真空吸盤裝夾技術在框架類零件加工中的應用
2021-11-06 07:01:02吳本興徐練光覃樹蘭
航天制造技術 2021年5期
吳本興 徐練光 蔣 凱 覃樹蘭 劉 川
真空吸盤裝夾技術在框架類零件加工中的應用
吳本興 徐練光 蔣 凱 覃樹蘭 劉 川
(四川航天燎原科技有限公司,成都 610100)
通過分析框架類零件的結構特點及加工難點,設計工藝薄邊,滿足零件采用真空吸盤裝夾時的氣密要求,實現數控設備的連續切削,提高了生產效率;同時,工藝薄邊增加了結構的剛性,保證了產品質量。
剛性;真空吸盤;產品質量;生產效率
1 引言
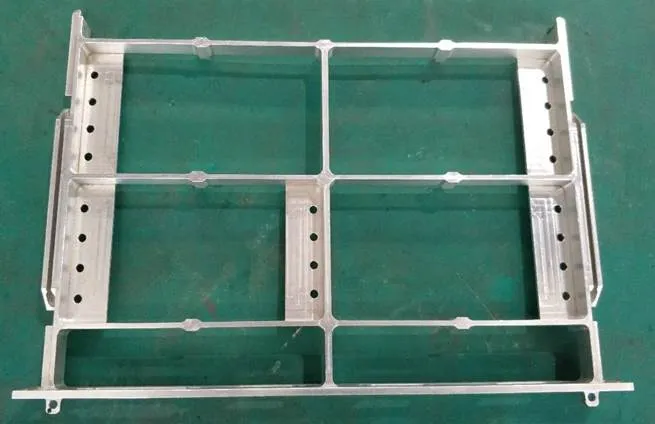
圖1 框架類零件實物圖
隨著當前電子技術的高速發展,航天領域的電子裝備系統趨于小型化、高集成化。某框架(見圖1)采用鋁合金、鎂鋁合金等輕合金材料整體切削加工而成,此類零件因其結構單一、功能集中、重量輕等優點,頗受設計人員的青睞,越來越多地應用在電子裝備系統中。
框架類零件采用輕合金材料,材料自身強度較低,且材料去除率高,導致結構剛性差,在精加工時無法采用虎鉗等常規方法裝夾,目前常見的加工方法為:制作專用裝夾,以外形及內框輔助定位,再采用壓板分段裝夾并分段加工,無法實現數控切削連續加工,加工效率低;細筋處剛性差,加工時極易產生振紋及啃刀等質量缺陷,因此目前的加工方法難以滿足航天產品高質量、短周期的質量需求及進度需求[1]。
針對框架類零件的結構特點,擯棄常見壓板裝夾加工,采用了真空吸盤裝夾技術,實現數控切削連續加工,提高產品質量及生產效率。
2 結構特點
某框架結構示意圖見圖2,該零件材料變形鋁合金板2A12-H112,外形尺寸為280mm×150mm,尺寸精度為0.1mm,粗糙度R3.2μm,有多個臺階、貫通型腔、缺口、凸臺、細筋、圓孔。
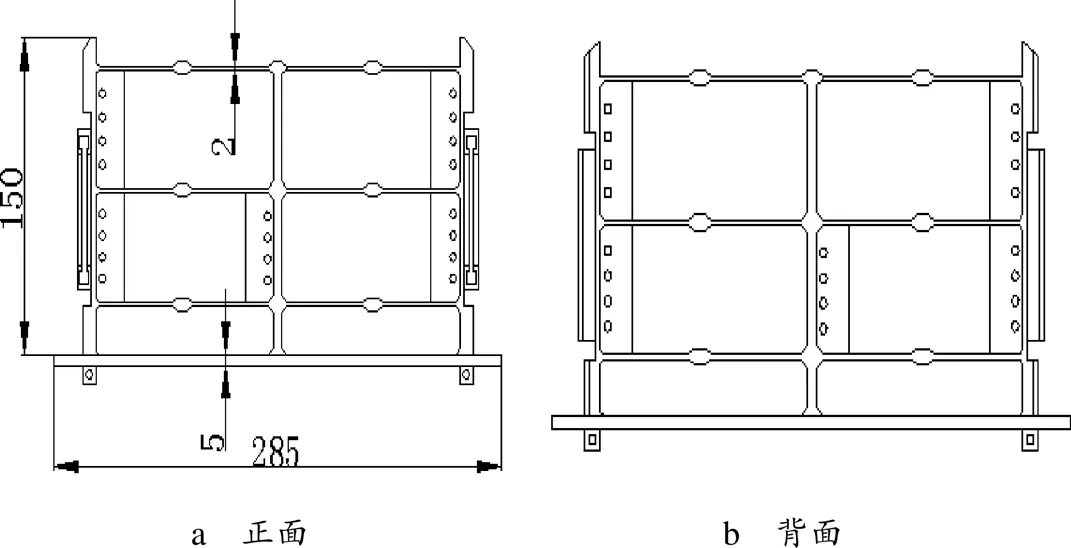
圖2 框架類零件結構示意圖
框架類零件結構特點如下:材料加工性能良好,但加工過程中易產生應力而發生變形;尺寸精度較高;結構單元較復雜;材料去除率高達80%,細筋處剛性差。
3 加工難點
框架類零件結構單元較復雜,應采用數控銑加工,在加工過程存在以下難點:零件結構單元較復雜,材料去除率高,加工應力不易控制,一次加工到尺寸,精度難以保證,應分粗精加工,并穿插熱時效消除應力,因此涉及多次裝夾;材料自身強度較低且材料去除率高,零件剛性不足,在精加工時無法采用虎鉗裝夾。如采用壓板裝夾,需設計制作復雜的專用裝夾工裝,且多次分段裝夾,無法實現數控切削連續加工,效率低、成本高、周期長;細筋高度尺寸5mm、寬度尺寸2mm,剛性不足,銑削加工時易顫動產生振紋,尺寸難以保證。
4 工藝方案
根據零件結構特點、加工難點以及多品種、小批量、短周期的生產特點,設計工藝方案:粗加工時材料去除率不高,用虎鉗裝夾,保證效率;制作簡易真空吸盤,精加工時用真空吸盤裝夾,實現數控連續切削加工,保證效率,但型腔在真空吸盤裝夾過程中不能貫通;對型腔、細筋等結構進行過程控制,設計工藝薄邊,解決真空吸盤裝夾型腔貫通難題及剛性不足易顫動產生振紋難題;用剃刀剔除工藝薄邊。
5 加工流程
零件結構單元較復雜,加工應力不易控制,一次加工到尺寸,精度難以保證,應分粗精加工,并穿插熱時效消除應力。精加工時采用真空吸盤裝夾,型腔在加工過程中不能貫通。以此原則設計主要工藝流程為:銑毛坯外形—粗銑—熱處理—精銑—鉗,僅對粗銑、精銑、鉗等工序中與型腔、細筋相關的加工要求及裝夾方式展開論述。
5.1 粗銑
虎鉗裝夾毛坯,數銑加工如圖2正面所示各型腔及細筋,型腔不銑通,長、寬及深度均留量1mm;虎鉗裝夾毛坯,銑背面結構,長、寬及深度均留量1mm。粗銑后零件實物圖見圖3。

圖3 粗銑后零件實物圖
5.2 精銑背面
此時圖3所示正面結構,剛性仍較好,可采用虎鉗裝夾如圖3所示正面,通過數銑精加工圖3背面結構到尺寸。型腔處只銑底面與大面齊平,型腔內部暫不加工,保證后續加工中真空吸盤能正常運行。
5.3 制作簡易真空吸盤
圖3背面結構已加工到尺寸,此時零件剛性已不足,無法繼續采用虎鉗裝夾,應設計制作真空吸盤裝配。
5.3.1 真空吸盤工作原理
真空吸盤是將吸盤與真空發生裝置連接,通過吸氣管抽去吸盤與零件之間的空氣,利用大氣壓力與真空吸盤內部的真空形成的壓力差吸附于零件表面,完成吸平裝夾。真空吸盤所需真空度由真空泵持續提供,夾緊力均勻、穩定,不會造成零件裝夾的變形,該吸緊裝夾方式可實現零件快速裝夾定位,能避免因采用常規的裝夾方式零件在加工時受集中應力而變形的缺陷,更消除了多次分段裝夾銑削造成較大的接刀痕,同時裝夾效率較高,加工質量一致性更好,目前廣泛應用在薄板類金屬零件加工。
真空吸盤吸力大小與環境壓力和吸盤內部空間的壓力差及真空作用面積成正比。
真空吸盤吸力計算:=。其中:為吸力,為氣壓壓差,為真空作用的面積[2]。其工作原理如圖4所示。

圖4 真空吸盤工作原理圖
5.3.2 簡易真空吸盤
根據真空吸盤工作原理及零件結構特點、工藝薄邊,設計制作簡易真空吸盤,見圖5。設計真空吸盤時應綜合考慮根據當地的氣壓差、吸附面積及切削力,保證真空吸盤安全可靠運行。為防止零件在加工過程中移位,可采用擋板及壓板輔助裝夾;吸盤上的密封槽位置,應選擇盡量大的密封面積裝夾。另外,為保證吸附強度,還可以采用密封條局部密封。
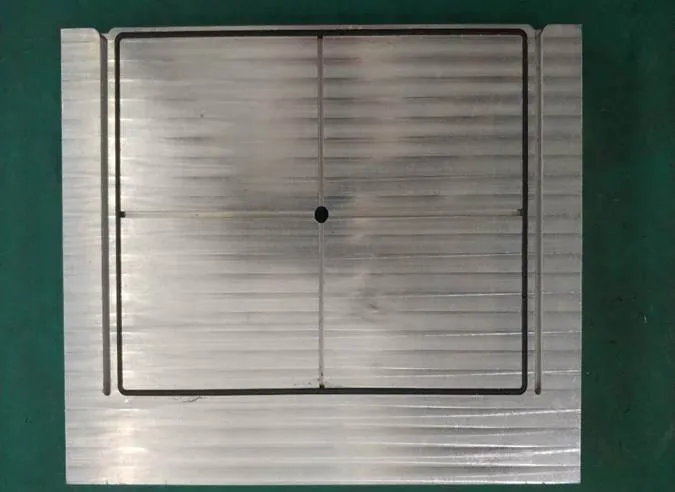
圖5 簡易真空吸盤實物圖
5.4 精銑正面
真空吸盤裝夾圖3背面(見圖6),數銑正面外形、型腔及細筋,實現了數銑加工連續切削的優勢,在一次裝夾中,完成多個型腔、筋、孔及外形等結構的加工,縮短了工序,提高加工效率,同時也提高零件表面加工質量,減少了零件裝夾次數,有利于減小加工變形量。在加工型腔時沿型腔周邊將底部留工藝薄邊0.1~0.15mm不銑穿(為減少切削量,可不用將底面全部加工成薄邊,只需將沿型腔周邊留工藝薄邊),保證在連續切削加工過程中,真空吸附系統持續穩定地工作,而且薄邊增加了細筋剛性,加工時不會產生振紋。
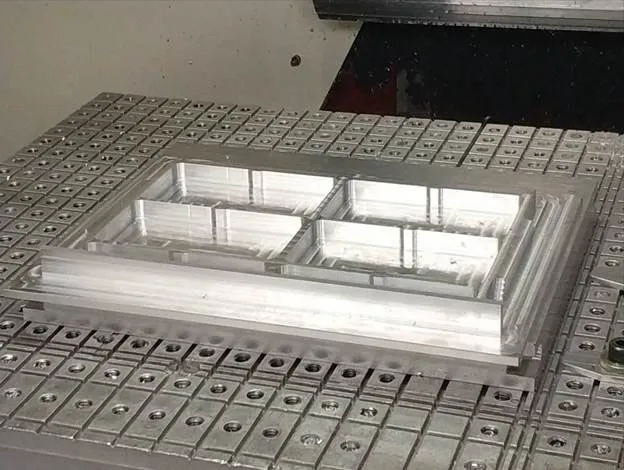
圖6 真空吸盤裝夾實物圖
5.5 剔除工藝薄邊
精加工后零件型腔未貫通,預留了工藝薄邊。將零件放在聚四氟乙烯板上用鋒利的剃刀剔除工藝薄邊并銼修圓滑,使結構、尺寸滿足圖紙要求。操作圖見圖7。
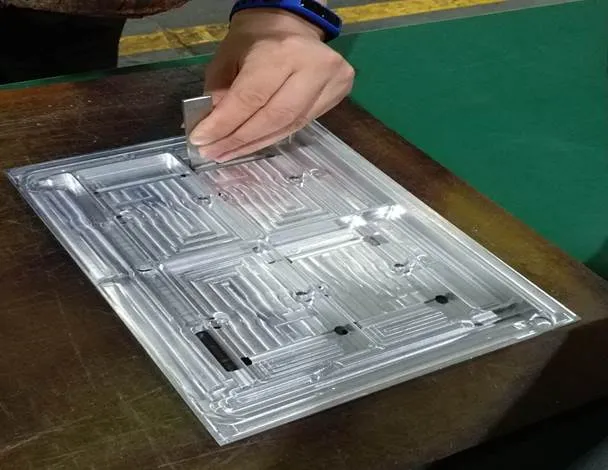
圖7 薄邊剔除實物圖
6 結束語
真空吸盤因夾緊力均勻、穩定,能實現零件快速裝夾定位,極大地提高了生產效率,目前廣泛應用在薄板類金屬零件加工,但真空吸盤裝夾因氣密性要求無法加工一些貫穿性結構。框架類零件有貫穿型腔,常規的方法無法使用真空吸盤裝夾。針對框架類零件結構特點及真空吸盤工作原理,在加工過程中巧妙地設計了工藝薄邊,采用真空吸盤裝夾技術,實現數控加工自動化連續切削,減少了零件裝夾次數,提高了框架類零件的加工效率,同時工藝薄邊提高了細筋剛性,使產品質量得到提升,此方法具有很好的推廣價值。但工藝薄邊需剔除,剔除薄邊屬純手工操作,影響效率,因此此方法適用于單件、小批量生產。
1 馮憲冬. 一種超大直徑貯箱筒段壁板銑切工裝的設計與應用[J]. 航天制造技術,2018(2):40~43
2 高尚雪. 一種平面真空吸取器的改進[J]. 機械,2011(1):9~14
Application of Vacuum Chuck Clamping Technology in Machining of Frame Parts
Wu Benxing Xu Lianguang Jiang Kai Qin Shulan Liu Chuan
(Sichuan Aerospace Liaoyuan Science and Technology Co., Ltd., Chengdu 610100)
In this paper, by analyzing the structural characteristics and processing difficulties of frame parts, the thin edges of the process are designed to meet the airtight requirements of parts clamped by vacuum suction cups, so as to realize the continuous cutting of CNC equipment and improve the production efficiency. Moreover, the thin edges of the process increase the rigidity of the structure and ensures the product quality.
rigidity;vacuum chuck;product quality;production efficiency

V461
B
吳本興(1976),高級工程師,機械類專業;研究方向:機加工藝。
2021-09-01
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
