懸臂埋弧焊及自動跟蹤系統(tǒng)設(shè)計
2021-11-10 14:08:19劉東偉
科學與生活 2021年12期
劉東偉
摘要:本文分析了目前我司箱型柱焊接現(xiàn)狀,焊接設(shè)備工作原理,設(shè)計改造思路及方法,機械傳動選型、控制系統(tǒng)選型及自動跟蹤控制系統(tǒng)的編程,系統(tǒng)接線及調(diào)試。
關(guān)鍵詞:箱型、焊接設(shè)備、自動跟蹤系統(tǒng)
一、前言
2018年初我司因為有一大批鋼結(jié)構(gòu)箱型柱需要加工,在焊接工序公司現(xiàn)有的設(shè)備無法滿足箱型柱焊接需求,如果采用外協(xié)加工,會產(chǎn)生較高的外協(xié)成本,如果重新采購設(shè)備,則要從申報項目審批、設(shè)備招標采購、到安裝調(diào)試投入使至少需要4-5個月時間,根本無法滿足工程要貨期。在這樣的背景下,我專門根據(jù)箱型柱加工類型范圍設(shè)計了一臺懸臂埋弧焊,時間周期只需要30天,經(jīng)過計劃和評估完全能夠滿足工程交貨期。
二、設(shè)計思路
1、設(shè)計思路;由于該批箱型柱截面大多在600-800mm范圍內(nèi),而且板厚都在14-16mm左右,因此設(shè)備可以按加工要求定制,可大大節(jié)省設(shè)備占地面積,焊接電源采用2臺ZX-1250A小車埋弧焊進行改造,省去焊接電源采購成本,電氣控制部分采用PLC+變頻器,因該部分可以在任何電氣市場采購到,所以沒有貨期限制。設(shè)備機身由工廠的余料方鋼及鋼板等制作,大大節(jié)省了設(shè)備開發(fā)設(shè)計及制作時間和成本。在焊接時由于軌道誤差,以及放置的箱型柱與設(shè)備機身不可能完全平行,設(shè)計一套焊縫自動跟蹤系統(tǒng)能夠解決該問題,并能提高工作效率。
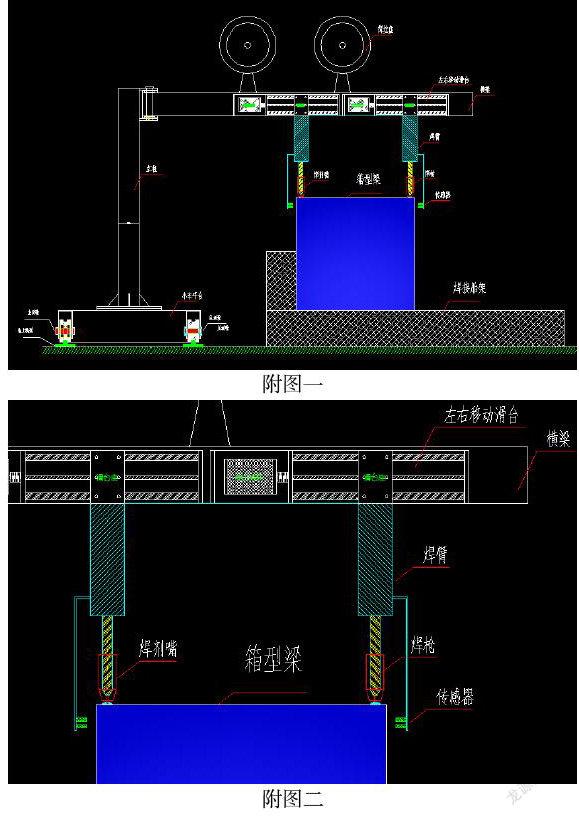
2、機架設(shè)計;根據(jù)需要焊接的箱型柱設(shè)計主機架,主機架由小車平臺及立柱和橫梁組成,小車平臺由2只主動輪2只從動輪及驅(qū)動減速機和電機組成,小車平臺具有支撐焊臂及放置焊接電源的功能,是整個設(shè)備的行走機構(gòu)。橫梁具有固定左右移動滑臺、焊臂焊槍、焊絲盤等功能(見附圖1)。
3、電氣控制;采用PLC觸摸屏一體機,為減少變頻器控制線路以及方便調(diào)節(jié)和顯示速度,PLC和變頻器之間采用模擬量控制,同時也減少了控制面板上的實體開關(guān)按鈕,在觸摸屏上實現(xiàn)焊接和空行速度的切換與調(diào)節(jié)。自動跟蹤系統(tǒng)采用2只接近開關(guān)作為焊接焊縫的檢測,兩個接近開關(guān)之間距離相差1cm,與箱型柱之間相差5cm這樣在焊接時焊絲始終在焊縫的合適位置,達到跟蹤目的(見附圖二)。
4、軌道設(shè)計;軌道采用φ20圓鋼焊接在寬150mm厚12mm的鋼板上,鋼板固定在地面,并且安裝時調(diào)整好軌道中心距。
5、部件選型;焊接電源采用工廠現(xiàn)有的半自動埋弧焊機,型號為ZX-1250,為節(jié)省空間及投入成本,控制部分選用PLC觸摸屏一體機1臺型號MC24MR-12MT-500-ES-B,變頻器1臺CDI-EM60 0.75KW ,驅(qū)動電機減速機2套RV050-100-63B5,焊臂移動采用重型雙線軌滾珠絲桿直線導(dǎo)軌滑臺2套,含步進電機及驅(qū)動器,小車行走主動及從動輪,根據(jù)軌道而設(shè)計加工而成,輪槽φ22mm,輪外徑為150mm。
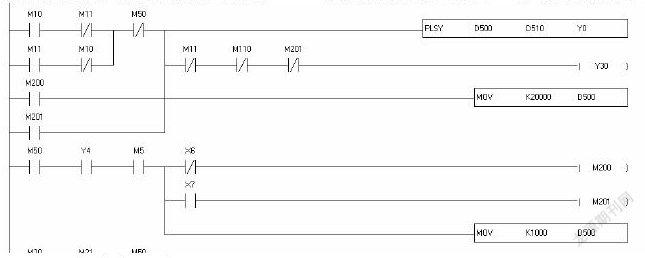
6、程序設(shè)計;6.1、小車行走程序設(shè)計思路,因為采用變頻器開環(huán)控制,不需要反饋信號,為提高系統(tǒng)控制可靠性及簡化電路,變頻器采用模擬量控制,PLC一體機的AD端接電位器,將電位器的模擬量輸入到PLC進行數(shù)模轉(zhuǎn)換一路信號用DA端輸出供變頻器模擬信號輸入控制焊接行走速度,一路信號在PLC內(nèi)部經(jīng)過轉(zhuǎn)換將輸入電壓信號轉(zhuǎn)換為數(shù)據(jù)顯示,由觸摸屏顯示行走速度。小車空車行走時速度由觸摸屏設(shè)定預(yù)置,在PLC內(nèi)用到傳送指令。6.2、焊臂移動及焊縫自動跟蹤;左右兩邊焊臂的移動在手動時由PLC外部輸入兩組左移右移信號,由PLC輸出指令分別驅(qū)動兩臺步進電機驅(qū)動器,在焊接時焊縫的自動跟蹤由焊臂上安裝的傳感器完成,每個焊臂安裝2個傳感器進行檢測,第一個檢測焊縫的位置兼做限位,第二個檢測焊槍的偏移量,當焊槍偏離焊縫時PLC馬上輸出指令,步進驅(qū)動器開始矯正動作,使焊縫始終保持1mm誤差范圍內(nèi)。(附圖3自動跟蹤程序)。
三、安裝與調(diào)試
1、按照設(shè)計圖制作焊接小車,焊接電源放置在焊接小車兩端,焊臂分別安裝在左右移動滑臺上,確認控制線路無誤后即可上電,理論上上電基本可按設(shè)計程序執(zhí)行。
2、啟動焊接小車空走,空走速度在觸摸屏上預(yù)置,確保預(yù)置范圍能達到空行要求,再轉(zhuǎn)換到焊接模式,由控制面板上的速度電位器調(diào)節(jié)速度,確保焊接過程速度符合焊接要求。
3、調(diào)試自動跟蹤系統(tǒng),在焊接區(qū)域放置一條箱型柱,將焊臂手動移動靠近箱型柱直至限位,手動調(diào)整焊槍使焊槍中心對準焊接部位,調(diào)節(jié)第二個傳感器,確保檢測距離比第一個大1mm,理論上1mm是最理想狀態(tài),但由于機械振動誤差建議調(diào)節(jié)為2mm,按下焊接啟動按鈕,小車開始按焊接速度行走,焊臂開始根據(jù)箱型柱的偏移量進行糾偏,觀察糾偏過程焊槍的移動情況,如果太慢不能及時的進行糾偏,如果太快會導(dǎo)致焊縫有輕微咬邊現(xiàn)象,此時需要在觸摸屏上設(shè)置糾偏時步進電機的脈沖頻率,設(shè)置完成后模擬運行2-3次循環(huán),沒有異常后即可正常投入使用。
參考文獻
[1] 彭亞楠, 張武, 謝映,等. 觸摸屏PLC一體機在太陽能熱水控制系統(tǒng)中的應(yīng)用, 機電技術(shù), 2015(03):65-67.
[2]曹麗婷, 田景文, 聶雪媛. 焊接機器人焊縫自動跟蹤系統(tǒng)[J]. 微計算機信息, 2006, 22(03S):77-79.