激光熔敷用于修復(fù)6B 燃機(jī)軸頸的嘗試
2021-11-08 10:10:58姚楚渠
科技創(chuàng)新與應(yīng)用 2021年30期
關(guān)鍵詞:振動(dòng)
姚楚渠
(深圳能源集團(tuán)股份有限公司加納電廠,廣東 深圳 518026)
加納某燃機(jī)電廠4 臺(tái)6B 燃機(jī)組均從國(guó)內(nèi)搬遷,機(jī)組的服役時(shí)間均超過(guò)25 年,設(shè)備工況老舊。2017 年1月某日,1# 燃機(jī)在正常停機(jī)降速過(guò)程中,在轉(zhuǎn)速為86.6%時(shí),2# 軸瓦兩振動(dòng)測(cè)點(diǎn)BB4 和BB5 分別達(dá)到14.28mm/s 和28.91mm/s 而跳機(jī),同一時(shí)刻2#軸瓦回油溫度也急劇上升,停機(jī)后惰走時(shí)間由正常的11 分鐘縮短至4 分鐘。查看記錄曲線:在燃機(jī)發(fā)電機(jī)解列后轉(zhuǎn)速降至86.6%TNH 時(shí)因BB5 振動(dòng)高達(dá)28.91mm/s 而跳閘,跳閘前各軸瓦振動(dòng)值都在正常范圍內(nèi),跳閘前2#軸瓦的2 個(gè)測(cè)點(diǎn)BB4 和BB5 分別都在7.87mm/s 和8.13mm/s,屬于正常數(shù)值。然而,燃機(jī)轉(zhuǎn)速開始下降時(shí),2#軸瓦的振動(dòng)突升至跳機(jī)值(25.4mm/s),同時(shí),2# 軸瓦回油溫度LTB2D 最高也升高到120℃,超出軸承回油溫度高報(bào)警設(shè)定值100℃。后經(jīng)查明原燃機(jī)轉(zhuǎn)子返廠維修時(shí)對(duì)軸頸進(jìn)行熱噴涂處理,運(yùn)行過(guò)程中涂層脫離嚴(yán)重磨損軸頸,導(dǎo)致燃機(jī)振動(dòng)高而跳機(jī)。
1 燃機(jī)翻瓦檢查情況
結(jié)合上述燃機(jī)2#軸瓦振動(dòng)高跳閘及同軸瓦回油溫度超溫的情況,判斷2#軸瓦有損壞的可能,根據(jù)這一情況,對(duì)2#軸瓦揭瓦檢查損傷情況。
2#軸頸磨損嚴(yán)重,整個(gè)工作面已被磨損出一道道的凹槽,見圖1,磨損寬度為135.3mm,磨損最深處1.25mm;后油封也出現(xiàn)同樣的磨損情況,較大的凹槽的磨損寬度為2.5mm,深度為0.35mm,見圖2;軸瓦下半瓦表面鎢金已嚴(yán)重脫胎。轉(zhuǎn)子軸頸尺寸為:直徑245mm;長(zhǎng)度140mm;油封相對(duì)軸位置處直徑約320mm;長(zhǎng)度135-180mm。通過(guò)光譜儀分析其軸頸材料為NiCrMo-V/CrMo-V 鋼。
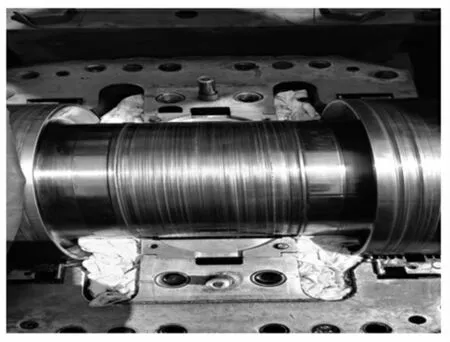
圖1 軸頸磨損
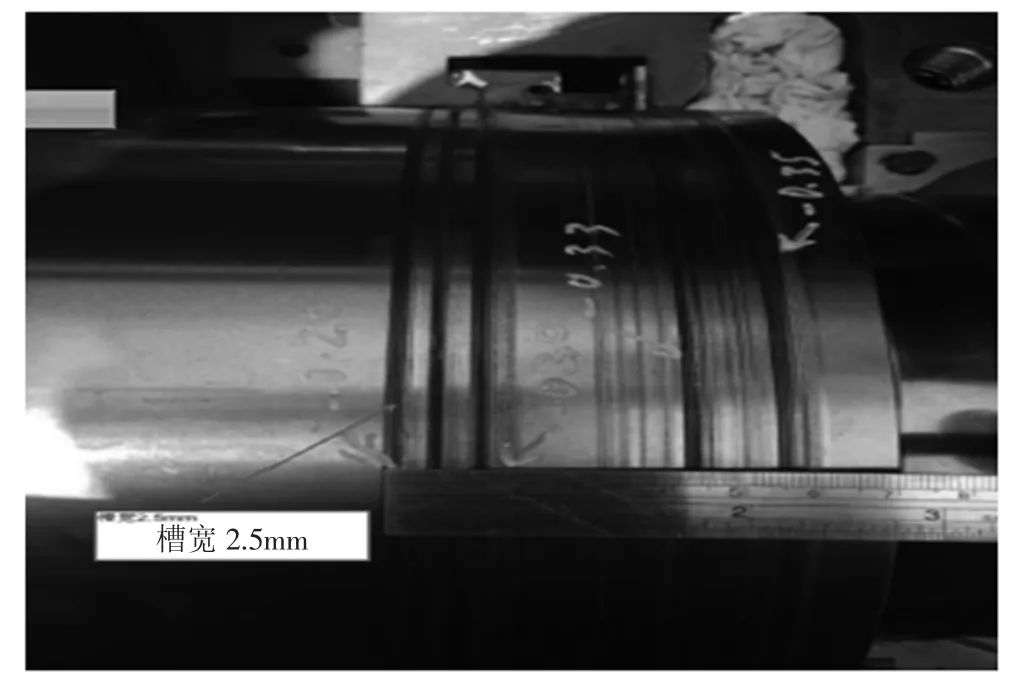
圖2 后油封磨損
根據(jù)揭瓦后檢查到的軸頸和軸瓦的磨損情況分析,本次振動(dòng)的原因是由于原燃機(jī)轉(zhuǎn)子返廠維修時(shí)對(duì)軸頸進(jìn)行熱噴涂處理,涂層與基體熔合程度和結(jié)合力非常有限,強(qiáng)度一般為δb=42-70MPa,對(duì)噴涂層厚度也不宜過(guò)厚,經(jīng)測(cè)量,2#軸頸涂層厚度在1mm 以上,較厚的涂層在運(yùn)行過(guò)程容易脫落并嚴(yán)重磨損軸頸,形成數(shù)道深淺不一的溝槽,阻礙轉(zhuǎn)子運(yùn)轉(zhuǎn)過(guò)程中油膜的建立,以致轉(zhuǎn)子在運(yùn)轉(zhuǎn)過(guò)程中振動(dòng)過(guò)大,最終導(dǎo)致機(jī)組跳閘。
2 確定檢修方案
2.1 更換轉(zhuǎn)子軸頸方案
鑒于1#燃機(jī)轉(zhuǎn)子、2#軸頸受損嚴(yán)重,擬返廠檢修更換軸頸短軸。國(guó)外某OEM 廠答復(fù)可以更換短軸,但費(fèi)用較高,且維修工期長(zhǎng)達(dá)幾個(gè)月,嚴(yán)重影響電廠的運(yùn)營(yíng)計(jì)劃。此外,原短軸止口之前加工過(guò),與負(fù)荷聯(lián)軸器端面在標(biāo)準(zhǔn)范圍內(nèi)過(guò)盈配合,若更換短軸,與負(fù)荷聯(lián)軸器無(wú)法合適匹配。
2.2 車削軸頸方案
國(guó)外維修廠家針對(duì)類似情況一般采用車削受損軸頸表面的工藝進(jìn)行修復(fù),由于作者所在廠燃機(jī)2#軸頸最深在1.25mm 以上,這意味著至少要車削1.25mm,車削的風(fēng)險(xiǎn)相當(dāng)大,經(jīng)過(guò)技術(shù)評(píng)估后廠家基本確定對(duì)其無(wú)法修復(fù)。
2.3 轉(zhuǎn)子軸頸增材修理方案
(1)對(duì)受損軸頸施行增材修理工藝,利用焊接技術(shù)將軸頸受損部位增厚,然后進(jìn)行車削、修磨,恢復(fù)軸頸原有尺寸,此方案無(wú)法保證在未去除損傷層時(shí)焊材與原軸頸的融合度。
(2)咨詢國(guó)外公司實(shí)施增材修理軸頸方案,僅一家公司回復(fù)可進(jìn)行熱噴涂工藝修復(fù),但極限深度為1.25mm,本軸頸磨損深度在去掉受損層以后極可能達(dá)到1.25mm 以上。而且通過(guò)調(diào)查國(guó)內(nèi)廠家以前軸頸修復(fù)案例,本廠1#機(jī)受損厚度的軸頸用熱噴涂工藝修復(fù),無(wú)法保證噴涂材料與基材有效結(jié)合,特別是在5100rpm 的轉(zhuǎn)速下,軸頸噴涂層可能出現(xiàn)剝落,對(duì)燃機(jī)造成二次損害。
2.4 現(xiàn)場(chǎng)激光熔敷、仿型車加工軸頸方案
先通過(guò)仿型車將軸頸磨損部位研磨至裂紋深度進(jìn)行止裂,使用與軸頸原材料相近的焊材,激光溶敷厚度比軸頸原基準(zhǔn)面厚0.02mm-0.03mm,然后進(jìn)行胎具研磨加工至基準(zhǔn)尺寸,并對(duì)加工后熔敷層面進(jìn)行表面硬度、超聲波、著色、滲透、刀口尺、千分尺檢測(cè),檢測(cè)標(biāo)準(zhǔn)按焊接一類,硬度檢查與軸頸一致(±HRC2),表面光潔度達(dá)到Ra0.4,修復(fù)處與原軸面尺寸應(yīng)保持一致,熔敷層應(yīng)與基體為冶金結(jié)合,使用過(guò)程中不剝落,無(wú)掉塊。
綜合比較上述方案:方案一,更換轉(zhuǎn)子軸頸,價(jià)格昂貴,工期長(zhǎng);方案二,車削軸頸,強(qiáng)度沒保證,并且需要配置與之匹配的非標(biāo)準(zhǔn)軸瓦;方案三,無(wú)法保證增材材料與基材有效結(jié)合,特別是在5100rpm 的高轉(zhuǎn)速時(shí),軸頸表層可能出現(xiàn)剝落,對(duì)燃機(jī)造成二次損害;方案四,對(duì)整個(gè)軸頸進(jìn)行堆焊后車磨至軸頸基準(zhǔn)尺寸,該焊接方案區(qū)別于方案三的直接增材焊接,先將磨損表層車削干凈,再選擇與軸頸相近的焊料與軸頸焊接融合,使之達(dá)到原軸頸材料的硬度,保證軸頸滿足燃機(jī)正常運(yùn)行。通過(guò)技術(shù)和商務(wù)比較,最終確定選擇方案四,采用現(xiàn)場(chǎng)激光熔敷、仿型車加工技術(shù)修復(fù)軸頸。
3 激光熔敷修復(fù)軸頸實(shí)施過(guò)程
3.1 轉(zhuǎn)子基準(zhǔn)定位
首先轉(zhuǎn)子在缸體內(nèi)要做軸徑彎曲、變形的跳動(dòng)檢測(cè)。然后吊裝出來(lái),將轉(zhuǎn)子放置在燃機(jī)專用的托架上,根據(jù)現(xiàn)場(chǎng)加工部位的位置距地面高度用槽鋼制作出加工安裝架,并在安裝架上安裝現(xiàn)場(chǎng)仿型車加工專用設(shè)備,用仿型加工專用車削工具將2#軸頸工作面進(jìn)行車削(粗車削),以磨損軸頸兩側(cè)的非磨損面作為基準(zhǔn)進(jìn)行定位,詳見圖3。并同時(shí)使用千分表調(diào)整刀具與工裝的同軸度與平行度,進(jìn)行軸跳動(dòng)檢測(cè)。所有調(diào)整數(shù)值在0.02mm-0.03mm 以內(nèi),目的是將軸頸的整個(gè)磨損面都車削掉,車削深度為磨損凹槽的最深度1.25mm,當(dāng)車削達(dá)到預(yù)定深度后,使用著色探傷進(jìn)行檢測(cè),確保整個(gè)磨損層完全車削掉,詳見圖4。

圖3 仿型車削磨損表層

圖4 磨損表層車削后
3.2 激光熔敷軸頸
車削數(shù)值調(diào)整在0.02mm-0.03mm 以內(nèi)后,對(duì)軸進(jìn)行疲勞層的去除車加工,車加工后復(fù)校尺寸,對(duì)車加工后軸面進(jìn)行探傷檢測(cè),確定無(wú)線性顯示后,再進(jìn)行激光熔敷加工。補(bǔ)焊材料為JY-N-800 的鎳基材料;強(qiáng)度δb≥1100-1200MPa;HRC 可調(diào)。熔敷過(guò)程需手動(dòng)盤動(dòng)軸徑,隨著焊接部位轉(zhuǎn)動(dòng),共轉(zhuǎn)動(dòng)一圈。采用激光分段熔敷,編程機(jī)械手對(duì)磨損面進(jìn)行自動(dòng)補(bǔ)焊。每焊一層都需進(jìn)行檢測(cè),直至符合加工尺寸,詳見圖5。

圖5 軸頸焊接修復(fù)
3.3 仿型車軸加工
安裝仿型車刀頭,對(duì)熔敷面進(jìn)行粗、精車加工,此類加工為被加工件不動(dòng),車刀按同心、同平衡支架運(yùn)動(dòng),圍繞軸運(yùn)動(dòng)。粗加工分次進(jìn)行;精加工預(yù)留量0.15mm-0.25mm,采用進(jìn)口刀頭加工,確保一次精車加工完成。
3.4 軸頸研磨
軸加工預(yù)留量為0.03mm-0.05mm,不低于基材尺寸,然后進(jìn)行胎具研磨加工,保證光潔度要求。胎具采用球墨鑄鐵,采用#200-#800 研磨膏,磨至與未損傷區(qū)域相一致。
油封處磨損在焊接過(guò)程中受熱,金屬層成塊脫落,經(jīng)對(duì)脫落金屬進(jìn)行光譜儀分析,與轉(zhuǎn)子材料成分不同,系以往轉(zhuǎn)子返轉(zhuǎn)修復(fù)時(shí)廠家對(duì)油封進(jìn)行噴涂處理。此次油封磨損處理是將金屬涂層車削干凈,然后采用與軸頸相同的處理方法,先激光熔敷,然后車削處理及研磨塊研磨,見圖6。

圖6 油封焊接修復(fù)
3.5 檢測(cè)標(biāo)準(zhǔn)
對(duì)加工后熔敷層面進(jìn)行表面硬度、超聲波、著色、滲透、刀口尺、千分尺檢測(cè),檢測(cè)標(biāo)準(zhǔn)按焊接一類,硬度檢查與軸一致(±HRC2),表面光潔度達(dá)到Ra0.4,修復(fù)處與原軸面尺寸應(yīng)保持一致,熔敷層應(yīng)于母體為冶金結(jié)合,使用過(guò)程中不剝落,無(wú)掉塊。
4 軸頸修復(fù)后運(yùn)行情況
檢修結(jié)束后,燃機(jī)調(diào)試及運(yùn)行狀態(tài)良好,滿負(fù)荷運(yùn)行時(shí)BB4=5.50mm/s,BB5=5.95mm/s,2#軸瓦回油溫度為60℃,停機(jī)惰走時(shí)間為11 分4 秒,其他各項(xiàng)運(yùn)行參數(shù)正常,詳見表1。
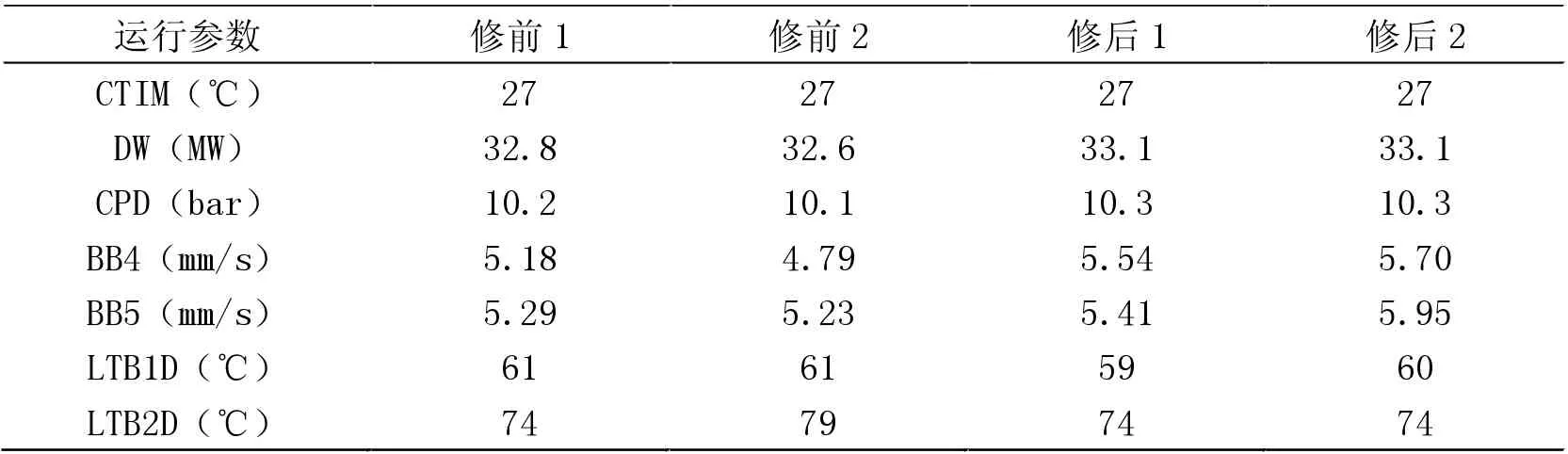
表1 燃機(jī)軸頸修復(fù)前后主要運(yùn)行參數(shù)對(duì)照表
5 結(jié)束語(yǔ)
從振動(dòng)高導(dǎo)致燃機(jī)跳機(jī)事故發(fā)生后,電廠檢修積極應(yīng)對(duì),翻瓦檢查尋找事故原因,多渠道尋找解決方案,通過(guò)技術(shù)對(duì)比后最終選擇激光熔敷方案對(duì)2#軸頸進(jìn)行修復(fù),修復(fù)完成后機(jī)組運(yùn)行狀況良好,運(yùn)行參數(shù)正常,必須加強(qiáng)后續(xù)機(jī)組運(yùn)行參數(shù)監(jiān)督,特別是振動(dòng)和回油溫度,待有機(jī)會(huì)翻瓦檢查,對(duì)軸頸做探傷等手段跟蹤修復(fù)質(zhì)量。由于電廠4 套6B 燃機(jī)機(jī)組較為老舊,且當(dāng)?shù)氐墓I(yè)基礎(chǔ)落后,缺乏大型機(jī)床,轉(zhuǎn)子無(wú)法上機(jī)床對(duì)軸頸進(jìn)行加工,因此本次因地制宜的軸頸修復(fù)方案,采用了激光熔敷焊接軸頸及現(xiàn)場(chǎng)仿型車加工配合的方法完成軸頸的修復(fù),并取得了成功,為后續(xù)其他燃機(jī)、汽機(jī)及發(fā)電機(jī)轉(zhuǎn)子的軸頸修復(fù)提供參照。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語(yǔ)·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00