連續(xù)面曝光石墨烯-樹脂復(fù)合材料三維打印
2021-11-10 01:58:38張廣明林榮會(huì)
蔣 進(jìn),張廣明,林榮會(huì)
(青島理工大學(xué)山東省增材制造工程技術(shù)研究中心,山東青島 266520)
自從石墨烯從天然石墨中分離出來,它就以二維納米材料的形式引起了學(xué)術(shù)界以及工業(yè)界的極大興趣。石墨烯中的碳原子具有sp2雜化軌道,晶格結(jié)構(gòu)呈現(xiàn)蜂窩形狀,被賦予了優(yōu)異的光學(xué)性能、機(jī)械性能、導(dǎo)熱性能以及相當(dāng)高的載流子遷移率和較大的比表面積,因此以石墨烯作為添加物制備性能優(yōu)異的復(fù)合材料具有非常重要的意義。根據(jù)基體材料的不同,可將這些復(fù)合材料分為石墨烯-陶瓷復(fù)合材料、石墨烯-金屬復(fù)合材料、石墨烯-聚合物復(fù)合材料[1-5]。其中石墨烯-聚合物復(fù)合材料的傳統(tǒng)成型工藝有手糊成型、模壓成型、熱壓罐成型、擠拉成型、纏繞成型等。雖然這些工藝在現(xiàn)有生產(chǎn)中占有一席之地,但是存在非常明顯的缺點(diǎn): 手糊成型工藝的生產(chǎn)效率低,勞動(dòng)強(qiáng)度大; 模型工藝的設(shè)備投資大,產(chǎn)品截面受限; 纏繞成型工藝的投資大,技術(shù)要求高。同時(shí),上述工藝都不適用于復(fù)雜的三維結(jié)構(gòu),限制了石墨烯-聚合物復(fù)合材料的廣泛應(yīng)用[6-8]。
鑒于上述傳統(tǒng)方法的一系列缺點(diǎn),越來越多的研究人員將三維(3D)打印與石墨烯-聚合物復(fù)合材料結(jié)合在一起。主要工藝有選區(qū)激光燒結(jié)(selected laser sintering,SLS)、立體光固化成形(stereo litho-graphy apparatus,SLA)、數(shù)字光處理(digital light processing,DLP)、熔絲沉積成形(fused deposition modeling,F(xiàn)DM)、墨水直寫(direct ink writing,DIW)、3D打印(three-dimensional printing,3DP)[9-10]。在石墨烯-聚合物復(fù)合材料的光固化3D打印領(lǐng)域,科研人員主要使用SLA、DLP技術(shù)。Lin等[11]利用SLA技術(shù)打印石墨烯質(zhì)量分?jǐn)?shù)為0.2%的石墨烯-樹脂復(fù)合材料,拉伸強(qiáng)度與伸長(zhǎng)率分別提高了48%、13%。Zuo等[12]利用DLP技術(shù)制得石墨烯-羰基鐵粉(CIP)-聚甲基丙烯酸甲酯(PMMA)納米復(fù)合材料,得到了所需的優(yōu)異的微波吸收性能。上述方法都是基于傳統(tǒng)的SLA、DLP技術(shù)實(shí)現(xiàn)打印的,目前針對(duì)復(fù)合材料的連續(xù)打印鮮有報(bào)道。
本文中提出連續(xù)面曝光石墨烯-聚合物復(fù)合材料的3D打印工藝,以解決現(xiàn)有光固化復(fù)合材料3D打印技術(shù)存在的分層嚴(yán)重的問題,并改善成型件的表面形貌。
1 基本原理與工藝流程
1.1 基本原理
本文中提出的連續(xù)面曝光石墨烯-樹脂復(fù)合材料3D打印工藝原理如圖1所示。該工藝充分利用光敏樹脂自身氧阻聚的特點(diǎn)。氧阻聚效應(yīng)在光敏樹脂中的存在使得成型件與打印窗口之間形成不固化的區(qū)域,稱為死區(qū)。死區(qū)的存在使得成型件與打印窗口之間不會(huì)出現(xiàn)黏連現(xiàn)象,從而可以實(shí)現(xiàn)連續(xù)打印過程,最終達(dá)到改善成型件表面形貌以及提高打印效率的目的[13]。

PET—聚對(duì)苯二甲酸乙二醇酯;PDMS—聚二甲基硅氧烷。圖1 連續(xù)面曝光石墨烯-樹脂復(fù)合材料三維打印工藝原理
光敏樹脂最主要的成分是光引發(fā)劑以及單體或預(yù)聚物。在受到外界光能的作用時(shí),光引發(fā)劑分子從基態(tài)躍遷至活躍的激發(fā)態(tài),此時(shí)會(huì)產(chǎn)生一定數(shù)量的活性碎片,可以引發(fā)單體或預(yù)聚物發(fā)生聚合反應(yīng),具體表現(xiàn)為光敏樹脂的固化。其中活性碎片的種類有自由基、陽離子、陰離子,相對(duì)應(yīng)地,光敏樹脂分為自由基型光敏樹脂、陽離子型光敏樹脂、陰離子型光敏樹脂。
物質(zhì)的基態(tài)一般是單線態(tài),但是存在例外,比如氧分子的基態(tài)就是三線態(tài),有2個(gè)自旋方向相同的未成對(duì)電子,可以認(rèn)為氧分子是雙自由基。在高含氧量的光敏樹脂的固化過程中,氧分子的2個(gè)自由基不僅不會(huì)促進(jìn)單體或預(yù)聚物的聚合,而且還會(huì)與光引發(fā)劑躍遷產(chǎn)生的活性碎片發(fā)生聚合反應(yīng),消耗活性碎片,并且這種消耗速度遠(yuǎn)大于單體或預(yù)聚物的聚合速度。
活性自由基引發(fā)單體聚合的反應(yīng)式為
R·+CH2=CXY→R—CH2—C·XY+單體→聚合物,
式中:R·為活性碎片;X、Y為不同的預(yù)聚物。
活性自由基與氧分子加成的反應(yīng)式為
R·+O2→R—O—O·,
R—CH2—C·XY+O2→R—CH2—CXY—O—O·,
式中R—O—O·為過氧自由基。
光敏樹脂中氧分子與活性碎片快速結(jié)合現(xiàn)象會(huì)導(dǎo)致其中的單體或預(yù)聚物無法充分聚合,狀態(tài)表現(xiàn)為黏度輕微變大,但遠(yuǎn)沒有達(dá)到固化狀態(tài)。這種現(xiàn)象稱為氧阻聚效應(yīng)。
由圖1可知,在打印過程中,空氣中的氧分子透過復(fù)合富氧膜進(jìn)入漿料槽中的漿料,并且氧含量隨著與復(fù)合富氧膜距離的增大而減小。此時(shí),靠近復(fù)合富氧膜的漿料在吸收外界光能時(shí)會(huì)因高含氧量而產(chǎn)生氧阻聚效應(yīng)形成死區(qū),因此打印時(shí)不需要?jiǎng)冸x操作,從而真正實(shí)現(xiàn)了連續(xù)打印,并且在理論上,成型件的表面精度可以達(dá)到無限細(xì)膩。
1.2 工藝流程
連續(xù)面曝光石墨烯-樹脂復(fù)合材料3D打印工藝流程如下。
1)打印模型準(zhǔn)備。首先將3D圖形以STL文件格式導(dǎo)入切片軟件,在考慮打印時(shí)長(zhǎng)、漿料可固化厚度、精度要求等因素后,對(duì)模型進(jìn)行盡可能薄地分層切片;然后將切片所得數(shù)據(jù)制作成視頻文件,并導(dǎo)入數(shù)字光處理模塊。
2)復(fù)合漿料制備。將一定比例的樹脂與石墨烯進(jìn)行球磨混合,磨機(jī)轉(zhuǎn)速為500 r/min,研磨時(shí)間為12 h,每1 h暫停10 min;然后進(jìn)行真空除泡2 h,得到所需的復(fù)合漿料。
3)連續(xù)面曝光3D打印。首先將打印平臺(tái)緩慢浸入漿料(過快容易產(chǎn)生氣泡),直至打印平臺(tái)與復(fù)合富氧膜的距離略大于死區(qū)厚度;然后利用數(shù)字光處理模塊將制得的視頻圖像投影到漿料,同時(shí),打印平臺(tái)以一定的速度上升。此時(shí),受到紫外光輻照后固化的成型件隨著打印平臺(tái)的上升而不斷上升。成型件上升留出的空隙被四周的漿料迅速填充,整個(gè)過程一直處于連續(xù)狀態(tài)。在最終視頻播放完成的同時(shí),將石墨烯-樹脂復(fù)合材料成型件完整地從漿料中“拖”出。
4)打印后處理。打印完成后,取下并清理成型件,并進(jìn)行二次固化。光-熱雙重固化樹脂熱固化參數(shù)如下:真空環(huán)境。加熱速率為1 ℃/min,加熱至100 ℃,保溫1 h;再加熱至150 ℃,保溫1 h;繼續(xù)加熱至180 ℃,保溫1 h,自然冷卻至室溫。
2 試驗(yàn)
2.1 試驗(yàn)裝置
連續(xù)面曝光石墨烯-樹脂復(fù)合材料3D打印試驗(yàn)裝置如圖2所示,主要包括控制模塊、打印平臺(tái)、漿料槽、復(fù)合富氧膜、數(shù)字光處理模塊等。控制模塊用來設(shè)置打印平臺(tái)的Z向移動(dòng)參數(shù)速度和位移;數(shù)字光處理模塊是具有高分辨率并且可以調(diào)節(jié)光源亮度的DLP投影光機(jī),投射光波長(zhǎng)為405 nm,光源最大功率為800 mW;復(fù)合富氧膜由支撐層和低表面能層2個(gè)部分組成,支撐層選用微孔聚對(duì)苯二甲酸乙二醇酯(polyethylene terephthalate,PET)膜來保證支撐強(qiáng)度和一定的透氧性,低表面能層選用聚二甲基硅氧烷(polydimethylsiloxane,PDMS)防止黏附,從而保證漿料的填充,二者通過高速旋涂方法進(jìn)行結(jié)合,形成復(fù)合富氧膜。
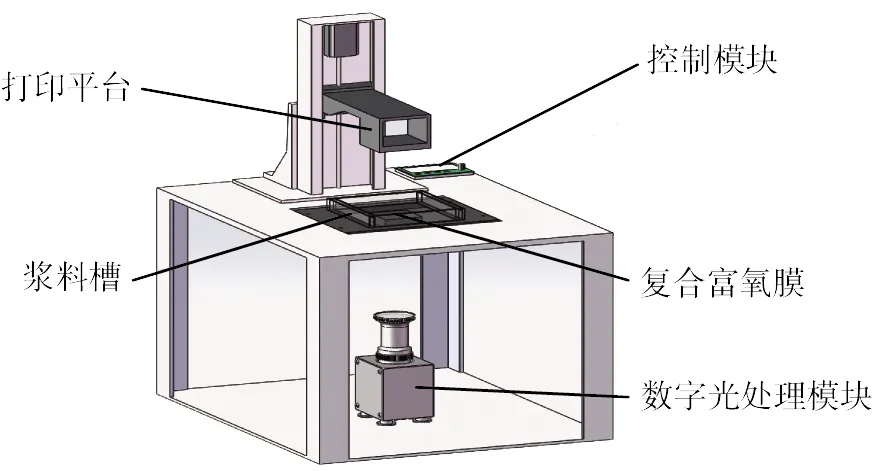
圖2 連續(xù)面曝光石墨烯-樹脂復(fù)合材料三維打印試驗(yàn)裝置
2.2 試驗(yàn)材料
試驗(yàn)材料包括: 光-熱雙重固化樹脂,黏度為300 mPa·s,中國科學(xué)院蘭州化學(xué)物理研究所; 多層石墨烯,使用工業(yè)級(jí)多層粉末,片層直徑為10~50 μm,片層厚度為3.4~7 nm,江蘇省蘇州碳豐石墨烯科技有限公司; 微孔PET膜,孔徑為0.45 μm,膜厚約為20 μm,北京海成世潔過濾器材有限公司。
3 結(jié)果與討論
3.1 工藝參數(shù)對(duì)連續(xù)面曝光3D打印過程的影響
對(duì)于連續(xù)面曝光3D打印,影響打印過程的主要參數(shù)有漿料流變性能、死區(qū)厚度、光照強(qiáng)度、打印速度。本文中使用的連續(xù)面曝光3D打印工藝可以實(shí)現(xiàn)連續(xù)打印,這是由于隨著打印平臺(tái)的上升,成型部分留出的空隙迅速被周圍的漿料填充,因此漿料流變性能直接影響最大打印速度、死區(qū)厚度以及光照強(qiáng)度的選擇。不同石墨烯含量的石墨烯-樹脂復(fù)合漿料及其對(duì)應(yīng)的流變性能如圖3所示。由圖可知,隨著石墨烯含量的增大,復(fù)合漿料的黏度增大,即流變性能變差,當(dāng)石墨烯質(zhì)量分?jǐn)?shù)為2.0%時(shí),黏度達(dá)到最大,為865.4 mPa·s。
圖4所示為打印成功與打印失敗的結(jié)果對(duì)比。當(dāng)流變性能較差時(shí),已經(jīng)固化的成型件上升留出的空隙不能及時(shí)被周圍的漿料填充,打印的成型件出現(xiàn)中間殘缺的現(xiàn)象(見圖4(b)),或者在打印過程中有2層未連接,具體表現(xiàn)為在打印平臺(tái)和復(fù)合富氧膜上各粘有一個(gè)小薄片(見4(c)),這些情況可以采取減小打印速度和增大死區(qū)厚度的措施進(jìn)行解決。
1)減小打印速度。較差的流變性能需要犧牲打印速度,從而給漿料填充預(yù)留足夠的時(shí)間。由圖3可知,石墨烯含量越大,石墨烯-樹脂復(fù)合漿料的流變性能越差,因此為了保證能夠成功打印,打印速度也越來越小,如表1所示。特別地,如果打印速度減至最小仍然不能填充完全,即為打印失敗。其中限制打印純樹脂的速度小于200 mm/h,原因是打印過快帶來的熱量會(huì)大幅加速復(fù)合富氧膜的老化。
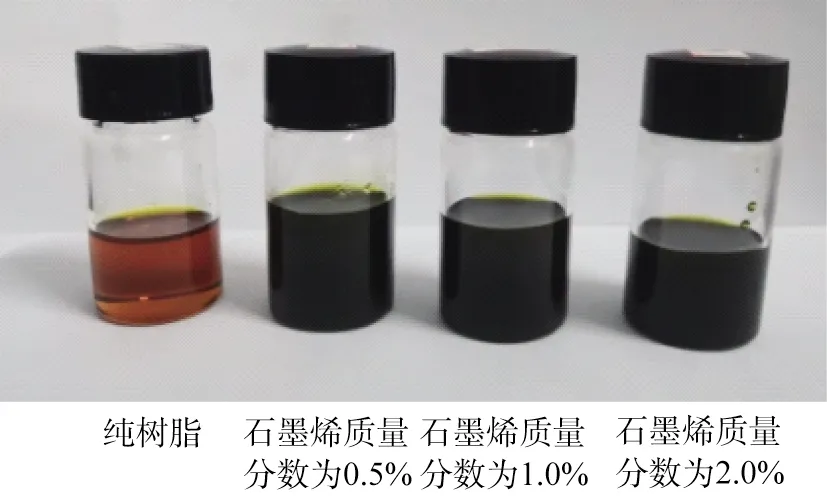
(a)復(fù)合漿料
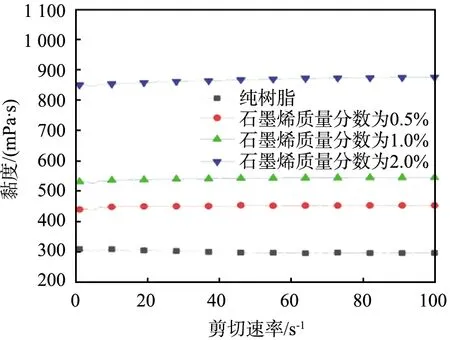
(b)剪切速率與黏度的關(guān)系
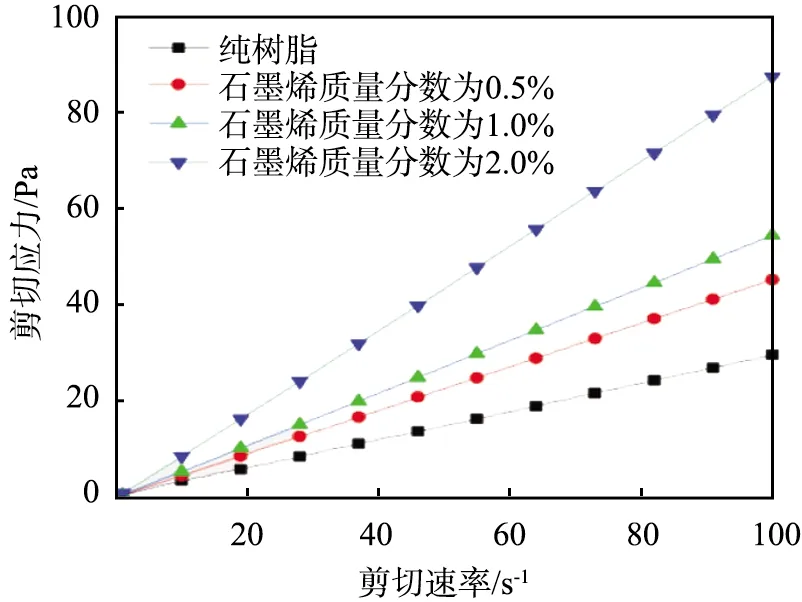
(c)剪切速率與剪切應(yīng)力的關(guān)系圖3 不同石墨烯含量的石墨烯-樹脂復(fù)合漿料 及其對(duì)應(yīng)的流變性能

(a)打印成功件 (b)打印失敗件1 (c)打印失敗件2圖4 打印成功與打印失敗的結(jié)果對(duì)比

表1 不同石墨烯含量復(fù)合漿料對(duì)應(yīng)打印速度
2)增大死區(qū)厚度。已知死區(qū)的存在是連續(xù)打印的必要條件,并且由圖1可知,死區(qū)厚度的增大顯然更有利于漿料的填充,從而更容易打印成功。死區(qū)厚度h為
(1)
式中:C為常數(shù);φ0為單位時(shí)間單位面積投影光源透射的光通量;α為光引發(fā)劑的濃度與紫外光吸收率的乘積;D為光敏樹脂的光敏特性。根據(jù)式(1),在石墨烯-樹脂復(fù)合漿料中,光照強(qiáng)度與死區(qū)厚度呈負(fù)相關(guān)[14],另外根據(jù)氧阻聚效應(yīng)概念,氧分子濃度與死區(qū)厚度呈正相關(guān)。
本文中的復(fù)合富氧膜是在多孔PET膜上旋涂PDMS制得的。PET膜的孔徑與PDMS的厚度直接影響漿料中氧含量,進(jìn)而影響死區(qū)厚度。在孔徑分別為0.22、0.45 μm的多孔PET膜上分別旋涂厚度為20、50、80 μm的PDMS制備不同的復(fù)合富氧膜,將DLP投影光機(jī)的光通量調(diào)至200 μm進(jìn)行死區(qū)厚度的測(cè)量與比較,結(jié)果如圖5所示。由圖可以看出,孔徑為0.45 μm的多孔PET膜上旋涂厚度為20 μm的PDMS制得的復(fù)合富氧膜對(duì)應(yīng)死區(qū)厚度最大,為78 μm,最利于漿料的填充。

圖5 死區(qū)厚度與聚對(duì)苯二甲酸乙二醇酯(PET) 膜孔徑、聚二甲基硅氧烷(PDMS)厚度的關(guān)系
PET膜孔徑為0.45 μm、PDMS厚度為20 μm的復(fù)合富氧膜如圖6所示。由式(1)可得,光照強(qiáng)度與死區(qū)厚度呈負(fù)相關(guān),利用該復(fù)合富氧膜進(jìn)行連續(xù)面曝光3D打印,理論上光照強(qiáng)度越小,死區(qū)厚度越大,更有利于漿料填充;但是由圖3(a)可知,石墨烯-樹脂復(fù)合漿料有較好的吸光能力,因此需要足夠的光照強(qiáng)度才可以穿透死區(qū)對(duì)漿料進(jìn)行固化,最終使成型件黏連在打印平臺(tái)上。最終利用復(fù)合富氧膜多次打印嘗試,得出打印不同漿料時(shí)最佳光照強(qiáng)度對(duì)應(yīng)的光源亮度與最大固化深度,如表2所示。
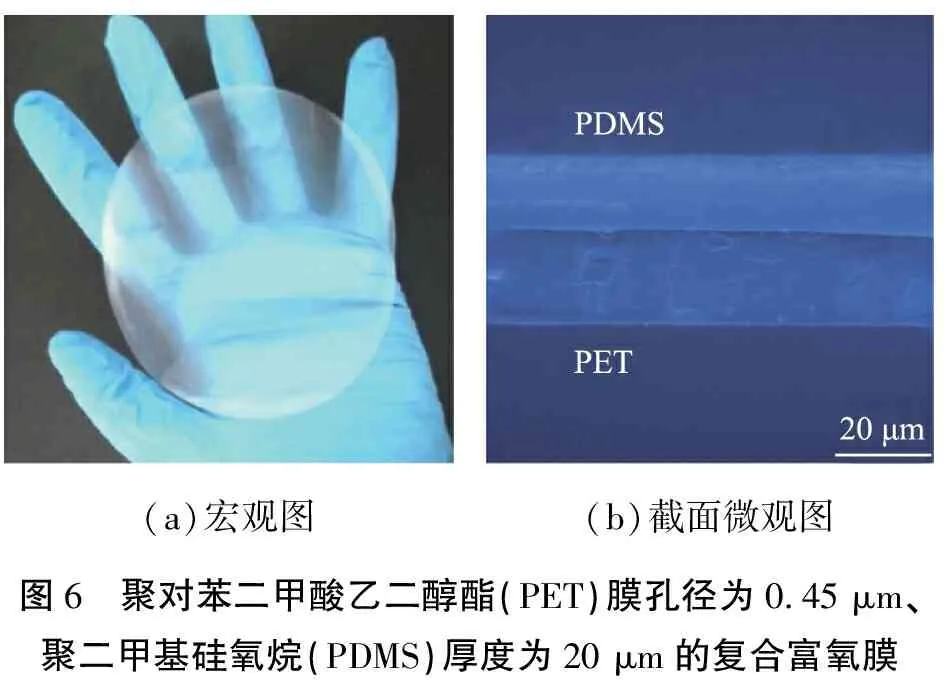
(a)宏觀圖(b)截面微觀圖圖6 聚對(duì)苯二甲酸乙二醇酯(PET)膜孔徑為0.45 μm、聚二甲基硅氧烷(PDMS)厚度為20 μm的復(fù)合富氧膜
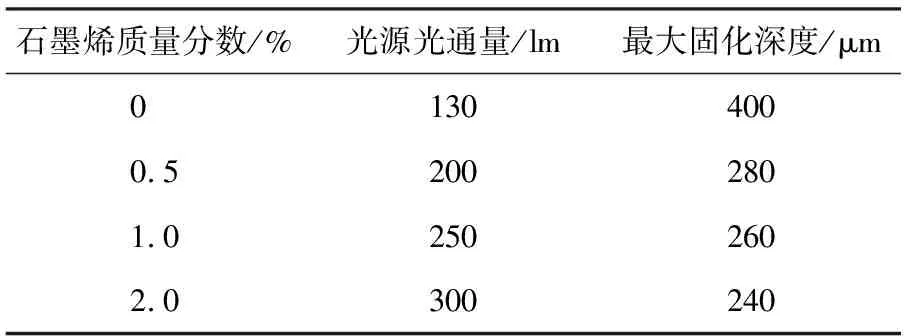
表2 打印不同漿料時(shí)最佳光照強(qiáng)度對(duì)應(yīng)的光源亮度與最大固化深度
根據(jù)上述工藝參數(shù)與打印過程的關(guān)系的研究,可以得到不同石墨烯含量的復(fù)合漿料與打印光源亮度和打印速度的關(guān)系,以及最適合本文中所用漿料的復(fù)合富氧膜的組成部分。針對(duì)石墨烯質(zhì)量分?jǐn)?shù)為2.0%的漿料,選擇最合適的工藝參數(shù)進(jìn)行打印,即在孔徑為0.45 μm的PET多孔膜上旋涂厚度為20 μm的PDMS制備復(fù)合富氧膜,連續(xù)面曝光打印的光源光通量為300 lm,打印速度為14 mm/h,打印成型件如圖7所示。
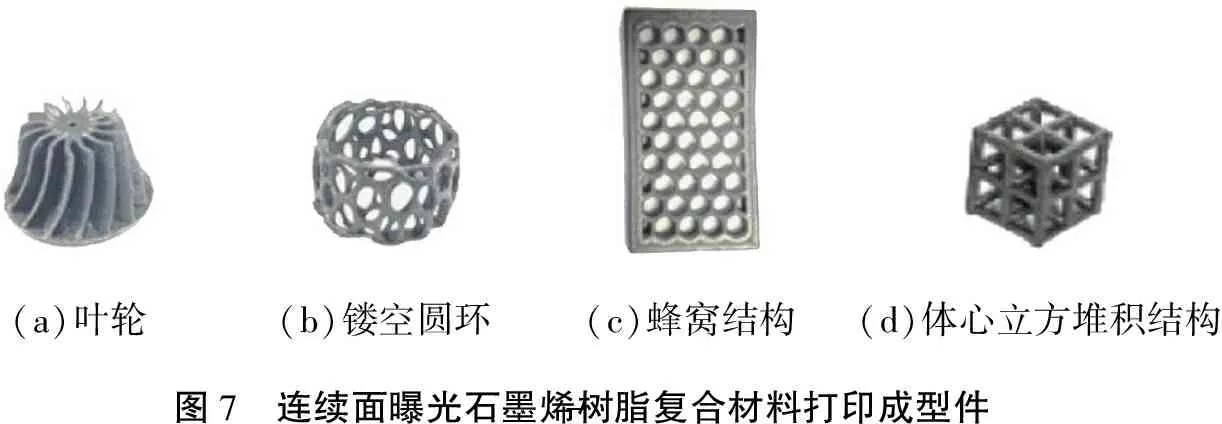
(a)葉輪(b)鏤空?qǐng)A環(huán)(c)蜂窩結(jié)構(gòu)(d)體心立方堆積結(jié)構(gòu)圖7 連續(xù)面曝光石墨烯-樹脂復(fù)合材料打印成型件
3.2 連續(xù)面曝光3D打印成型件性能
輕質(zhì)且堅(jiān)固的材料在科學(xué)研究以及工業(yè)應(yīng)用中有廣泛需求,其中復(fù)合材料備受期望。相對(duì)于純樹脂材料,石墨烯-樹脂復(fù)合材料在力學(xué)性能上有顯著改善,并且因石墨烯的加入而帶來的導(dǎo)電性能也賦予這種材料更多的應(yīng)用場(chǎng)景。隨著復(fù)合材料中石墨烯含量的增大,力學(xué)性能的改善更顯著,導(dǎo)電性能更好。
3.2.1 表面形貌
本文中提出的連續(xù)面曝光工藝對(duì)現(xiàn)有的光固化復(fù)合材料打印進(jìn)行了表面形貌的優(yōu)化,連續(xù)打印可以大幅提高材料表面細(xì)膩程度。針對(duì)純樹脂材料,DLP工藝成型件[15]與連續(xù)面曝光工藝成型件側(cè)面對(duì)比如圖8所示。在DLP工藝中,每層厚度為170 μm,連續(xù)面曝光工藝的每層厚度為50 μm。從圖中可以看出,DLP工藝制得的成型件有明顯的層間界線,而連續(xù)面曝光工藝制得的成型件在光學(xué)顯微鏡下無明顯層間界線,因此連續(xù)面曝光工藝在表面形貌上有明顯的優(yōu)勢(shì),最終可以改善由表面形貌差帶來的性能上的不足。

(b)連續(xù)面曝光工藝圖8 不同工藝制得成型件側(cè)面圖
3.2.2 微觀結(jié)構(gòu)
采用掃描電子顯微鏡(SEM)觀察不同石墨烯含量時(shí)石墨烯-樹脂復(fù)合材料成型件的斷面,結(jié)果如圖9所示。從圖中可以看出,石墨烯在樹脂基體中呈現(xiàn)均勻分散,并且隨著石墨烯含量的增大,石墨烯片的分布更加密集。以上這些現(xiàn)象都可以在后續(xù)對(duì)石墨烯-樹脂復(fù)合材料力學(xué)性能與電學(xué)性能的討論中直接體現(xiàn)。

(a)石墨烯質(zhì)量分?jǐn)?shù)為0.5%(b)石墨烯質(zhì)量分?jǐn)?shù)為1.0%(c)石墨烯質(zhì)量分?jǐn)?shù)為2.0%圖9 不同石墨烯含量時(shí)石墨烯-樹脂復(fù)合材料成型件斷面的掃描電子顯微鏡圖像
3.2.3 力學(xué)性能
為了研究石墨烯-樹脂復(fù)合材料的力學(xué)性能,包括對(duì)純樹脂材料力學(xué)性能的提升程度以及石墨烯含量改變對(duì)力學(xué)性能的影響,進(jìn)行三點(diǎn)彎曲試驗(yàn),試驗(yàn)機(jī)壓頭下移的速度為0.5 mm/min,三點(diǎn)彎曲試驗(yàn)原理如圖10(a)所示,不同石墨烯含量時(shí)石墨烯-樹脂復(fù)合材料的成型件如圖10(b)所示。試驗(yàn)樣品由連續(xù)面曝光3D打印工藝制備,樣品的尺寸為40 mm×4 mm×2 mm(長(zhǎng)度×寬度×厚度)。
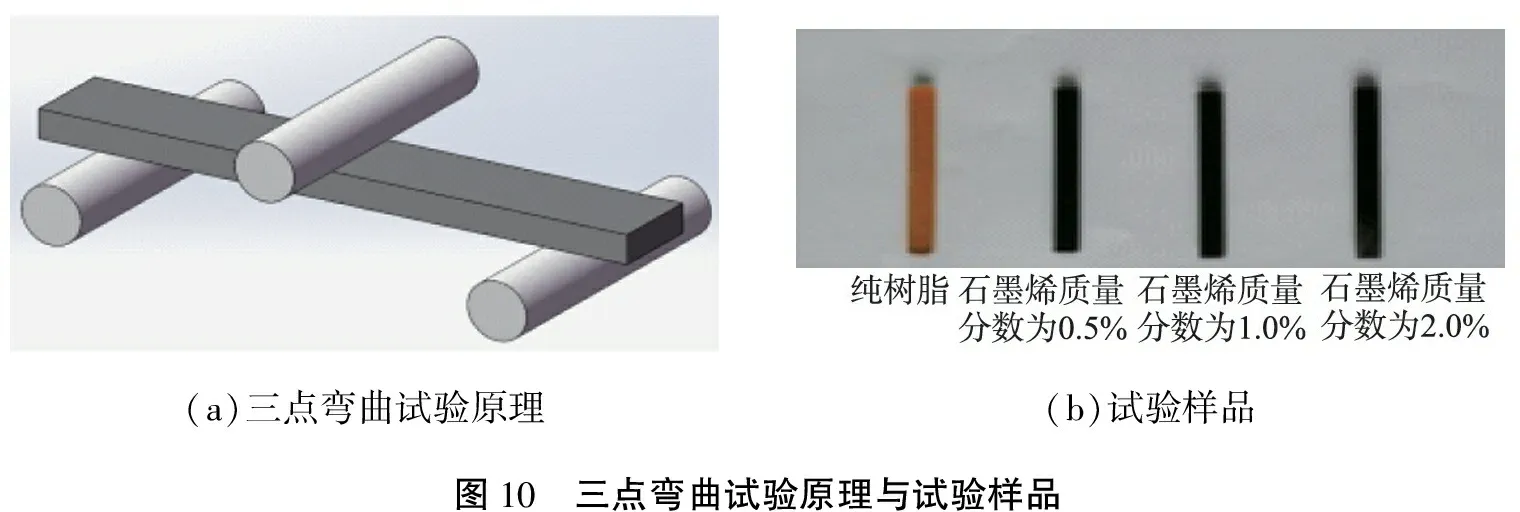
(a)三點(diǎn)彎曲試驗(yàn)原理(b)試驗(yàn)樣品圖10 三點(diǎn)彎曲試驗(yàn)原理與試驗(yàn)樣品
經(jīng)過測(cè)試,得出試驗(yàn)樣品在三點(diǎn)彎曲試驗(yàn)后的力學(xué)性能,如圖11所示。由圖可知,隨著石墨烯含量在成型件中的增大,試驗(yàn)最大載荷、成型件抗彎強(qiáng)度、最大應(yīng)變均增大,在石墨烯質(zhì)量分?jǐn)?shù)為2.0%時(shí)達(dá)到最大,最大值分別為29 N、3.625 MPa、20%,與純樹脂成型件相比,分別提高了71%、71%、43%。
石墨烯增強(qiáng)相的加入大幅提高和改善了材料的強(qiáng)度與韌性。首先,當(dāng)復(fù)合材料受到外力作用時(shí),外力通過連接的氫鍵由樹脂基體傳遞到石墨烯增強(qiáng)體。由于石墨烯具有良好的力學(xué)性能,因此可以充分吸收外來的能量,使得復(fù)合材料能夠具有更好的抵抗能力,即裂紋萌生的可能性大幅降低。此外,當(dāng)裂紋產(chǎn)生后進(jìn)行擴(kuò)展時(shí),由于復(fù)合材料中石墨烯增強(qiáng)體具有優(yōu)異的力學(xué)性能,因此迫使裂紋擴(kuò)展方向發(fā)生改變,消耗更多的能量。裂紋在不同材料中的擴(kuò)展方式如圖12所示。
3.2.4 電學(xué)性能
為了研究不同石墨烯含量對(duì)石墨烯-樹脂復(fù)合材料電學(xué)性能的影響,對(duì)圖10(b)所示的復(fù)合材料樣品進(jìn)行電阻測(cè)量。測(cè)試部分尺寸為10 mm×4 mm×2 mm(長(zhǎng)度×寬度×厚度)。電阻率ρ為
(2)
式中:S為樣品橫截面積;R為樣品測(cè)量電阻;L為樣品長(zhǎng)度。
表3所示為不同石墨烯含量時(shí)石墨烯-樹脂復(fù)合材料的電阻與電阻率。由表可知,復(fù)合材料中石墨烯含量越大,其導(dǎo)電性能越優(yōu)異。當(dāng)石墨烯質(zhì)量分?jǐn)?shù)達(dá)到2.0%時(shí),石墨烯-樹脂復(fù)合材料的導(dǎo)電性能最好,電阻為120 kΩ,電阻率為96 Ω·m。良好的

(a)載荷-位移曲線(b)最大載荷(c)應(yīng)力-應(yīng)變曲線(d)最大應(yīng)力(e)最大應(yīng)變圖11 不同石墨烯含量時(shí)石墨烯-樹脂復(fù)合材料成型件的力學(xué)性能

(a)純樹脂(b)石墨烯-樹脂復(fù)合材料圖12 裂紋在不同材料中的擴(kuò)展方式
導(dǎo)電性能主要得益于石墨烯本身優(yōu)異的導(dǎo)電性能,并且隨著石墨烯含量的增大,電子遷移速率增大,直接導(dǎo)致導(dǎo)電性能越來越好。
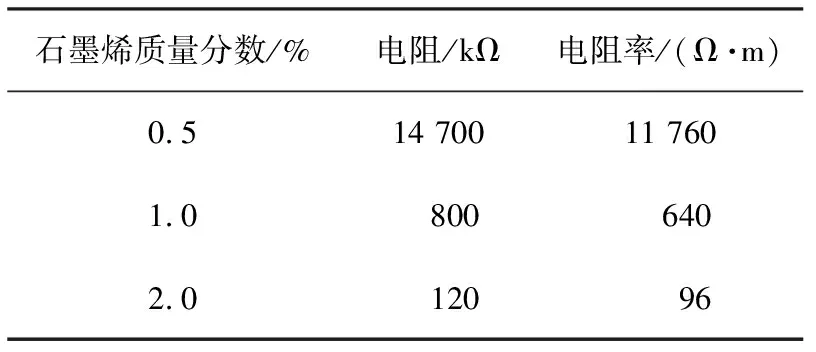
表3 不同石墨烯含量時(shí)石墨烯-樹脂復(fù)合材料的電阻與電阻率
圖13所示為以石墨烯質(zhì)量分?jǐn)?shù)分別為0.5%、2.0%的石墨烯-樹脂復(fù)合材料成型件作為導(dǎo)電元件的導(dǎo)通二極管。從圖中可以看出,在直流電壓為30 V時(shí),連接石墨烯質(zhì)量分?jǐn)?shù)為2.0%的復(fù)合材料成型件的二極管更亮,直觀地表明導(dǎo)電性能得到了改善。
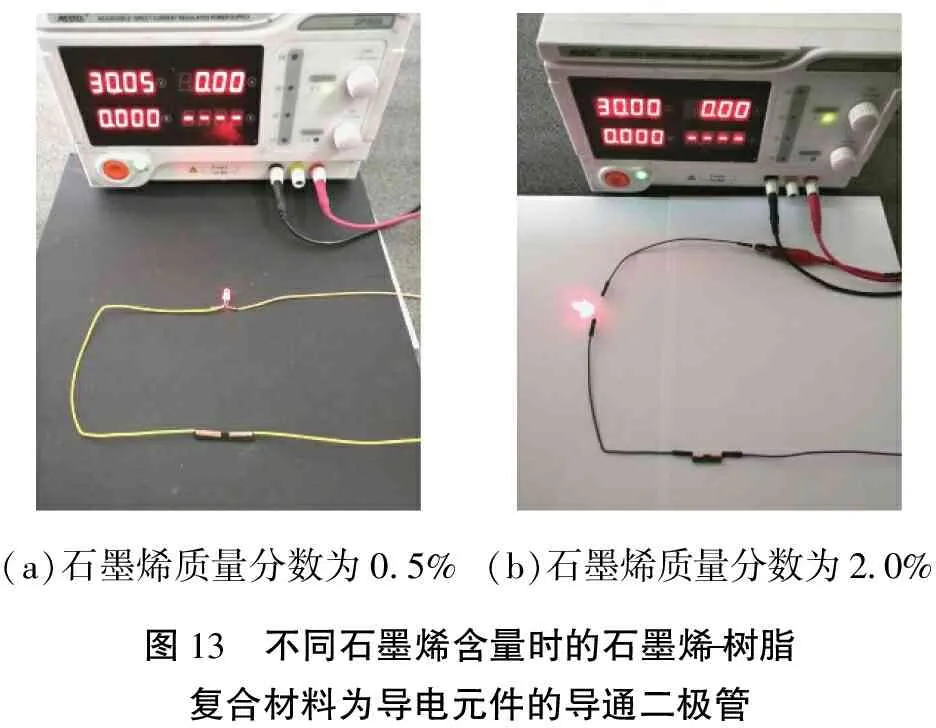
(a)石墨烯質(zhì)量分?jǐn)?shù)為0.5%(b)石墨烯質(zhì)量分?jǐn)?shù)為2.0%圖13 不同石墨烯含量時(shí)的石墨烯-樹脂復(fù)合材料為導(dǎo)電元件的導(dǎo)通二極管
4 結(jié)論
為了解決光固化復(fù)合材料三維打印存在的Z向分層問題,本文中提出了連續(xù)面曝光石墨烯-樹脂復(fù)合材料3D打印工藝,經(jīng)過試驗(yàn)驗(yàn)證,得出以下主要結(jié)論:
1)該工藝可以大幅提升成型件形貌的細(xì)膩程度,基本無分層現(xiàn)象,避免了復(fù)合材料成型件Z向的分層問題。
2)力學(xué)性能隨著復(fù)合材料中石墨烯含量不斷增大而顯著改善,石墨烯質(zhì)量分?jǐn)?shù)為2.0%的石墨烯-樹脂復(fù)合材料成型件的抗彎強(qiáng)度、最大應(yīng)變分別為3.625 MPa、20%,比純樹脂材料成型件的抗彎強(qiáng)度、最大應(yīng)變分別提升了71%、43%。
3)電學(xué)性能隨著復(fù)合材料中石墨烯含量不斷增大而改善,當(dāng)石墨烯質(zhì)量分?jǐn)?shù)為2.0%時(shí),石墨烯-樹脂復(fù)合材料的導(dǎo)電性能達(dá)到最優(yōu),電阻率為96 Ω·m,遠(yuǎn)小于石墨烯質(zhì)量分?jǐn)?shù)為0.5%時(shí)的電阻率11 760 Ω·m。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進(jìn)展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測(cè)試(2017年11期)2017-12-15 08:57:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03