A 島的生成趨向,提高韌性;低N 高Al 微量Ti 合金化處理方法,形成高溫析出的氮化物,細化焊接熱影響區組織,增加形成的針狀鐵素體含量,保證熱影響區的強度和韌性,能徹底解決大線能量焊接對熱影響區韌性惡化的問題[7];提高鋼水純凈度、降低有害元素含量,有益于鋼板塑性、韌性和焊接性的改善。根據設計思路,具體成分見表1。

表1 化學成分(質量分數)%
2.2 連續冷卻轉變曲線
了解相變點和鋼在冷卻條件下的組織轉變行為是制定軋制工藝的基礎。采取熱模擬試驗機Gleeble-3800對鋼種進行CCT和SHCCT曲線測定,為成功開發鋼板提供依據。
CCT 曲線測得的鋼板AC1=705 ℃,AC3=865 ℃,從圖1 可以看出,在較寬的冷卻速度范圍內(冷卻速度約為20~0.28 ℃/h)均得到鐵素體+珠光體+貝氏體的顯微組織。冷卻速度較快(冷速>20 ℃/s)時得到完全的貝氏體組織,冷速較慢(<0.28 ℃/h)時得到完全的鐵素體+珠光體組織。
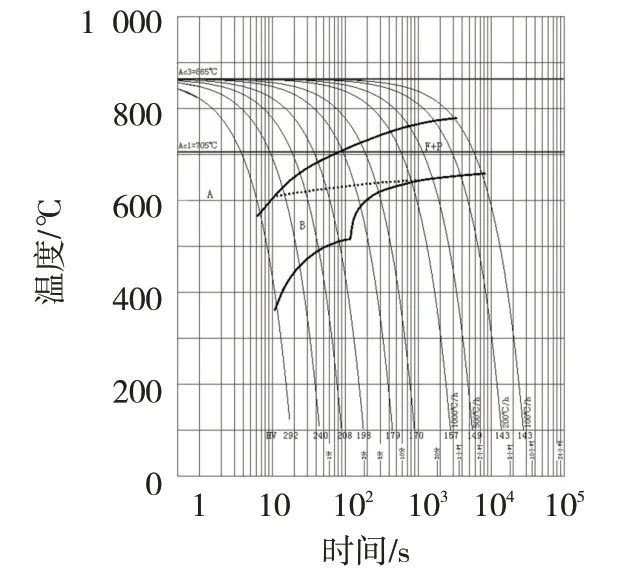
圖1 試驗鋼連續冷卻轉變CCT曲線
試驗測定的SHCCT 曲線如圖2 所示。從SHCCT 曲線可以看出,t8/5較小時,主要得到貝氏體組織,此類貝氏體主要為板條狀貝氏體。當t8/5>30 s時開始出現少量針狀鐵素體組織,此時貝氏體組織仍然占據較多含量。當t8/5>90 s時,組織中開始出現少量珠光體組織,此時針狀鐵素體數量增多。當t8/5=500 s 時,組織中貝氏體含量較少,主要為針狀鐵素體和珠光體組織。

圖2 鋼的SHCCT曲線
3 工藝控制技術
大型石油儲罐用鋼板的冶煉連鑄生產工藝流程為:鐵水預處理(脫硫脫磷)—轉爐熔煉—吹氬攪拌—LF 爐精煉—真空處理(VD 或RH)—連鑄(全程保護澆注)—鑄坯坑冷。提高細小均勻分布的高熔點析出相、鋼水純凈度,對硫化物夾雜進行變形處理,是成功冶煉大線能量焊接12MnNiVR 的關鍵。通過精煉過程中氧活度的控制,可以實現凝固過程中Al2O3和 Ti2O3析出尺寸的控制[8]。Ti 的氧化物很容易在鋼液中聚集長大,甚至上浮,凝固過程中,這種較大尺寸的氧化鈦聚合體多會殘留在鋼中,對大熱輸入焊接性能產生不利影響,所以不能單純地采用所謂Ti 的脫氧方法來生產大熱輸入焊接用鋼。轉爐出鋼按金屬錳-硅鐵-硅鋁鋇鐵-鋼芯鋁順序加入脫氧;鋼包出精煉爐前定氧,當氧含量≤5×10-6時,加入鈦鐵;真空脫氣后,喂鈣線,進行夾雜物改性處理,同時做好全程保護澆注。
大型原油儲罐用鋼板的軋制及熱處理工藝流程為:加熱—控軋控冷(TMCP)—熱處理—發運。控軋控冷工藝是一種有效改善產品最終組織和性能的方法,配合合理的成分設計和焊接工藝,可得到以針狀鐵素體為主的具有優良綜合力學性能的HAZ 混合型細晶組織[9]。大型原油儲罐用鋼板的調質處理包括在線和離線兩種熱處理方式,涉及的工藝:直接淬火-回火工藝(DQ+FT),直接淬火-在線熱處理工藝(DQ+HOP),離線淬火-回火工藝等。
4 冷卻速度對力學性能影響
國內外部分企業相繼開發了在線冷卻+離線回火工藝,替代傳統的離線淬火+回火工藝,節省了重新加熱奧氏體化過程,簡化生產工藝,降低制造成本[10]。安排不同軋制和軋后冷卻工藝對厚度20 mm 鋼板組織和性能的影響試驗,試驗工藝如表2所示。

表2 鋼板軋制和冷卻工藝
對熱軋鋼板進行金相組織分析,如圖3所示。

圖3 不同冷卻下鋼板的基體組織
1號鋼板冷卻速度小,組織為鐵素體、貝氏體和少量珠光體;2號鋼板組織為少量鐵素體和貝氏體;3 號鋼板冷卻速度21.0 ℃/s,組織出現貝氏體和共析鐵素體,出現較多共析鐵素體組織,原因是鋼板使用軋機平整時,壓下量小,鋼板弛豫時間長,超過了孕育時間,發生鐵素體轉變。4 號鋼板組織為貝氏體和馬氏體。鋼板經相同的調質工藝處理后,鋼板性能見表3。從表3看出,隨著冷卻速度的提高,鋼板調質后強度略微增加,沖擊值由243 J 提高到281 J。當冷卻速度大于30 ℃/s 時,熱軋鋼板主要為貝氏體和馬氏體組織,鋼板離線調質后,屈服強度提高8.72%,抗拉強度提高5.70%,伸長率降低2.78%,沖擊值降低。控制熱軋鋼板組織形態對調質鋼板性能有一定的影響。
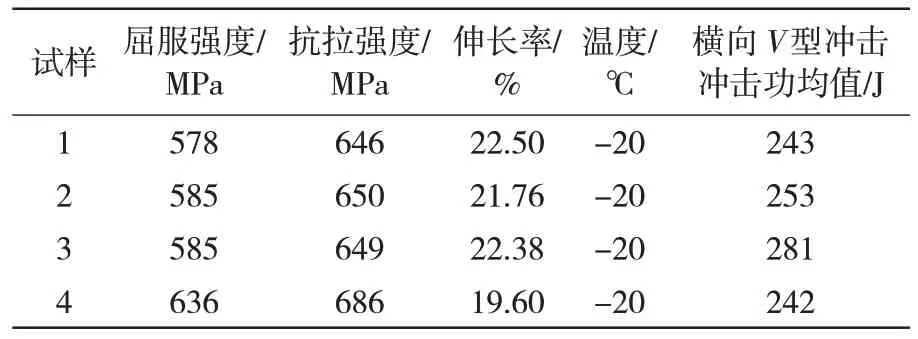
表3 鋼板力學性能
5 鋼板認證實物性能
新鋼在對大線能量焊接12MnNiVR 鋼板進行容標委技術評審過程中,除常規力學性能檢測外,還進行了全面系統的物理參數檢測。
5.1 不同厚度鋼板韌性特征值
對不同厚度鋼板進行系列溫度沖擊試驗,分別按沖擊吸收功及沖擊試樣的纖維斷面率確定的不同厚度鋼板的韌脆性轉變溫度,具體見表4。
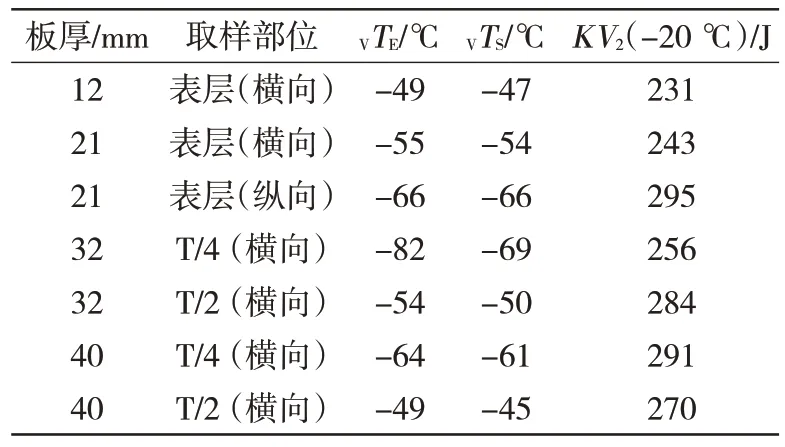
表4 不同厚度鋼板的韌性特征值
從表4數據可以看出,鋼板不同部位取樣的VTE和VTS均低于-45 ℃,表明不同厚度的鋼板具有良好的低溫韌性。
5.2 鋼板Z向性能
從表5 檢測結果表明,XG610E 鋼板具有良好的抗層狀撕裂性能。

表5 32 mm鋼板Z向斷面收縮率 %
5.3 鋼板高溫性能
對XG610E的21、32、40 mm規格的鋼板進行了系列溫度的高溫拉伸試驗,試驗結果如圖4 所示。500 ℃的屈服強度依然保持了室溫屈服的80%以上,鋼板具有良好的高溫性能。

圖4 不同厚度規格鋼板高溫強度
5.4 鋼板應用性能
鋼板經過2.5%變形+250 ℃時效或5%變形+250 ℃時效的試驗后,時效敏感小,沖擊依然保持良好,鋼板變形后再經過580 ℃消除應力熱處理后,依然保持了很好的沖擊韌性。
5.5 鋼板的焊接性能
在熱模擬試驗機上對試樣進行了焊接線能量為100 kJ/cm和120 kJ/cm的不同最高加熱溫度的焊接熱模擬試驗,試樣的沖擊韌性如表6所示。從表6數據看,焊接線能量為100 kJ/cm下鋼板-15 ℃橫向沖擊值滿足標準要求,具備良好的焊接性。
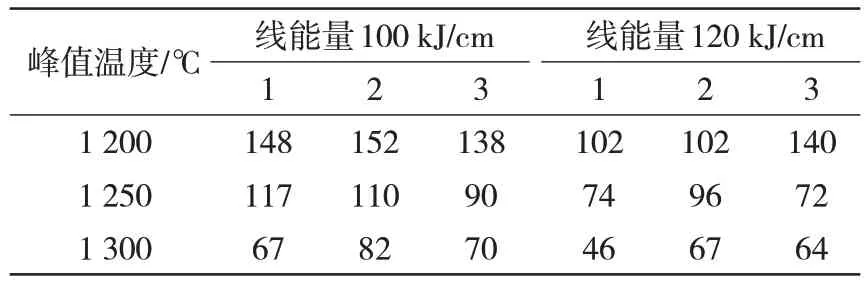
表6 不同焊接能量下試樣的-15 ℃橫向沖擊值/J
經檢測,鋼板無塑性轉變溫度NDTT 低于-35 ℃。鋼板經過低溫(-20 ℃)的裂紋尖端張開位移CTOD試驗,鋼板具有良好的抗裂性能。鋼板經過560~620 ℃保溫2 h 的模擬焊后,鋼板屈服強度稍有下降,抗拉強度幾乎沒有變化,伸長率和-20 ℃低溫韌性無大的變化,其他性能良好,可見鋼板可經過多次焊后熱處理。
5.6 批量生產實物質量
隨著新鋼公司多輪設備改造,技術升級,產品實物控制水平逐漸提高,12MnNiVR 的Pcm 值范圍0.17%~0.20%,平均值0.185%。對鋼板力學性能統計如表7 所示,由數據可見,產品的力學性能優良。

表7 鋼板的力學性能情況
6 結 論
6.1 新鋼生產的石油儲罐用12MnNiVR 鋼板性能穩定,完全可服務于10~15 萬m3大型石油儲備罐建設的用鋼需求。
6.2 通過控軋控冷工藝,當軋后冷卻速度>30 ℃/s,熱軋鋼板組織為貝氏體+馬氏體,可以提高調質12MnNiVR鋼板強度。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
