ST型雙向自動閘調器標準化檢修工藝分析及優化措施探討
2021-11-06 10:19:06陳曉麗晉永榮
交通科技與管理 2021年31期
陳曉麗 晉永榮
摘 要:本文以我國鐵道車輛使用最廣泛的ST1-600型和ST2-250型閘調器為例,介紹了ST型閘調器的檢修工藝,并從檢修作業開展的實際出發,提出了檢修工藝中存在的問題和優化措施。
關鍵詞:閘調器;檢修;工藝;優化
中圖分類號:U270.35 文獻標識碼:A
0 引言
鐵道車輛制動將造成閘瓦磨耗,使得閘瓦與車輪間的距離增大,制動時,制動缸活塞桿的行程將超長,從而減弱了制動力。當前,我國鐵路車輛采用的閘調器主要為ST1-600型和ST2-250型雙向閘調器。兩種閘調器構造、作用及原理相似,其主要區別是安裝的位置不同,并且螺桿的工作長度不同,ST1-600型閘調器的螺桿工作長度為600 mm,ST2-250型閘調器的螺桿工作長度為250 mm。ST型閘調器具有雙向調整的能力,采用非自鎖螺紋式機械結構,機構緊湊、動作迅速,對空氣制動系統沒有干擾,作用可靠。
1 ST型雙向自動閘調器的檢修工藝
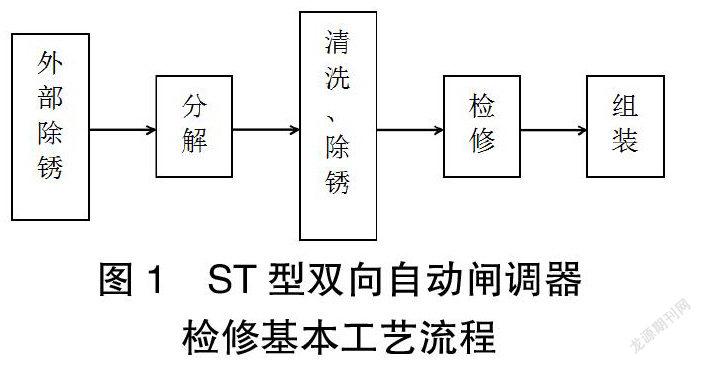
ST型雙向自動閘調器的大修是在鐵道車輛廠修時進行,大修周期一般為6年。如圖1所示,閘調器的檢修工藝流程一般為:外部除
銹→分解→清洗、除銹→檢修→組裝。
1.1 外部除銹
閘調器檢修時,使用整體清洗劑或鋼絲刷對閘調器外表面的污物進行清洗除銹,對筒體及拉桿頭的油漆進行脫漆處理。
1.2 分解
(1)前拉桿頭和控制擋鐵:虎鉗夾緊筒體靠前拉桿頭的一端150 mm范圍內,再用管鉗夾住拉桿,用圓棒插入拉桿頭孔內,輕輕打擊,擰開拉桿頭,從拉桿中取出控制擋鐵。虎鉗及管鉗鉗口須使用銅墊等進行防護。(2)防脫螺釘及螺桿:在虎鉗上把螺桿擰進筒體內,縮至最短,再用圓棒插入拉桿頭內并固定,用專用的內六角扳手伸入拉桿孔內,旋下防脫螺釘。從護管端旋出螺桿。(3)護管及前蓋組成:使用孔用彈性擋圈鉗取出擋圈,從前蓋中抽出護管、墊圈和橡膠密封圈。用頂鎬擰入拉桿的螺紋孔內后,將拉桿拉出筒體延長距離30 mm以上,卸下螺釘和墊圈,轉動前蓋并連同彈簧盒一起取下。(4)前蓋內部零件:使用孔用彈性擋圈鉗卸下前蓋內的擋圈,分別取出彈簧盒、引導螺母及軸承。彈簧盒不分解。(5)套筒體組成:使用工裝將拉桿縮入筒體內,使主彈簧松開,從筒體內取出套筒體組成。取下套在拉桿上的主彈簧、主彈簧座、軸承。套筒體組成卡在筒體內時,須將前蓋旋上,以防止零件彈出傷人,再用木錘敲動筒體,使主彈簧放松。(6)拆卸離合片:在虎鉗上夾緊頂鎬,端部接上壓帽,轉動頂鎬手把,壓縮壓緊彈簧,解除擋圈所受彈力,用專用鉗取下擋圈并卸下離合片。反向轉動頂鎬手柄后,取出套筒組成。(7)分解套筒內部零件:將套筒體組成垂直夾在虎鉗上,先用沖子將套筒體上的彈性圓柱銷取出,再用套筒蓋專用扳手擰出套筒蓋,提起拉桿,將活動套、壓緊彈簧、套筒蓋等零件一齊取出,再從套筒體內取出小彈簧、小彈簧座、軸承、調整螺母。導向螺釘狀態良好時可不分解。拉桿端頭狀態良好時可不分解。
1.3 清洗、除銹
閘調器整體清洗與配件清洗須分開進行。清洗時可使用清洗劑、煤油、汽油等。所有分解的零部件須進行除銹并徹底清洗,拆下的零件應浸入清洗容器內,用刷子徹底清洗干凈。零件清洗后干燥,表面不得有明顯污跡。
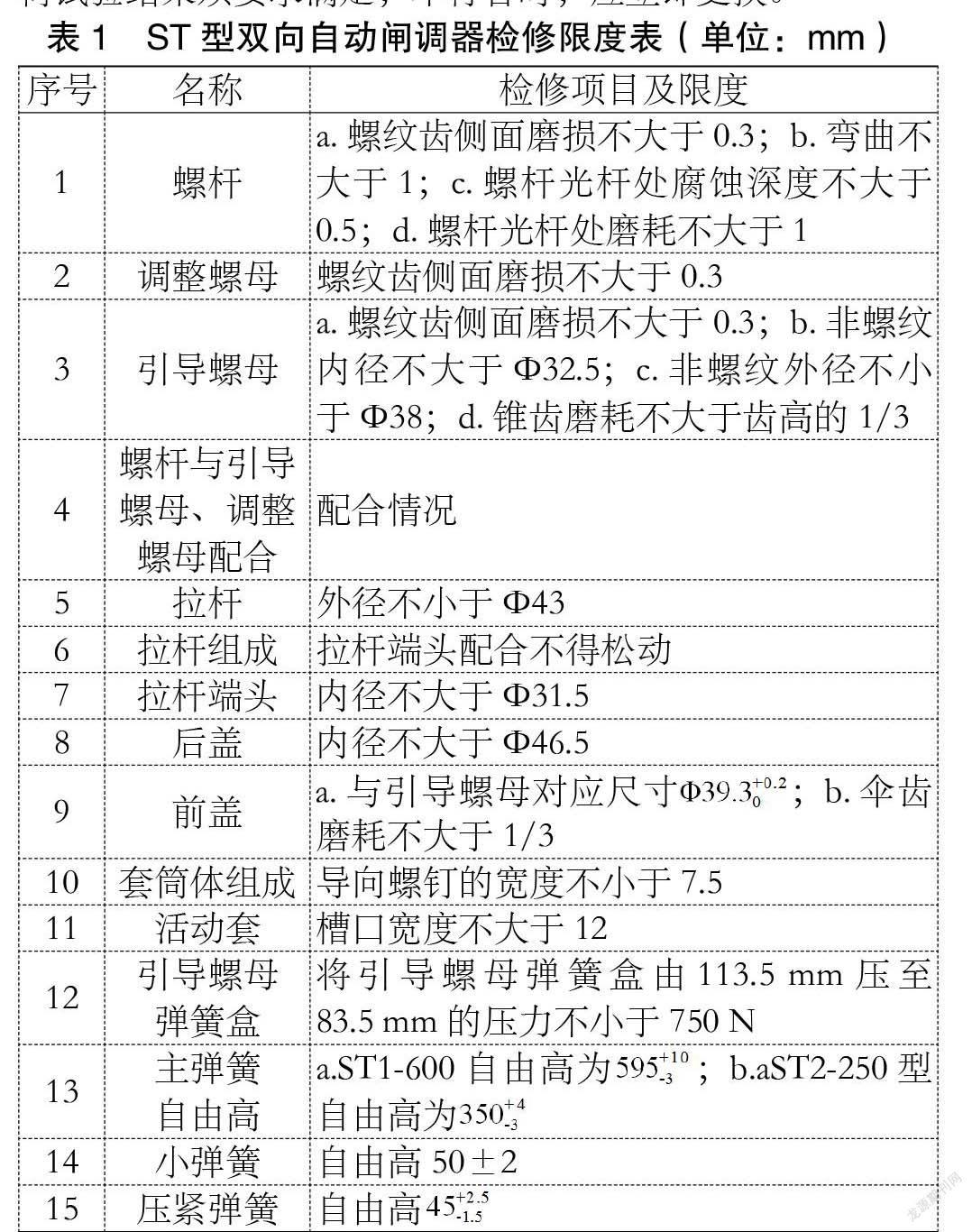
1.4 檢修
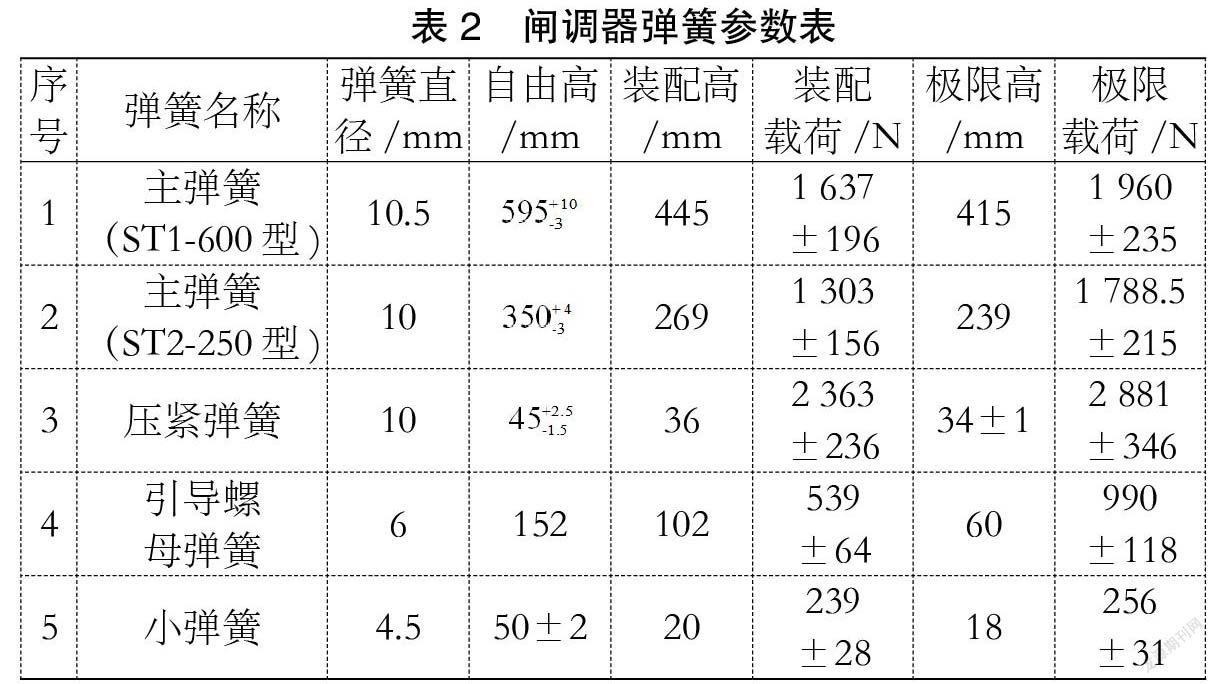
(1)如表1所示,閘調器零配件各部尺寸的檢修限度須符合規定,不符合限度值要求或符合“其他更換條件”時更換。(2)螺桿無螺紋部分和拉桿須進行表面重新鍍鋅處理。ST2-250型閘調器螺桿與后拉桿頭連接狀態良好時可不分解。(3)筒體變形時調修或更換,筒體腐蝕深度大于1 mm時更換。(4)閘調器前蓋裂紋、破損或磨耗超限時更換。(5)軸承滾珠表面銹蝕、鍍層脫落、變色或保持架變形時更換。(6)小彈簧座、主彈簧座、筒體、護管組成、拉桿頭缺損、裂紋、有毛刺、嚴重變形、銹蝕時更換新品。(7)密封圈、離合片、墊圈、彈性圓柱銷、推力軸承須更換新品。(8)零件表面須光滑,有毛刺、銹斑時用細銼或砂布清除。(9)如表2所示,各彈簧參數須滿足要求,載荷試驗結果須要求滿足,不符合時,應立即更換。
1.5 組裝
(1)組裝前各零件須清潔、干燥,不得有油垢、水跡、灰塵、纖維物等。(2)筒體內的各零件應涂符合TJ/CL253-2012規定的閘調器潤滑脂,總量約0.4 kg。(3)前蓋的組裝將引導螺母,推力軸承,彈簧盒依次裝入前蓋內,并卡上彈簧擋圈。(4)套筒體的組裝。①將調整螺母、推力軸承、小彈簧座、小彈簧依次裝入套筒體內,再將帶有活動套的拉桿裝入(導向槽、導向螺釘對正)。②從拉桿上裝入壓緊彈簧、套筒盒,用風缸垂直夾緊套筒體外體,用套筒扳手裝上套筒蓋,并裝上銷子。(5)離合片的組裝。在拉桿上裝上離合片和軸用擋圈,再將這部分放在工作臺上卡住套筒蓋的右端,利用風缸壓力調整螺母的左端面,待壓緊彈簧壓縮后,將拉桿右拉,將彈簧擋圈卡上。(6)主彈簧及外體的組裝。將主彈簧裝入外體內,再將推力軸承,主彈簧座依次裝在拉桿上,將帶有套筒體的拉桿從外體前端穿入外體內至后蓋孔穿出一部分。(7)前蓋的組裝。將外體部分放到支架上卡住,利用風缸將主彈簧壓縮150 mm,再將前蓋及組成旋入外體,到位后裝上固定螺釘退回風缸活塞。(8)護管的組裝。將帶有墊圈和橡膠密封圈的護管裝入前蓋孔,并將孔用彈簧擋圈卡上。(9)螺桿及控制桿的組裝。將螺桿從前蓋孔由左至右旋入外體到螺桿上的刻線與護管平齊,用力矩扳手裝上防脫螺釘,再用力矩扳手裝上拉桿頭。防脫螺釘、前拉桿頭的組裝擰緊力矩均不小于100 N·m。
2 ST型雙向自動閘調器的檢修工藝存在問題及改進措施探討
(1)在安裝和分解閘調器上的軸用彈性擋圈時,使用的是普通的卡簧鉗,由于在工件表面存在大量的油脂,導致工作效率較低,工作人員一般需要兩次以上才能取下,因此,選用更加合理的卡簧鉗或者對卡簧鉗進行改造可有效提高工作效率。(2)引導螺母和調整螺母均為需要轉動并產生摩擦的部件,在實際工作中,兩個部件的報廢率較大,由于閘調器內部配合不良,出現螺紋磨損嚴重,可更改兩個部件的材料。(3)引導螺母處的軸承在安裝時,只使用一片墊片,而引導螺母的材料和軸承的材料是完全不相同的,這樣的使用對軸承的靈活性有影響,應使用兩片墊片,在引導螺母上開凹槽放入墊片。(4)在使用V型鐵時,由于V型鐵凹槽為水平,導致使用壓力機對螺桿進行調直后螺桿自動變彎,應使用較長的V型鐵,并使壓頭接觸螺桿后保持一定的時間。
3 結束語
閘調器的檢修質量關系到車輛運行的安全,規范閘調器檢修的工藝流程有利于提高閘調器檢修質量,降低制動力不足的隱患,提高列車運行的安全性。探討標準化工藝流程,完善和優化檢修作業中的不足,不僅可以提高現場人員作業效率,還可以有效提高作業質量。
參考文獻:
[1]鐵道部.鐵路貨車制動裝置檢修規則[M].北京:中國鐵道出版社,2008.
[2]晉永榮,陳曉麗.ST型雙向自動閘調器性能試驗臺簡介及試驗工藝[J].機車車輛工藝,2020(2):36-34.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
