基于灰色預測模型的板形PID控制器優化仿真與應用
2021-11-08 01:59:42王海霞尤鳳翔
兵器裝備工程學報 2021年10期
王海霞,尤鳳翔,張 兵
(1.蘇州大學應用技術學院,江蘇 蘇州 215325;2 江蘇大學機械工程學院,江蘇 鎮江 212011)
1 引言
目前科技及經濟的發展使有色金屬的應用領域不斷拓寬,尤其是對高質量的鋁板帶材箔需求增大,市場對產品質量提出了更高要求,而板形作為板帶材最主要的質量指標之一,影響著板帶材最終成品質量,隨著板帶材生產技術水平的提高,帶材的寬厚比越來越大,造成生產設備復雜龐大,使板形控制技術變的困難和復雜。尤其當前金屬加工處于由量向質的轉變過程中,高精度板形控制成為軋制設備、工藝和控制領域研究者必須面對的課題和目標。
鋁板帶材軋制過程中板形控制系統受張力、板厚、板凸度、軋制力、彎輥力、輥溫度等諸多因素影響,具有較大的非線性特性,受軋制工藝和條件的限制,板形檢測裝置(板形儀)必須安裝在軋機出口側,距離軋輥中心有一定的距離,造成檢測和控制之間存在實測數據的滯后;板形缺陷調整裝置具有慣性特點,這兩點造成了板形控制參數時變和大滯后的特點,所以常規控制手段很難獲得滿意的控制效果。
目前常用的控制方法是通過軋制理論,利用數學工具建立起非線性板形被控對象數學模型,進行控制量求解。這種方法很難做到既準確表達各參量之間的靜態關系,又準確描述其動態關系的表達式,對板形控制的滯后特性和穩定控制很難做到兩全其美[1]。文獻[2]采用模糊PID控制器進行板形控制,文獻[3]采用動態設定型板形板厚自動控制系統方法對板形進行參數預設定,文獻[4]采用基于多元線性回歸的板形平直度預測控制研究進行預測控制。這些控制方法并不能從根本上解決板形控制的滯后特性和穩定控制。
本文在深入研究灰色預測理論[6]的基礎上,對灰色預測模型控制器進行了優化改進,該優化策略利用灰色預測模型較強的自適應性,結構簡單實時性好的優點,同時采用滾動優化[12]策略避免灰色預控模型對建模維數及步長數的特殊要求,同時在軋制進入穩態狀態后切入Smith預估方法代替灰色預估。通過這種改進策略進行板形測量值的預測和板形控制。這既能利用灰色預測模型的預測功能,又能克服因模型維數太大造成的跟蹤性變差,同時實現對實測數據的濾波作用,并且在穩態軋制時用Smith預估代替灰色預估避免預測值的失準。通過仿真驗證,這種方法降低了計算量增加了板形預測的準確性,進一步在某1400鋁板帶材冷軋機上進行的試驗,表明該策略相對于傳統方法準確有效,具有較快的響應速度、較強的魯棒性和抗干擾能力,減小了動態超調量,板形控制系統的動靜態性能和精度都得到了顯著提高。
2 板形控制系統
板帶材加工中的板形指的是帶材的翹曲程度。軋制過程實質是金屬坯料在軋輥作用下的塑性變形過程,金屬坯料經過軋制會發生明顯的縱向延伸和橫向流動,當沿橫向板寬壓下量分布不均時,帶材橫向分布的各個窄條會相應地發生延伸不均,產生相互作用的內應力,內應力足夠大就會引起帶材翹曲,常規意義板形就是帶材內部殘余應力的分布。殘余應力分布不均會帶來板形缺陷,即通常所說的“波浪”,延伸大的帶材受到壓應力作用,而延伸小的帶材受拉應力作用。當壓拉應力達到一定值時,帶材產生各種形式的波浪,包括單邊浪、雙邊浪、中間浪、復合浪等,在縱切帶材時帶材不能保持平直達不到使用要求。帶材板形通常采用翹曲度和延伸率來進行描述如圖1。
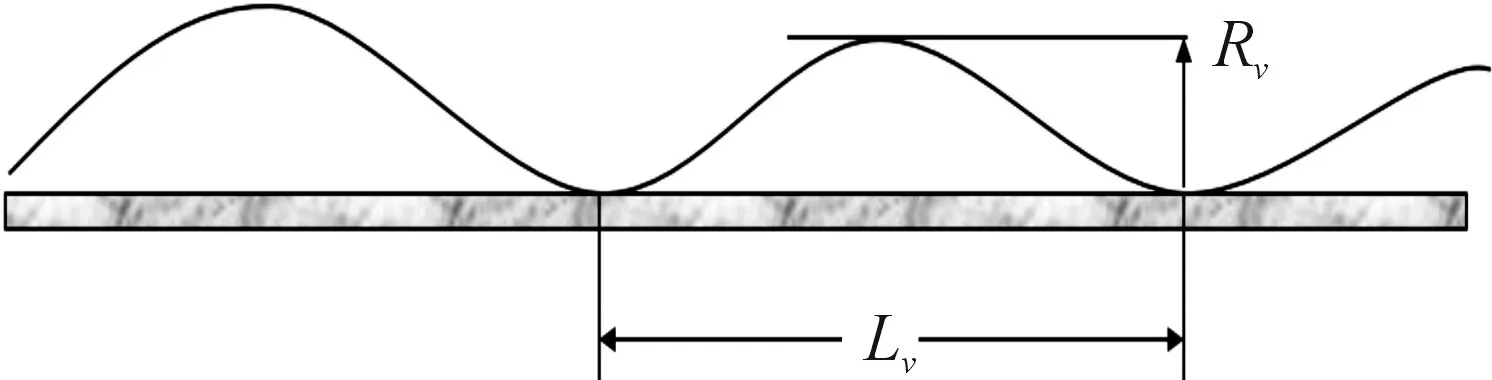
圖1 板形翹曲示意圖
(1)
理想板帶材產品應該是平坦的,為了達到這個目標,除了從軋制工藝和軋機設備上進行板形調整外,最重要的調控手段是板形控制系統對板形缺陷的修正,它包含:一次項的傾斜控制,二次項的彎輥控制和高次項的冷卻噴淋等控制手段。通常系統組成有:目標板形設定、板形測量、實測數據處理、板形缺陷模式識別及PID控制器等環節組成。控制系統原理框圖如圖2。
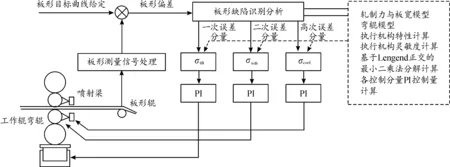
圖2 板形控制系統原理框圖
板形控制屬于閉環控制,如圖2所示軋制出口側板形儀檢測到一組實際的板形測量值σi后,通過Profibus總線通訊給板形核心控制器,經板形缺陷模式識別,得到板形各個項次的缺陷曲線參數,與軋制工藝要求的板帶材目標曲線相比形成不同調整機構的誤差分量,送入相應的調整控制器,經PI調節器輸出控制量給軋機控制執行器,由不同調整機構動作,最終實現板帶材出口板形的控制。
在板形閉環控制系統中,板形檢測裝置一般安裝在機架出口側距軋輥2~2.25 m處,軋制過渡過程中板形檢測信號和板形控制系統之間的滯后時間大概在5~8個采樣周期,明顯滯后,導致帶材頭尾及低速動態軋制時板形控制精度較差[13]。
3 灰色預測模型
在灰色控制理論中模型表示為GM(M,N),M是微分方程的階數,N是變量個數,常用的灰色預測模型是GM(1,1),含一個輸入變量的一階灰色模型,使用灰色模型預測板形檢測張應力數據,需要的原始信息少,計算量小,適用于復雜的動態過程,能夠滿足對系統的實時控制[10,14]。
板形灰色預測模型控制原理圖如圖3所示,灰色預測模型的作用是把系統輸出σ(k)讀入(記做σ(0)(k)),根據灰色預測算法計算,預測一定時間后的輸出值σ(0)(k+n),將其代替此刻的σ(0)(k),并與設定值r(k)比較,產生的偏差e(k)作為控制器的輸入,控制器的輸出u(k)是被控對象的輸入。
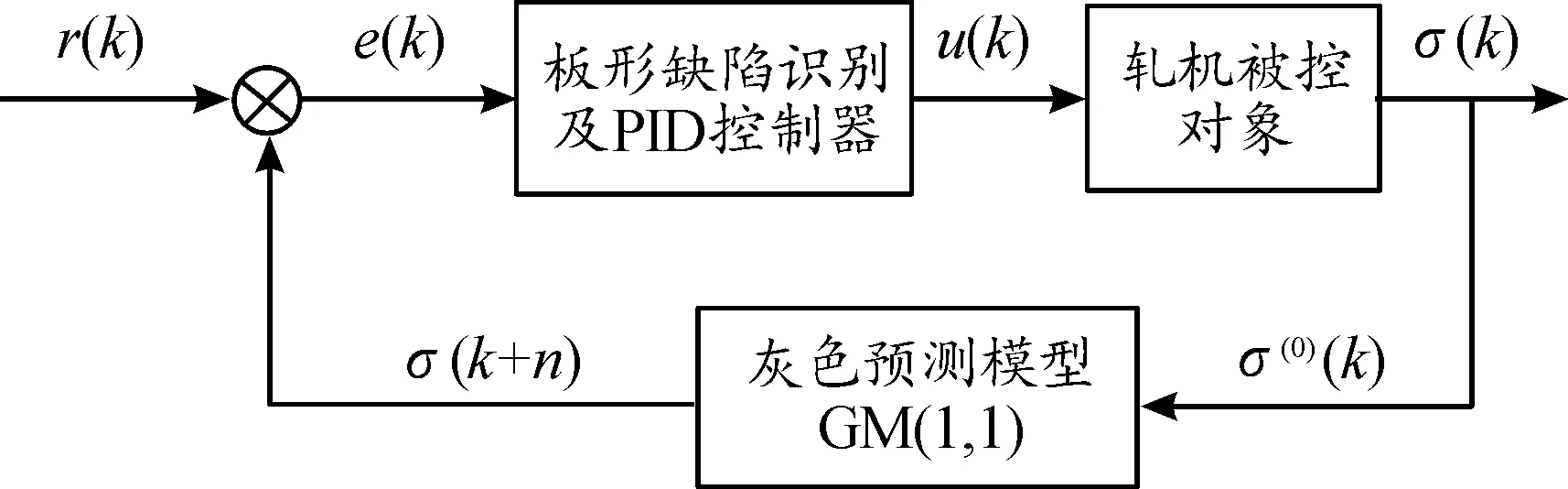
圖3 灰色預測控制器控制原理示意圖
灰度建模機理和過程如下:
1)選擇建模維數n
已知實際測量值為一非負數列σ(k)={σ(0)(1),σ(0)(2),σ(0)(3),…,σ(0)(n)},數列中n為板形實測值組數,用來預測下一組板形張應力值,文獻[5]中指出灰色預測模型精度和建模維數有關。工業生產過程波動較大,維數大容易使大量的舊數據掩蓋新數據,這樣預測對系統的波動反映遲緩跟蹤性變差,對控制精度有影響;n過小則預測值的濾波作用變小。因此維數n大部分都選擇在5以內。
2)生成累加序列σ(1)
σ(1)={σ(1)(1),σ(1)(2),σ(1)(3),…,σ(1)(n)},其中
(2)
數據序列做累加后測量值中的隨機噪聲將被濾掉,累加后的數據序列呈指數形式規律。
3)擬合灰色微分方程
σ(0)(k)+az(1)(k)=b,(k=2,3,…,n)
(3)
式(3)中:a為趨勢系數,b為灰度模型參數,z(1)(i)=0.5(σ(1)(i)-σ(1)(i-1)),得到GM(1,1)的白化方程:
(4)
令
σ=[σ(0)(2)σ(0)(3)…σ(0)(n)]T
(5)
(6)
則σ=XY,最后用最小二乘法[15]求出y=(XTX)-1XTσ。
4)求解預測值
通過白化方程式(4)可得K+1時刻板形測量值的累加值:
(7)
通過對去除第一點的原始數據進行Mea(k)=Nea(k+1)的擬合,得到原始數據對K+1時刻的預測值為
(1-e-a)[σ(0)(1)-b/a]e-ak
(8)
σ(0)(k+n)=(1-e-a)[σ(0)(k)-b/a]e-ak
(9)
其中(k=1,3,…,n)。
4 灰色預測優化模型PID控制
灰色預測模型從系統實測數據中尋找數據發展規律,著眼于系統未來的行為可進行超前控制,對測量數據呈指數形式或具有慣性環節及大滯后特點的系統,能夠克服傳統PID控制的局限性和不足之處[7-9]。但在實際應用中發現,灰色預控確定建模維數N和預測步長數M比較困難,需要通過現場不斷的實驗和調整,尤其步長M對控制性能影響比較大,M過大響應速度慢,過小則輸出變化劇烈引起超調增大,比較難精確確定[11]。
為解決這個問題,本文在灰色預測的基礎上引入預測滾動優化模型,并和Smith預估相結合在板形穩態生產中也能夠進行板形實測值預估,其控制原理如圖4所示。取n=4的建模維數,M=2的預測步長,在軋制測量的滯后時間段內進行預測參數滾動優化,即在每一個采樣時刻,性能優化參數只涉及從測量點到軋輥輥縫間的板形控制參數,下一個采樣時刻,優化時段同時向前推移。以滾動形式反復在線進行,同時根據滯后時間,將采集到的同時刻板形測量值和預測模型值進行對比,通過反饋校正對下一次預測行為加以補償,利用檢測信息構成預測閉環優化,本設計優化后的目標函數表達式如下:
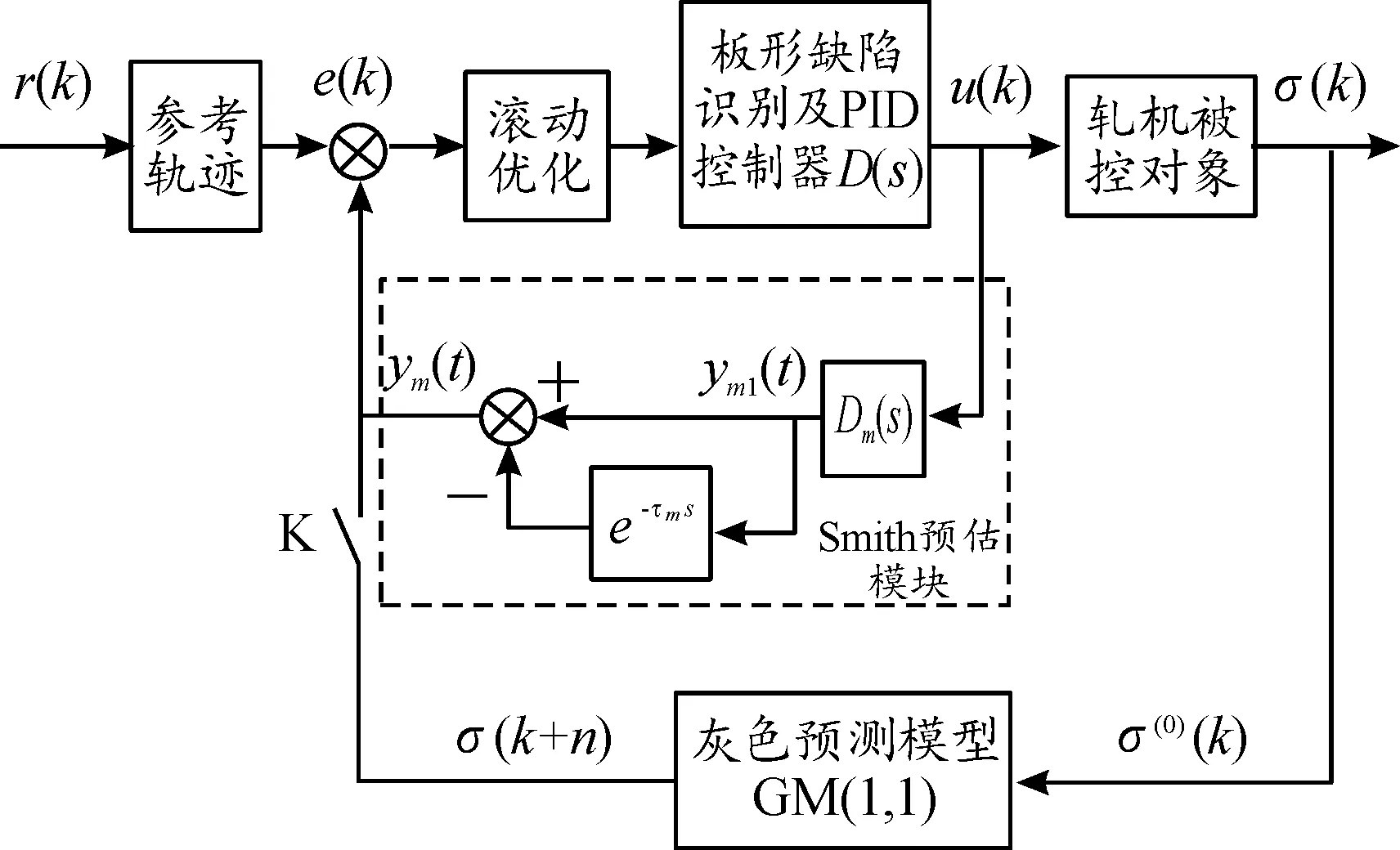
圖4 灰色預測優化控制器控制原理示意圖
(10)
式(10)中:N為預測時域,M為控制時域,E為系統輸出的期望值,σ(0)為板形預測值,σr為板形設定值,wj為板形板寬和軋制力的加權系數,ri為誤差加權系數。當j>M時,u(t+i-1)=u(t+M-1)。在優化后,控制并不是輸出直接跟蹤目標值,而是跟蹤參考軌跡,參考軌跡由板形效應函數模型離散成101個離散點組成,根據不同的控制函數組成相應的板形目標評估曲線。

F1=P1(X)=ax-bx7
(11)
F2=-P1(X)=-ax+bx7
(12)
F3=P4(x)=0.125(35x4-c*cos(π(1+x)))
(13)
F4=-P4(x)=-0.125(35x4-c*cos(π(1+x)))
(14)
F5=P8(x)=de(-2(1-fabs(x)))cos(2πx)
(15)
F6=-P8(x)=-de(-2(1-fabs(x)))cos(2πx)
(16)
J(θ)=(F-P(X))T(F-P(X))
(17)
(18)
將分解后的板形控制分量代入式(12)中進行參考軌跡的跟蹤:
σr(k+j)=ajσr(k)+(1-aj)σ(0)(k)
(19)
一次板形分量對應PI控制模型為
Y(T)ftilt(t)=(Ctilt+kt(Tdelay+(LRr+LCm)/V))*
(20)
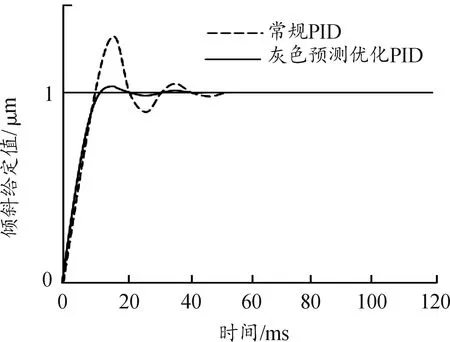
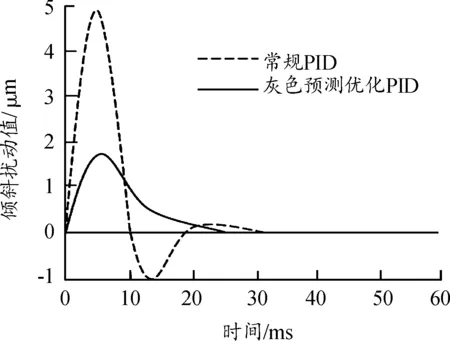
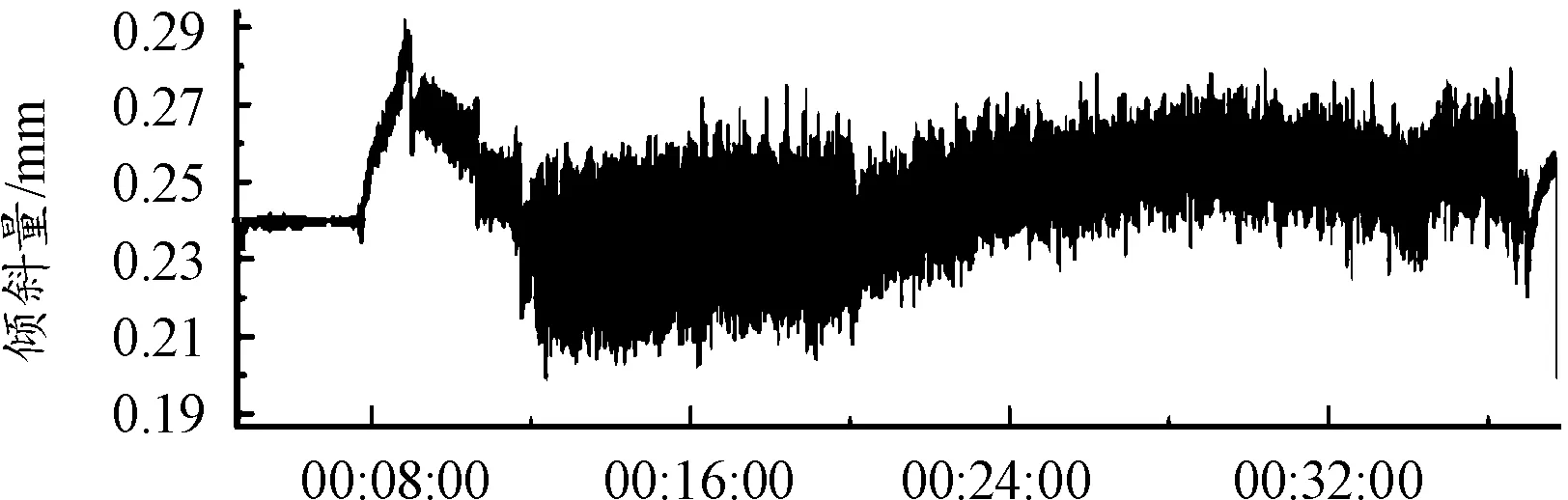
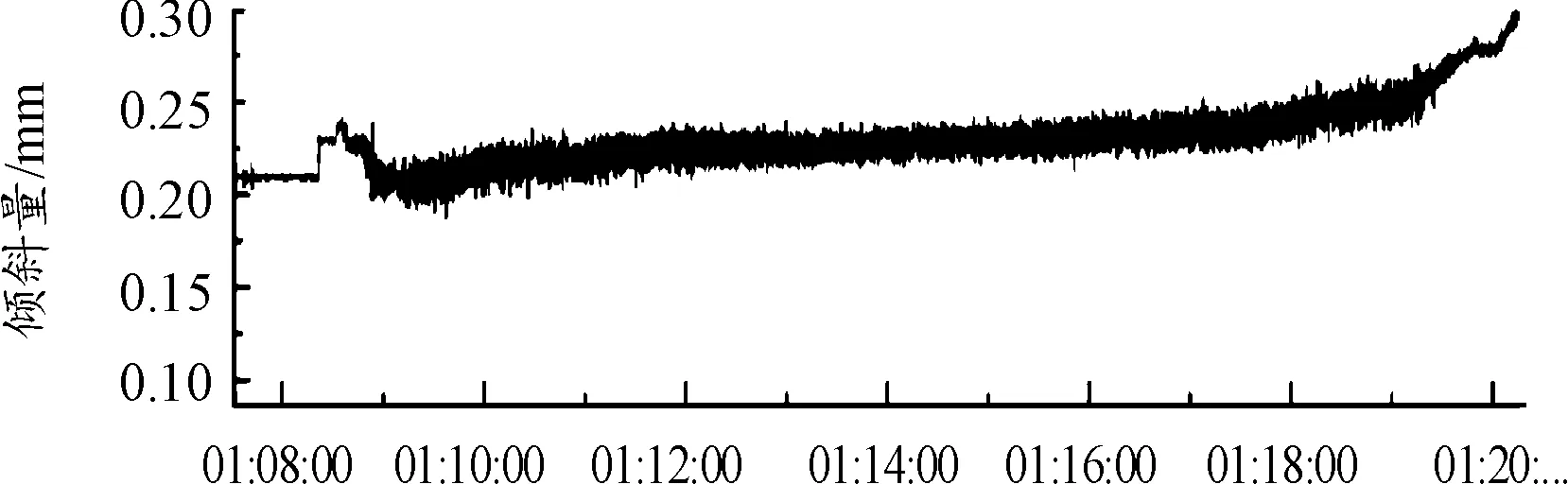
式中:當Ts ISUM(t)=(Ctilt+kt(Tdelay+(LRr+LCm)/V))* (21) 當Ts≥Tn時, (22) 二次板形分量對應PI控制模型為: Y(T)fwrb(t)=(Cwrb+kt(Tdelay+(LRr+LCm)/V))* (23) 式中:當Ts ISUM(t)=(Cwrb+kt(Tdelay+(LRr+LCm)/V))* (24) 當Ts≥Tn時, (25) 本文在某1 400 mm鋁冷軋機上進行驗證,采集板形儀實測數據進行仿真測試,軋機所生產的鋁帶材卷合金牌號為3003,來料寬度有2種1 395 mm和1 100 mm,最大軋制力500 t,最高軋制速度600 m/min,板形輥測量分區為48個,中間14個區每區寬度為52 mm,兩邊各17個區每區寬度26 mm。板形儀距軋輥中心線2.25 m,板形數據測量采樣周期20 ms,數據傳輸周期25 ms,預測數據和實測數據滯后時間為 27 ms,300 m/min} 為準確驗證灰色預測和滾動優化的預測結果,分別采集了2種1 395 mm和1 100 mm寬度在高中低不同速度下進行預測結果仿真比對,其中一組檢測值如表1中T時刻板形實測值所示。 使用灰度預測模型對板形預測值和經滾動優化后的預測值進行仿真,結果見表1中灰度預測值和灰度預測優化值。 表1 板形實際測量值、灰色預測值及預測優化值數據 仿真結果(圖5)分析:在軋機低速50 m/min帶頭帶尾軋制時,板形實測M時刻值和灰色預測M時刻值、滾動優化后預測值之間的誤差分別在17.2%和12.8%左右,中速300 m/min即升速階段時,誤差在21.3%和16.2%左右,當軋機進入穩態軋制時,兩者誤差都大于了50%,因此灰色預測當預測步長N=2時在低速軋制過程中的預測能力遠遠好于穩態軋制時的預測能力,且通過滾動優化,大大提升了灰色預測模型的預測精度,但在穩態軋制中,無論是灰色預測還是滾動優化都給預測控制帶來了反作用。本文通過判斷速度在T時刻內不發生變化后切入Smith預估來彌補這一缺陷,經數據仿真驗證(圖6),切換Smith預估后,預測數據跟隨性良好,預測誤差控制在20%以內。 圖5 高中低速實際測量值、灰色預測值、優化預測值曲線 圖6 穩態軋制時經Smith預估后的測量值曲線 選用上述1400軋機板形控制傾斜數學模型進行預測模型PID控制器進行仿真實驗,滯后時間在高中低速時分別是: 6 ms,600 m/min} 仿真閉環傳遞函數: (26) 其中β=0.6;ωn=44.5,板形一次設定模型:F(x)=1.4x-0.7x7; PID控制器調節參數kp=1.8;ki=0.2當給定階躍信號時,控制策略仿真對比結果如圖7所示。 圖7 2種控制策略的階躍響應曲線 在系統穩態時,加入一個20%的隨機擾動,輸出變量的響應曲線仿真對比結果如圖8所示。 圖8 傾斜干擾后的響應曲線 從圖8可以看出:灰色預測優化控制器仿真結果其超調量僅為5.2%,上升時間和調節過程大大縮短,加入隨機擾動后,結果表明灰色預測優化控制器抗干擾能力強。 將灰色預測優化PID控制器應用于某1400鋁板帶冷軋機上進行試驗軋制,合金牌號3003,軋制帶寬1 080,來料厚度0.3 mm,板形控制效果如圖9、圖10所示。 圖9 1 050 mm常規PI控制傾斜量板形控制效果曲線 圖10 1 050 mm灰色優化預測PI控制傾斜量板形控制效果曲線 從仿真結果及實際軋制上可以看出,本文設計的灰色預測優化PID控制的結果比常規PID控制結果,在相同條件下,超調量減少,改善了系統的動態性能,提高了系統板形控制成品的控制精度。 將灰色預測、滾動優化和Smith預估模型和常規的PID控制器融合,提出了一種基于灰色預測模型的板形預測優化PID控制算法,通過滾動優化策略來彌補灰色預測建模維數和預測步長大小的影響。通過某廠板形實測數據的仿真實驗,能夠降低維數和步長選擇對數據預測帶來的振蕩影響,提高了預測精度;穩態軋制時切入Smith預估代替灰色預測克服板形控制機構的慣性和滯后特性,符合實際生產工藝要求,同時運算簡單、直觀且計算時間短,通過1400鋁板帶實際生產驗證,能夠有效提高板形控制精度,非常適用于各種軋機類型的板形實時控制。5 控制系統仿真分析及應用



6 結論
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38房地產導刊(2022年5期)2022-06-01 06:20:14建材發展導向(2021年12期)2021-07-22 08:06:48建材發展導向(2021年7期)2021-07-16 07:07:52中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50數學物理學報(2020年2期)2020-06-02 11:29:24中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
