淺談立式圓筒形鋼制焊接儲罐的制作安裝
2021-11-06 04:00:00陳偉藝
四川水泥 2021年10期
陳偉藝
(福建省工業設備安裝有限公司, 福建 廈門 361000)
0 引言
從當今石油化工行業的發展形勢可以看出,立式圓筒形鋼制焊接儲罐是不可或缺的儲油設備。因此,立式圓筒形鋼制焊接儲罐的制作安裝對于設備安裝企業來說,是一項可持續發展的工程項目。企業在保證施工質量和施工安全的前提下,若想獲得更大的工程效益,就必須合理安排施工工序、慎重選擇施工工藝、優化資源配置。本文主要從本人的實踐經驗出發,介紹立式圓筒形鋼制焊接儲罐制作安裝的施工方法。
1 儲罐制作安裝
立式儲罐總體采用群桿電動葫蘆同步提升,倒裝焊接配合施工工藝。此工藝應用了福建省一級工法《大型儲罐電動葫蘆提升倒裝施工工法》,具有以下優點:儲罐主體施工全部地面作業,不僅安全,功效高,而且節省了吊機、腳手架等施工費用。
儲罐施工主要采用在罐區預制場預制,施工現場安裝、焊接。這里重點介紹30000m3儲罐的施工工藝。
1.1 罐體安裝
儲罐底板施工前,須對儲罐基礎進行檢查及驗收,對基礎標高、方位等進行復測[1]。
1.2 儲罐防腐
儲罐防腐,須在焊接、試漏、試壓、附件安裝及基礎沉降觀測等工序完成,且質檢合格后才可進行施工。對于內浮頂儲罐,其內壁的防腐施工,應在儲罐嚴密性試驗合格后,鋁制浮頂安裝前。
儲罐防腐采用噴砂除銹的方式對鋼板金屬表面進行處理,使金屬表面的除銹等級符合國家規范或設計文件的要求。除銹后的金屬表面,為避免返銹須盡快安排油漆涂刷施工,其時間間隔不宜超過8 小時[2]。除銹防腐施工時,應注意以下事項:
(1)鋼板金屬表面溫度如果低于露點以上3℃,或相對濕度大于70%的時候,不宜進行噴砂除銹的施工。
(2)出現雨、霧及風力大于5 級的氣候情況時,不得進行室外防腐蝕工作的施工。
罐體所有板材在下料、卷制后進行防腐處理,并留出焊接位置即焊縫左右各留出5cm,待罐體安裝完成并進行水壓試驗后,再用角向磨光機進行人工除銹,補好罐體防腐。
防腐蝕施工工序:

1.3 罐底安裝
儲罐底板安裝存在焊接工程量大、焊后易變形等特點,因此儲罐底板組裝采用搭接施工,因為搭接比對接在下料、組裝以及防止焊接變形等方面更優。搭接焊縫宜采用CO2氣體保護焊[3],能夠保證儲罐底板焊縫的焊接質量。CO2氣體保護焊工作效率高,是手工焊接的2~3 倍;生產成本低,大約是手工焊接的60%;熔透性好,一次熔深可達10mm,探傷合格率可達到98%;焊縫抗裂性好,焊縫線能量小,焊接受熱面小,因此變形和應力也相應減小,同時提高功效,縮短工期。
罐底板鋪設組對:
罐底板鋪設時先鋪邊緣板再鋪中幅板。按計算得出的劃線半徑劃出罐底邊緣板外圓周線,每隔3~4m 作好標記,畫出中幅板的中心線和區域長條中幅板的位置,經全部檢查核對無誤后,開始底板的鋪設,弓形邊緣板按編號組對,對接焊縫的焊接必須采取反變形措施。在鋪邊緣板時,在邊緣板底下得加墊板,墊板應與對接的兩塊底板貼緊,其間隙用塞尺檢測不得大于1mm。對接焊縫應完全焊透,表面應平整。焊接前應注意焊口的清潔與干燥,在鋼板接口處不許夾有泥沙、油污及鋼銹等雜質。邊緣板對接邊的間隙內大外小。邊緣板鋪設完畢后先焊接邊緣板對接縫外側300mm,并打磨至與邊緣板表面平齊,然后進行探傷及中幅板鋪設等。罐底中幅板從儲罐中心向外鋪設,先鋪中心橫向鋼板,儲罐中心附近中幅板鋪設完,進行罐底中心點的移植,檢查無誤后,用樣沖打出明顯標記。中幅板采用搭接接頭,其搭接寬度允許偏差±5mm。在中幅板的搭接處應采用火焰加熱打彎,使之圓滑過渡。中幅板的搭接三層板疊加部分應將上層板切角,并在上層底板鋪設前,先焊接上層底板覆蓋部分的角焊縫。
在組對焊接時得注意焊接順序:先焊邊緣板外端300mm→中幅板短焊縫→中幅板長焊縫→罐壁最底層和邊緣板環形角焊縫→邊緣板剩余焊縫焊接→邊緣板與中幅板間搭接焊縫。中幅板焊接時應先焊短焊縫(即將鋼板接長,寬度方向不變),后焊長焊縫(即將鋼板沿長邊接起來,變寬),短縫焊接順序應由中心向兩邊對稱施焊,如圖1 橫板短邊的1、1 焊接順序。長焊由多名焊工自中心向兩端分段施焊,并采取分段逆向焊法。如圖1 豎向一、二板,二、三板的7~13 焊接順序。然后再焊橫板與豎板間的焊縫,如圖1 中2~6 焊接順序。罐底焊接順序示意圖見圖1。
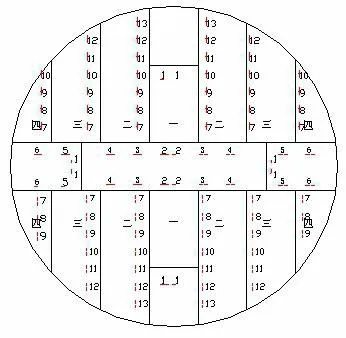
圖1 罐底焊接順序示意圖
焊前先點固,將搭接邊打平,貼緊,每隔300~400mm 點一點。焊接過程中如發現焊縫起鼓時,立即用木錘趁熱打平。罐底焊接完畢后,所有底板的焊縫應采用真空箱進行嚴密性試驗,試驗負壓值不得低于53kPa,以無滲漏為合格。
1.4 罐壁板組裝
儲罐采用電動葫蘆掛在拔桿上起吊罐壁進行倒裝。當上一層壁板提升組焊完成后,就可以把提升桿放下,然后下移脹圈,再進行下一壁板的提升,直到整個罐體組焊完成。在壁板提升的過程中,為了方便觀測到每一層壁板的提升高度,以及更好地控制儲罐提升速度,壁板圍板之前可以將上一層壁板的高度、尺寸標注在臨近提升架的壁板上。在儲罐壁板組對安裝之前,要對已預制完成的板材的幾何尺寸進行復核,在確認合格后,才能夠進行組裝。
儲罐壁板的對接組焊,須按罐內側對齊的方式進行。圍板時,應根據頂層壁板的展開圖,在罐底邊緣板上標記出0o、90o、135o、180o、270o的位置,然后利用吊車先從0°的位置開始進行圍板,可同時向兩側圍板。鋼板吊裝就位后,利用卡具調整間隙,再用卡銷進行固定。必要時,可利用斜銷打入壁板下端面與罐底邊緣板之間,來調整壁板上端面的水平,再用專門卡具來控制垂直度、橢圓度、間隙。每層壁板間的縱向垂直度組對和對接間隙,可用專門的日字卡、方錐和三角銷進行調整。調整好后,再進行縱向焊縫的焊接。頂層壁板縱向焊縫焊接完成后,須進行上口水平度的檢查,復檢合格后才可進行頂板的安裝。頂板安裝好后可進行第二圈壁板安裝。
頂層壁板和頂板安裝完成后,就可以開始安裝第二層壁板了。方法如頂層壁板一樣,并留出一道活口不進行焊接。第二層壁板吊裝的時候,在罐內安裝脹圈和組對。應按照要求,檢查和調整提升設備,確認無誤后再提升。在環縫組對的時候,宜在壁板內側每500mm 左右的位置點焊一塊矩形板,以此來防止環縫的焊接變形。壁板縱縫的內側自上而下,每500mm 左右點焊弧形板。第二層壁板安裝好后,再將脹圈落下與底部連接,方法和頂層壁板做法相同。環縫、縱縫全部焊接完成后,須根據相關規范對壁板的焊縫質量、幾何尺寸進行檢驗。
檢驗合格后,再根據上述的做法安裝第三、第四層壁板,以此類推,直到最后一層壁板安裝完成。在底層壁板的縱縫、上部環縫焊接完成以后,將脹圈落下和底部連接,再開啟提升設備,使儲罐提升160~200mm,然后再撤除原有的墊塊,最后在底層壁板的安裝線兩側設擋板,使壁板就位。底板與底層壁板的環向內外角焊縫,可安排數名焊工均勻對稱分布在儲罐內外兩側,利用分段退焊法,沿同一方向同時進行焊接。
在進行壁板吊裝組對施工的時候,可事先在每條縱縫的下端面放進一截大約4.5mm 厚的扁鐵,以此來保證壁板下部組對的間隙。當發現壁板縱縫需要調整的時候,只須調整壁板上端面的日字卡,以此來確保每條焊縫的間隙保持相互一致,另外,每兩塊相鄰的壁板的上端面也必須保持相互平齊。當環向焊縫需要調整的時候,應采取邊調整邊點焊的方式,在每隔200mm 的位置點焊一點,調整的時候須保證上下層壁板的內側保持平齊。頂層壁板除外,余下各圈壁板的安裝都須以上一圈壁板焊接后的周長尺寸作為標準。
壁板組裝完成后,應進行檢查,且須符合以下規定:
(1)罐頂層壁板相鄰的兩塊壁板上端面水平的允許偏差應≤2mm。檢測整個圓周,任意兩點的水平允許偏差≤6mm[4];
(2)罐頂層壁板的鉛垂允許偏差≤3mm;
(3)壁板組裝焊接完成后,頂層壁板1m 高的水平位置上,內表面任意點半徑的允許偏差為±25mm。
(4)其余各層壁板的鉛垂允許偏差≤該圈壁板高度的0.3%;
(5)組裝焊接后的焊縫角變形可利用1m 長的弧形樣板進行檢查,如板厚≤12mm 時角變形≤10mm;如板厚為12<δ≤25mm 時角變形≤8mm。
(6)組裝焊接后,罐壁的局部凹凸變形應平緩,不得有突然起伏。
1.5 頂板安裝
在頂圈壁板及頂部槽鋼安裝好后,需先進行頂部網殼安裝,網殼安裝合格后進行頂板鋪設安裝。網殼可采用三角形網殼,工廠預制現場螺栓組裝,從外圓往內安裝。
固定頂板預制前,應先據圖紙和材料尺寸繪制排板圖。安裝時應據排板圖等分劃線、點焊罐頂板的定位擋板,頂板搭接寬度允許偏差為±5mm。罐頂應成型美觀,其凹凸變形在組裝焊接完畢后用1.5m 長的樣板測量,間隙不應大于15mm。罐頂板的焊接應先焊內側的斷續焊縫,后焊外部的連續焊縫。連續焊縫宜采用隔縫對稱施焊方法,并由中心向外分段退焊。頂板和槽鋼的環縫應由幾名焊工對稱均勻分布,沿同一方向采用分段退焊。為便于吊裝和人員進出,應在罐頂板上留幾個口最后焊。
1.6 無損檢測
(1)罐底邊緣板的焊接邊,距邊緣100mm 范圍內,應按JB4730《壓力容器無損檢測》進行超聲波探傷檢查,其結果達到III 級為合格[5];
(2)邊緣板間每條對接焊縫外端300mm 范圍內按JB4730 進行射線探傷檢查,其結果達到III 級為合格;
(3)底板三層鋼板重疊部分的搭接接頭焊縫焊完后在沿三個方向各200mm 范圍內應進行滲透探傷;
(4)底圈壁板與罐底的T 形接頭的罐內角焊縫應進行磁粉探傷,按JB4730 要求I 級為合格;
(5)對罐壁板焊縫進行射線探傷,按JB4730 要求III 級合格。
1.7 附件安裝
儲罐的附件包括鋁制內浮盤、量油管、排水管、開孔接管、加強圈等。
3 結束語
在實際施工中,立式圓筒形鋼制焊接儲罐的制作安裝存在著不同的施工工藝和施工工序,我們應當在保證施工質量和施工安全的同時,不斷探索,尋找出更好的施工方法,達到資源配置的最優化,創造更大的工程效益。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34