基于有限元仿真的鏜孔刀片優(yōu)化設(shè)計(jì)及其性能評(píng)估
2021-11-08 12:47:36徐錦泱周金強(qiáng)
上海航天 2021年5期
關(guān)鍵詞:有限元
李 超,徐錦泱,陳 明,文 亮,周金強(qiáng),任 斐
(1.上海交通大學(xué) 機(jī)械與動(dòng)力工程學(xué)院,上海 200240;2.上海交大智邦科技有限公司,上海 201600;3.上海航天設(shè)備制造總廠有限公司,上海 200245)
0 引言
鏜孔作為結(jié)構(gòu)件加工中重要的一環(huán),其精度決定了裝配精度、密封性能、能量轉(zhuǎn)換效率、振動(dòng)噪聲等機(jī)械整體表現(xiàn)。目前國內(nèi)精密鏜削刀具主要被MAPAL 等國外公司壟斷,而國產(chǎn)鏜削刀具仍缺少理論設(shè)計(jì)與規(guī)模化仿真驗(yàn)證手段,導(dǎo)致切削性能與使用壽命不易預(yù)估,不利于零部件的批量穩(wěn)定加工,進(jìn)而影響了國產(chǎn)精密鏜刀的推廣與應(yīng)用。
有限元仿真手段能夠?qū)崿F(xiàn)對(duì)切削過程中的切削力與切削溫度等數(shù)據(jù)的實(shí)時(shí)獲取分析,從而對(duì)所設(shè)計(jì)的刀片進(jìn)行有效性能評(píng)價(jià),降低了傳統(tǒng)切削實(shí)驗(yàn)中的材料成本、檢測成本及時(shí)間成本[1-3],另外,運(yùn)用軟件仿真分析方法可以實(shí)現(xiàn)被加工件殘余應(yīng)力與變形量的分析。目前國內(nèi)外眾多學(xué)者運(yùn)用有限元建模手段對(duì)鏜削[4]、車削及鉆削[5]等加工工藝過程,以及刀具磨損過程[6-7]進(jìn)行了仿真分析。MOETAKEF-IMANI 等[8]應(yīng) 用Matlab 軟件對(duì)不同刀片結(jié)構(gòu)的鏜刀切削過程進(jìn)行了動(dòng)力學(xué)分析,預(yù)測了鏜削過程中的刀具振動(dòng),建立了特定情況下鏜刀幾何結(jié)構(gòu)與切削振動(dòng)的關(guān)系,該結(jié)果對(duì)提高刀具壽命和工件表面質(zhì)量具有重要意義。隨著切削仿真技術(shù)的發(fā)展,對(duì)過程參數(shù)的數(shù)學(xué)建模分析由于其固有的建模速度慢、分析過程不直觀等缺陷,正逐漸被成熟的二維與三維圖形化仿真軟件所取代。如岳彩旭等[9]運(yùn)用DEFORM 軟件對(duì)具有槽型特征的刀具進(jìn)行了鎳基高溫合金GH4169二維切削仿真,以較為快速的建模手段及直觀的分析結(jié)果,獲取了不同刀具后刀面磨損量對(duì)GH4169 切削力及切削溫度的影響規(guī)律。游錢炳等[10]應(yīng)用DEFORM-3D 切削仿真軟件對(duì)不同刃口角度刀片車削鈦合金時(shí)的切削過程進(jìn)行仿真模擬,得到切削力和切削熱的分布,基于分布結(jié)果優(yōu)化了數(shù)控刀片結(jié)構(gòu)。在鉆削仿真方面,孫素杰等[11]基于ABAQUS/Explicit 求解器對(duì)高體積分?jǐn)?shù)SiCp/Al 復(fù)合材料微孔鉆削過程進(jìn)行了三維有限元仿真,獲得了鉆孔過程中鉆削軸向力和扭矩的變化特性,以及主軸轉(zhuǎn)速和進(jìn)給速度對(duì)鉆削軸向力和扭矩的影響規(guī)律,為顆粒增強(qiáng)金屬基復(fù)合材料的微孔鉆削工藝參數(shù)制定提供了借鑒。
本文針對(duì)某結(jié)構(gòu)件加工中鏜孔刀具性能提升問題,采用ADVANTEDGE FEM 進(jìn)行了三維有限元切削仿真分析,結(jié)合仿真結(jié)果對(duì)鏜刀片進(jìn)行了優(yōu)化設(shè)計(jì),并通過鏜刀片的切削仿真,獲得了切削過程中切削應(yīng)力分布及切削溫度等參數(shù),最后通過對(duì)比不同刀片幾何結(jié)構(gòu)對(duì)相應(yīng)參數(shù)的影響,確定了鏜刀片的幾何結(jié)構(gòu)設(shè)計(jì)。
1 設(shè)計(jì)思路
本文所涉及的加工對(duì)象為某結(jié)構(gòu)件中的高精度配合孔,切削工藝內(nèi)容為精鏜,鏜刀前端兩個(gè)刀片將該配合孔加工至73.72 mm,其后的一個(gè)鏜刀片加工至最終尺寸73.92 mm,刀片軸向間隔2.00 mm。在該鏜孔加工中,前端兩個(gè)刀片的同步切削過程為精度保證的基礎(chǔ),針對(duì)此刀片進(jìn)行建模仿真結(jié)構(gòu)優(yōu)化設(shè)計(jì)。
目前對(duì)于刀具的切削性能仿真大多基于二維模型,但具體到鏜刀片的結(jié)構(gòu)設(shè)計(jì)上則必須要考慮兩方面問題:1)傳統(tǒng)正交切削模型存在較大誤差;2)精鏜加工時(shí)有兩個(gè)刀片同時(shí)參與切削。而常見的切削仿真往往只考慮單一切削刃的切削過程,未能涉及多切削刃間的余量分配與力熱耦合作用。因此,本文采用三維建模同時(shí)對(duì)兩個(gè)刀片進(jìn)行切削仿真,以研究實(shí)際鏜孔加工過程中刀片的工作狀態(tài)。仿真中所涉及的參數(shù)見表1。在ADVANTEDGE FEM軟件中的前處理模塊中定義工件、切削參數(shù)、單元格尺寸及刀具,切削過程中的切削力、切削溫度及應(yīng)力應(yīng)變?cè)茍D等數(shù)據(jù)結(jié)果由Tecplot 后處理模塊輸出,鏜刀片結(jié)構(gòu)優(yōu)化設(shè)計(jì)的仿真流程如圖1 所示。

圖1 切削仿真流程Fig.1 The flow chart of the cutting simulation

表1 仿真參數(shù)Tab.1 The simulation parameters
對(duì)鏜刀片的優(yōu)化設(shè)計(jì)從刃口倒棱寬度和倒棱角度兩個(gè)方面進(jìn)行,相應(yīng)的有限元建模仿真也分別以這兩個(gè)參數(shù)為研究變量。倒棱角度參數(shù)范圍為0°、5°、10°、15°、20°和25°,倒棱寬 度參數(shù) 范圍為0、0.05、0.10 和0.20 mm,分別探究鏜刀切削過程中應(yīng)力分布、切削力大小及溫度分布,以確定最佳的倒棱角度和倒棱寬度。
2 鏜刀片切削仿真建模
2.1 材料本構(gòu)模型
切削仿真中材料本構(gòu)模型的建立是研究的基礎(chǔ),需要盡可能準(zhǔn)確地描述被加工材料的性質(zhì)。本研究中所用工件材料為W4M-IR-C-G250SP-L2 牌號(hào)的灰口鑄鐵,采用Power Law 模型作為其本構(gòu)模型,其表達(dá)式如下:

式中:G(εP,J1)為材料應(yīng)變硬化函數(shù)為應(yīng)變率函數(shù);Θ(T)為材料溫度軟化函數(shù)。
應(yīng)變硬化和靜水壓力作用可通過如下公式進(jìn)行表達(dá):

式中:g(εP)為材料應(yīng)變硬化;J1為靜水壓力;DP0為靜水壓力系數(shù)。
式中:σ0為初始屈服應(yīng)力;εP為塑性應(yīng)變?yōu)閰⒖妓苄詰?yīng)變?yōu)榻刂顾苄詰?yīng)變;n為應(yīng)變硬化指數(shù)。

2.2 材料失效與切屑分離準(zhǔn)則
在鏜刀片切削仿真中使用Johnson-Cook 失效準(zhǔn)則作為鑄鐵切屑分離的判斷算法,切屑分離采用材料單元失效和自適應(yīng)網(wǎng)格重劃分的方法進(jìn)行模擬。判斷表達(dá)式如下:

式中:ω為累計(jì)損傷系數(shù);Δεpl為塑性應(yīng)變?cè)隽浚粸榕R界失效塑性應(yīng)變。

2.3 熱傳遞模型
傳統(tǒng)實(shí)驗(yàn)方法很難測量到刀具切削區(qū)的溫度數(shù)據(jù),因此應(yīng)用有限元仿真方法是獲取鏜刀片實(shí)時(shí)切削溫度數(shù)據(jù)的重要手段。工件塑性變形及刀屑摩擦是切削熱產(chǎn)生的主要原因,由切屑塑性變形而產(chǎn)生的熱量由如下公式導(dǎo)出:

式中:κ為塑熱交換系數(shù)為塑性應(yīng)變率;ρ為材料密度。
由刀屑摩擦產(chǎn)生的熱量由如下公式導(dǎo)出:

式中:Ffr為摩擦力;vr為刀屑相對(duì)滑移速度。
工件由于對(duì)流而傳遞到環(huán)境中的熱量可表示為

式中:h為工件的熱傳導(dǎo)系數(shù);Tw為工件表面溫度;T0為環(huán)境溫度。
3 仿真結(jié)果與分析
3.1 原始鏜刀片仿真結(jié)果
首先針對(duì)原結(jié)構(gòu)件加工現(xiàn)場所使用的原始鏜削刀片(刃口倒棱寬帶為0.1 mm,倒棱角度為15°)進(jìn)行有限元切削仿真分析。鏜削仿真所得Mises 應(yīng)力分布云圖、最大切應(yīng)力分布云圖和應(yīng)變率云圖如圖2~圖4 所示。仿真結(jié)果表明,使用原始鏜削刀片時(shí),最大Mises 應(yīng)力可達(dá)5 313.54 MPa,最大切應(yīng)力可達(dá)2 860.00 MPa,最大應(yīng)變率可達(dá)1.87×107。當(dāng)鏜刀片切入被加工材料時(shí),在刀屑接觸面附近產(chǎn)生了應(yīng)力集中現(xiàn)象。隨著刀具的不斷進(jìn)給,切削應(yīng)力沿著第一變形區(qū)向未切削區(qū)迅速演變,材料在應(yīng)力作用下發(fā)生形變擴(kuò)散。

圖2 鏜削仿真Mises 應(yīng)力云圖Fig.2 The Mises stress contours in the boring simulation

圖3 鏜削仿真最大切應(yīng)力云圖Fig.3 The maximum shear stress contours in the boring simulation

圖4 鏜削仿真應(yīng)變率云圖Fig.4 The strain rate contours in the boring simulation
鏜削時(shí)切削溫度與切削力的仿真結(jié)果如圖5 和圖6 所示。由圖可見,鏜刀片穩(wěn)定切削階段的主切削力在900~1 000 N 間波動(dòng),而切削溫度也超過了500 ℃。這表明鏜刀片在切削時(shí)所受負(fù)載較一般切削重,其刃口承受了較大的切削力與較高的切削溫度,這也是生產(chǎn)加工中該種鏜刀片壽命較短的原因。結(jié)合仿真結(jié)果與現(xiàn)場生產(chǎn)經(jīng)驗(yàn),該關(guān)鍵配合孔鏜削刀具需要具有較高的硬度與強(qiáng)度,并且涂覆具有較好隔熱性以及摩擦系數(shù)較小的涂層,而其刃口結(jié)構(gòu)優(yōu)化則是提高刀具強(qiáng)度的有效手段。

圖5 鏜削仿真切削溫度云圖Fig.5 The cutting temperature contours in the boring simulation

圖6 鏜削仿真切削力與溫度Fig.6 The cutting forces and cutting temperatures obtained in the boring simulation
3.2 鏜刀片刃口優(yōu)化仿真結(jié)果對(duì)比
鏜刀片倒棱角度分別為0°、5°、10°、15°、20°和25°時(shí)的切削應(yīng)力云圖如圖7 所示。由云圖中應(yīng)力分布結(jié)果可見:鏜刀片倒棱角度為0°~15°時(shí),刀具后刀面承受較大的應(yīng)力;而倒棱角度為20°和25°時(shí),后刀面應(yīng)力較小。刀片倒棱的存在增大了刀具的楔角,使得切削力在后刀面上的分力減小,進(jìn)而提高了鏜刀片的刃口強(qiáng)度。同時(shí),倒棱的存在會(huì)形成負(fù)前角切削,帶走部分切削熱,降低切削區(qū)域的溫度,故能提高刀具的使用壽命,如圖8 所示。但如果倒棱角度太大,則會(huì)降低已加工工件的表面質(zhì)量,因此倒棱角度設(shè)計(jì)為20°。

圖7 不同倒棱角度Mises 應(yīng)力云圖Fig.7 The Mises stress contours of different chamfered edges in the boring simulation

圖8 不同倒棱角度切削溫度云圖Fig.8 The cutting temperature contours of different chamfered edges in the boring simulation
鏜刀片倒棱寬度分別為0、0.05、0.10 和0.20 mm 時(shí)的切削應(yīng)力分布如圖9 所示。倒棱寬度主要影響切削時(shí)第二變形區(qū)內(nèi)發(fā)生的刀屑摩擦過程。當(dāng)?shù)估鈱挾冗^大時(shí),在刀具前刀面的負(fù)前角切削范圍內(nèi),刀具與切屑間的摩擦距離增大,切屑排出困難,增大了應(yīng)力分布,同時(shí)使得切削區(qū)溫度升高;而倒棱寬度過小時(shí)則會(huì)降低鏜刀刃口的強(qiáng)度,從而影響刀具的使用壽命。從應(yīng)力分布結(jié)果可見:當(dāng)鏜刀片倒棱寬度為0.10 mm 時(shí),刀具前刀面承受應(yīng)力較小且切削溫度較低,因此,確定倒棱設(shè)計(jì)寬度為0.10 mm。

圖9 不同倒棱寬度應(yīng)力云圖Fig.9 The Mises stress contours of different chamfered widths in the boring simulation
最后將優(yōu)化設(shè)計(jì)的鏜刀片(刃口倒棱參數(shù):倒棱角度20°、倒棱寬度0.1 mm)與現(xiàn)場切削使用的鏜刀片(刃口倒棱參數(shù):倒棱角度15°、倒棱寬度0.1 mm)進(jìn)行三維切削仿真對(duì)比,其應(yīng)力分布如圖10 所示。由應(yīng)力分布圖可見:優(yōu)化設(shè)計(jì)的鏜刀片改善了切削應(yīng)力分布,從而增強(qiáng)了刀具的強(qiáng)度。
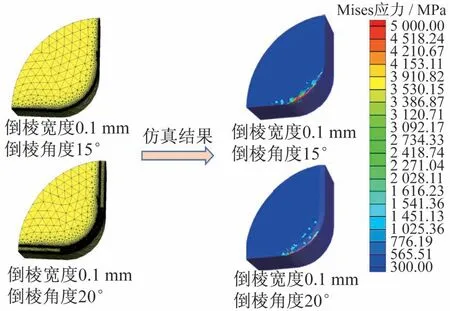
圖10 三維鏜刀片切削應(yīng)力云圖對(duì)比Fig.10 Comparison of the Mises stress contours of the 3D boring blade cutting simulation
4 結(jié)束語
本文針對(duì)某結(jié)構(gòu)件加工中鏜孔刀具性能提升問題,進(jìn)行了有限元切削仿真計(jì)算與參數(shù)優(yōu)化,確定了該關(guān)鍵配合孔鏜削加工刀片倒棱的幾何參數(shù),為提高刀具的使用壽命提供了改進(jìn)方法。同時(shí)也驗(yàn)證了有限元切削仿真方法對(duì)刀具幾何結(jié)構(gòu)優(yōu)化設(shè)計(jì)的有效性,為后續(xù)類似問題的解決提供了新思路。然而,刀具的使用壽命常由刀具材料及幾何結(jié)構(gòu)共同決定,刀具幾何結(jié)構(gòu)的優(yōu)化設(shè)計(jì)需結(jié)合刀具自身材料的性質(zhì)來進(jìn)行。由此可見,如果能實(shí)現(xiàn)刀具幾何結(jié)構(gòu)與材料性質(zhì)的匹配設(shè)計(jì),將會(huì)極大提高刀具的使用壽命。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(bào)(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18