某圓柱滾子軸承卡滯問題的分析及改進措施
2021-11-05 11:32:02崔靜偉
哈爾濱軸承 2021年3期
陳 群,崔靜偉
(1. 中國人民解放軍第5701工廠,四川 成都 610043;2. 洛陽軸承研究所有限公司,河南 洛陽 471039)
1 前言
軸承是機械傳動系統(tǒng)中最關鍵的零部件之一,某型號發(fā)動機用圓柱滾子主軸承在高溫、高速和重載條件下工作,軸承采用環(huán)下噴油冷卻潤滑,工作條件十分惡劣。發(fā)動機主軸系統(tǒng)對這類軸承提出了極高的要求,因此對于這類軸承的研究是國內外各個軸承公司需要重點關注的問題之一,以滿足發(fā)動機主軸承特殊的工況要求[1]。本文針對某型號發(fā)動機用圓柱滾子主軸承在安裝內圈組件時,運轉出現(xiàn)卡滯的問題進行分析,通過對軸承結構的改進設計,嚴格控制加工精度,使改進設計后加工的軸承滿足了主機的使用要求。
2 問題描述
該型號軸承的結構為:內圈雙擋邊、內徑和滾道的越程槽處分別均布圓周方向油槽和徑向進油孔,且內圈一端帶有拉拔槽、外圈無擋邊的圓柱滾子軸承。軸承套圈和滾子采用耐熱鋼材料,保持架材料為合金鋼。主機裝配過程中,在安裝軸承內圈組件(由內圈、保持架和滾子組成)時,當軸承內圈在 96kN 的軸向壓緊力作用下壓緊后,出現(xiàn)了滾子與滾道卡滯,軸承運轉不靈活的故障,這對軸承的使用來說是絕對不允許的。
3 問題分析
針對該型號軸承出現(xiàn)的問題,通過討論和分析,對發(fā)生故障的本批次軸承進行排查和梳理,根據(jù)軸承產(chǎn)生故障的可能性因素,列舉出故障樹。經(jīng)過仔細研究和論證,確定從設計結構和加工精度入手,分析軸承內圈組件安裝壓緊后滾子卡滯故障產(chǎn)生的原因。
3.1 設計結構
圓柱滾子軸承在設計方法上已經(jīng)很成熟,根據(jù)軸承要求達到的最佳性能,在外形尺寸和主參數(shù)確定的條件下,可以對軸承內部進行優(yōu)化設計和性能驗算。基于該型號軸承出現(xiàn)安裝后滾子在內圈中出現(xiàn)卡滯的問題,通過對原來軸承內圈設計參數(shù)與國外同類型的產(chǎn)品進行比較,發(fā)現(xiàn)國外同類型軸承內圈退刀槽尺寸較小,退刀槽尺寸、內圈擋邊設計與國外同類型產(chǎn)品差異較大[2-3],這些差異不能排除是軸承產(chǎn)生卡滯的原因之一。
3.2 加工精度
為了檢驗軸承加工精度與圖紙設計尺寸的一致性,對該軸承內圈的關鍵尺寸進行產(chǎn)品尺寸復檢。根據(jù)理論分析結果,退刀槽的尺寸大小對軸向載荷下滾道兩擋邊間的寬度及承載影響最大。對該型號軸承取三個批次各一件,對軸承內圈進行軸向剖切處理,內圈剖切測試的尺寸位置如圖1。剖切后,退刀槽尺寸測量的結果見表 1。
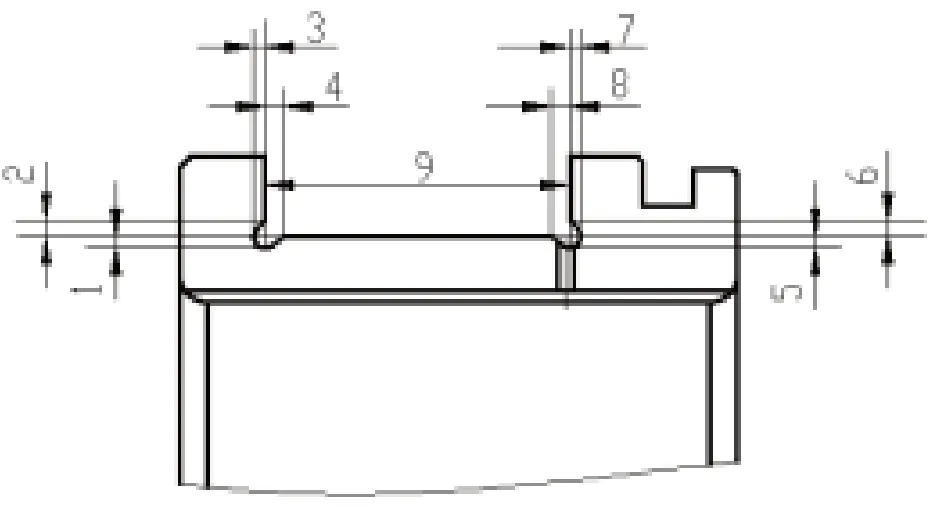
圖1 測試的尺寸位置
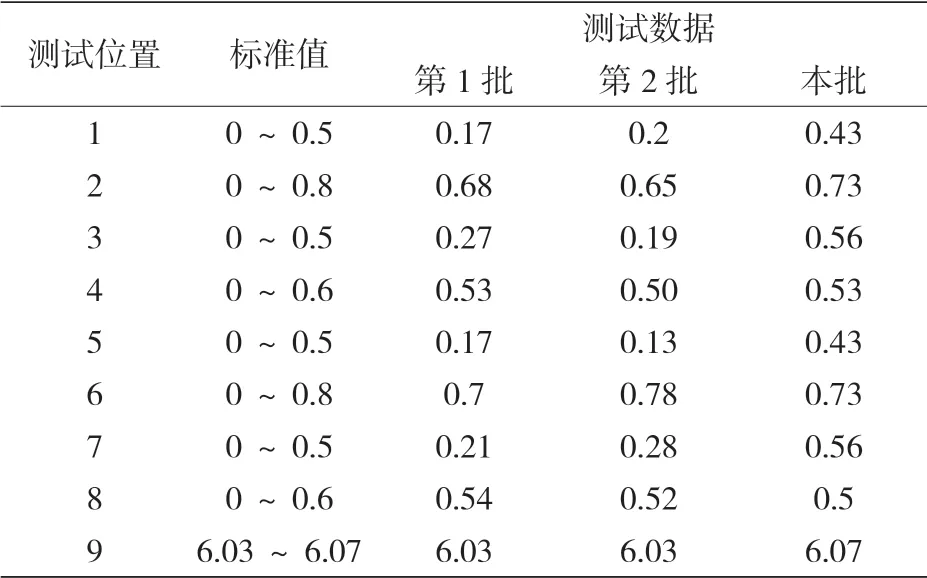
表1 檢測結果 mm
從表 1 分析可以看出:該批軸承內圈的退刀槽尺寸較第 1 批和第 2 批尺寸大。本批次測試位置 3(退刀槽底到擋邊軸向距離)的測試值為0.56mm,超出上限值(0.5mm)0.06mm,制造精度超差。該尺寸影響擋邊剛性,尺寸越大擋邊剛性越差。同時本批次軸承滾子與內圈擋邊的實際軸向間隙比第 1 批和第 2 批軸向間隙要小,這些差異不能排除是軸承產(chǎn)生卡滯的原因之一。
4 問題驗證
為了驗證軸承內圈退刀槽尺寸對軸承內圈剛性的影響,特別進行了仿真計算與試驗,以分析這些因素的影響程度。
4.1 仿真計算
(1)建立模型
根據(jù)產(chǎn)品圖紙建立軸承內圈零件的三維模型,如圖 2 所示。在圖中 A 面添加固定約束,B 面施加周向載荷,不同退刀槽尺寸的示意圖見圖 3。約束與加載分別是與套圈與擋肩和壓緊螺母接觸區(qū)域,具體模型如圖 4、圖 5 所示。分析不同退刀槽尺寸、不同載荷(10 000N ~ 110 000N)下內圈兩擋邊的距離變化量。
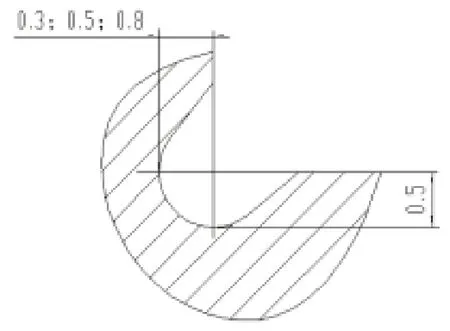
圖3 不同的退刀槽尺寸
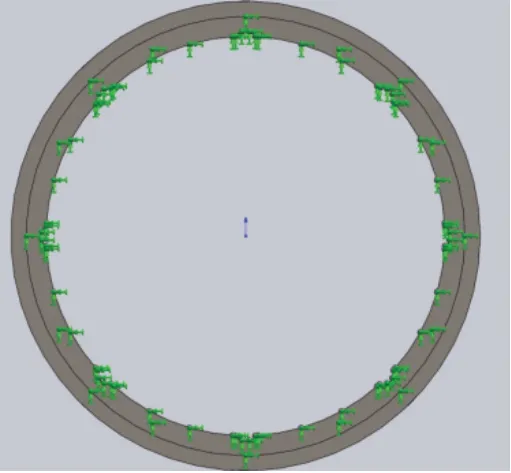
圖4 B面(拉拔槽端面)加載示意圖
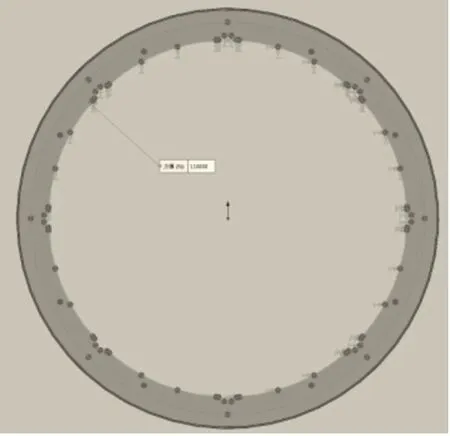
圖5 A面加載示意圖
(2)計算結果
在軸向夾緊力作用下?lián)踹吿幍妮S向位移云圖如圖 6 所示。從圖中可以看出拉拔槽處的變形最大。
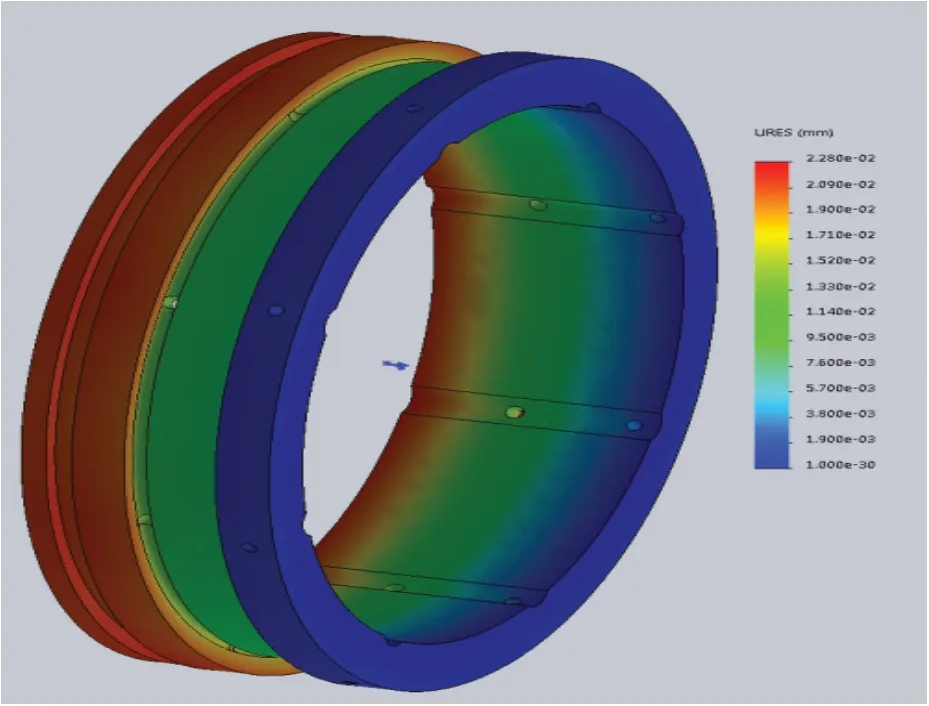
圖6 套圈軸向變形云圖
不同退刀槽尺寸和軸向夾緊力條件下,軸承內圈擋邊變形如表 2 所示。從表中可以看出變形量與載荷近似成線性關系,退刀槽深度越大,其變形越大。表 2 中第 4 行數(shù)據(jù)為將退刀槽結構改為 0.3mm 圓倒角后的變形,略小于退刀槽對應的變形。
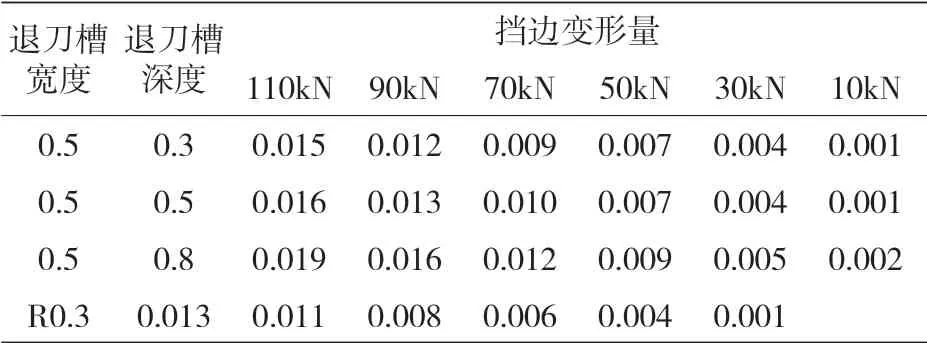
表2 不同軸向夾緊力下內圈擋邊變形情況 mm
仿真計算時,為單邊約束,計算另一邊的變形量。實際情況是雙邊都有變形,所以計算值應乘以 2 倍。96kN 夾緊力下最大變形量達到了0.035mm。因此內圈在承受 96kN 軸向夾緊力時,滾道擋邊將會發(fā)生變形,減小了滾道兩擋邊之間距離。
4.2 內圈擋邊變形試驗
采用三個未裝配使用的本批次軸承內圈加軟態(tài)芯軸,在壓(拉)力試驗機上進行“壓力 — 變形”試驗,驗證軸承內圈軸向加載后滾道擋邊變形情況。如圖 7 所示,中間一個套圈為測試套圈,上下兩個改制為測試墊圈,A、B 分別為測試點。
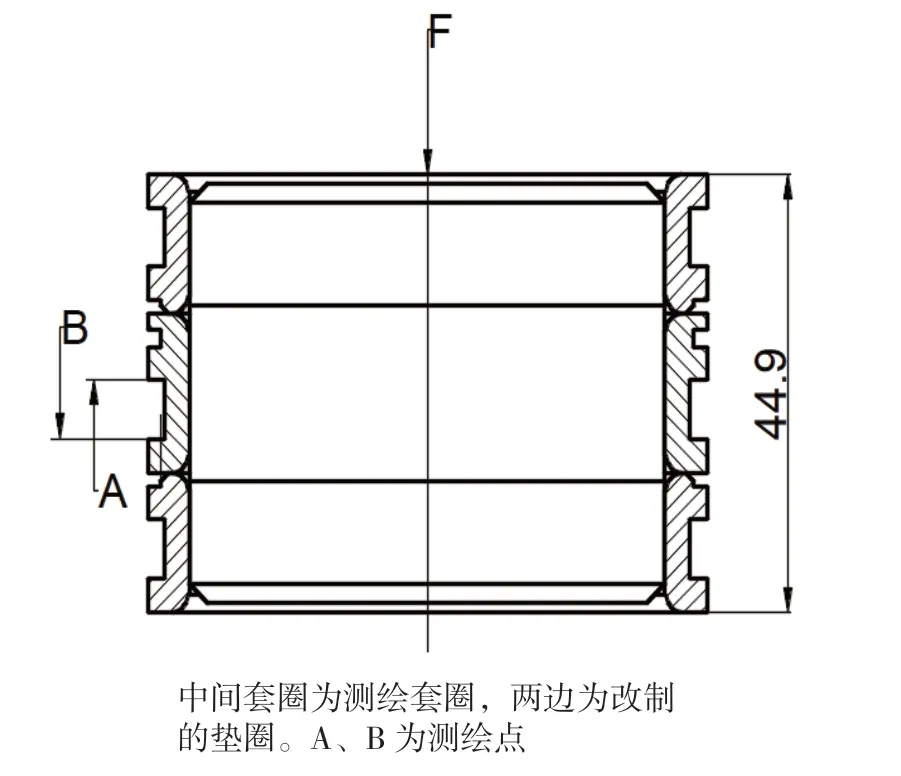
圖7 套圈擋邊軸向變形測試圖
試驗前將測試套圈加熱套入測試軸中段,測試軸與測試套圈之間有 0.02mm 過盈。然后如上圖將兩改制套圈套入,保證測試軸兩端面低于兩改制套圈外端面。試驗組件套在銅質防爆套內,試驗時逐步分段加壓,加到設定壓力后保壓五分鐘進行下次加壓。試驗結構如表 3。
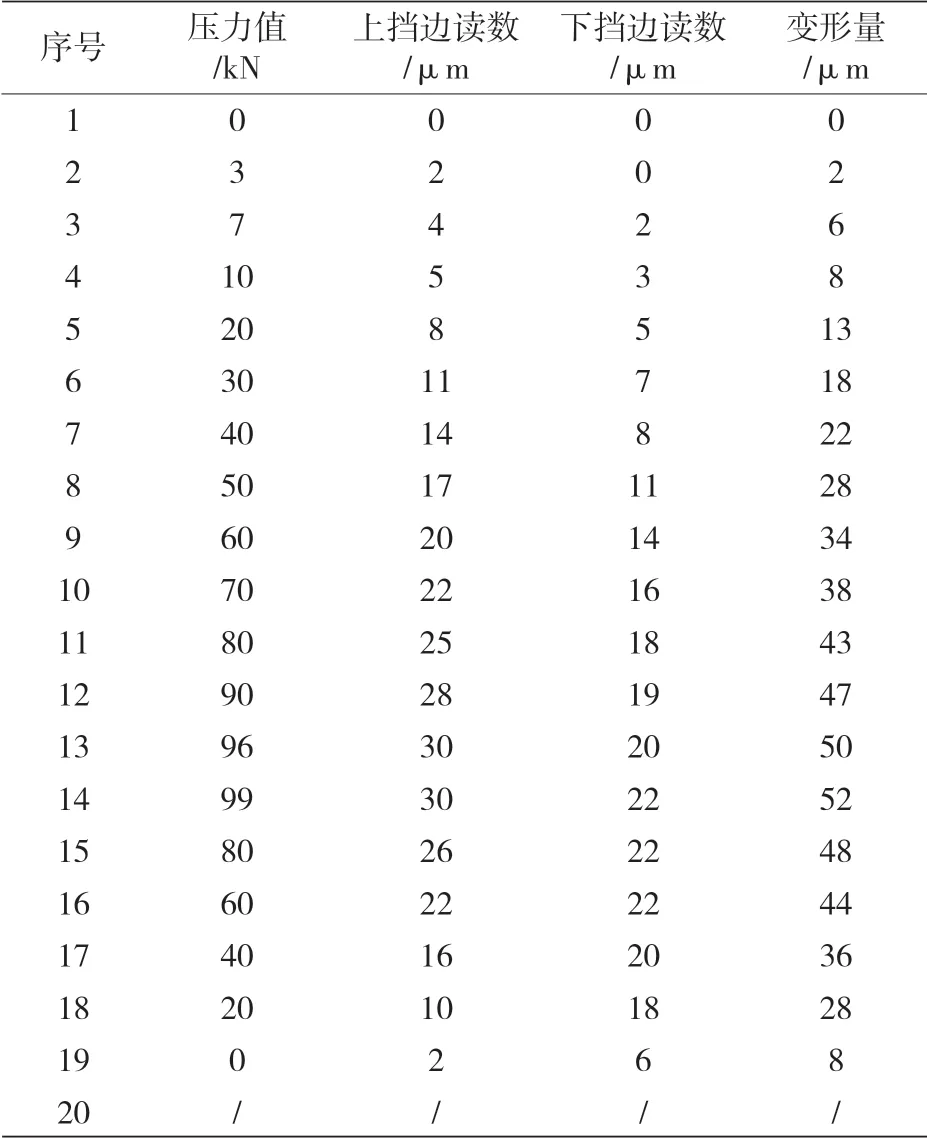
表3 試驗數(shù)據(jù)
表 3 中上擋邊讀數(shù)加下?lián)踹呑x數(shù)即為擋邊變形量。考慮初始加載變形較大,加載初期采用較小載荷間隔,然后載荷間隔為 10kN。
通過仿真計算和內圈擋邊變形試驗可知:軸承內圈滾道兩擋邊間距離隨著內圈軸向夾緊力增加,變形增加;同時還可以看到相同軸向載荷隨著退刀槽尺寸增大,變形增加。軸向夾緊力 96 kN 時仿真計算變形為 0.035mm,若制造時退刀槽尺寸超差增大,變形也將增大。變形試驗已驗證 96 kN 時,本批次軸承內圈擋邊變形可達0.05mm。
由此可見,當內圈組件安裝軸向加載 96 kN夾緊力時,擋邊變形消除滾子軸向間隙致使?jié)L子卡死。因此,退刀槽尺寸設計不合理及制造精度超差是造成軸承內圈夾緊后滾子卡滯的主要原因。
5 改進措施
通過建立模型、仿真分析和試驗驗證,針對本型號軸承內圈退刀槽尺寸設計不合理以及制造精度超差,造成在安裝軸承內圈滾子組件時,當軸承內圈在軸向壓緊力為 96 kN 的作用下壓緊后,出現(xiàn)了滾子卡滯,軸承運轉不靈活的故障,對軸承內圈退刀槽尺寸進行改進,重新優(yōu)化設計。改進前、后退刀槽尺寸如圖 8 所示。
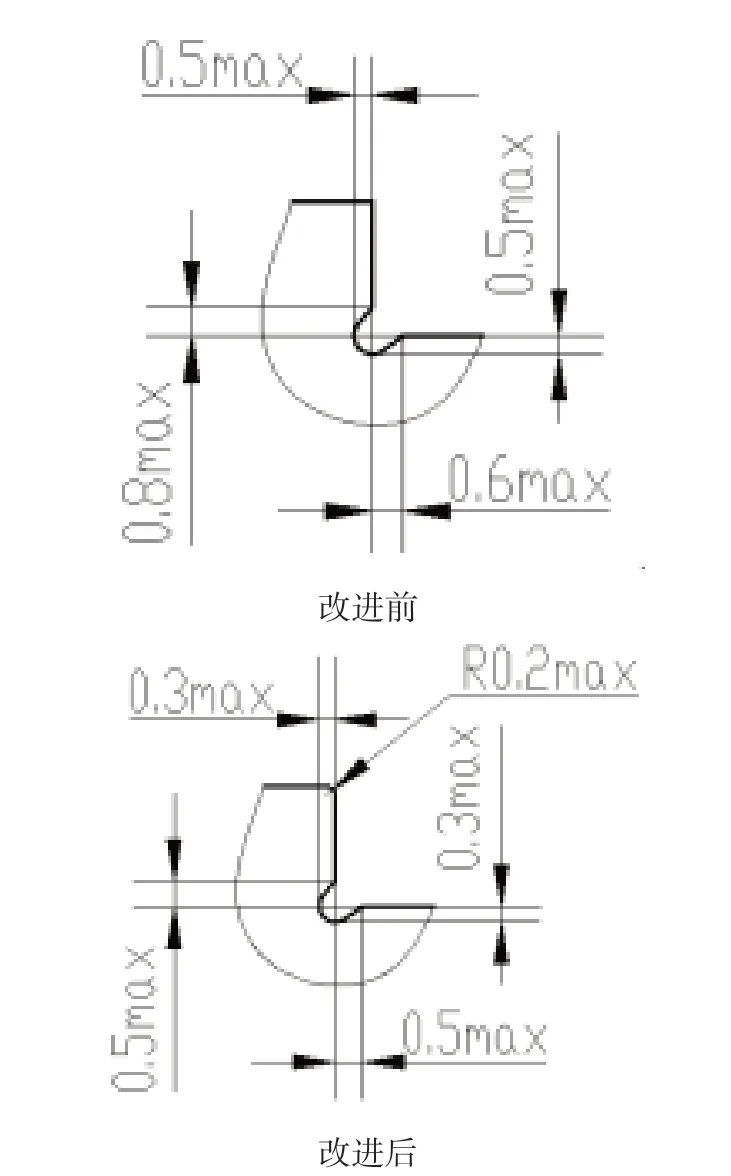
圖8 內圈退刀槽改進圖
改進前,退刀槽在擋邊和滾道方向的深度均為 0.5max,寬度分別為 0.8max 和 0.6max;改進后,退刀槽在擋邊和滾道方向的深度均為0.3max,寬度均為 0.5max,同時增加了擋邊與內圈外徑圓滑過渡的控制要求。
這種設計雖然增加了退刀槽車削加工及內圈滾道和擋邊磨削加工的難度,但是從軸承的使用角度考慮,這是必須采取的措施。因為它增大了軸承內圈抵抗軸向載荷引起擋邊產(chǎn)生過大變形的能力,使?jié)L子與擋邊不至于卡滯,同時它減小了退刀槽在滾道方向的寬度,相當于增加了內圈滾道的有效長度,使?jié)L子與滾道處于有效接觸,避免了滾子倒角邊緣與滾道因滾道有效長度不足,或滾子受力承載不均而產(chǎn)生應力集中,使軸承過早喪失壽命[4-5]。
通過對該軸承結構退刀槽尺寸進行設計改進,采用改進結構再生產(chǎn)的軸承裝機后沒有出現(xiàn)滾子與滾道卡滯、運轉不靈活的問題。
6 結論
通過對該軸承進行建立模型、仿真計算和內圈擋邊試驗分析,確定了軸承卡滯是由于軸承內圈退刀槽較大,內圈軸向剛性變弱,以及本批次滾子軸向間隙加嚴控制后間隙較小共同造成,以上諸因素導致內圈軸向受力變形后卡住滾子。
對軸承退刀槽結構尺寸進行設計改進,結合生產(chǎn)設備改進加工工藝,生產(chǎn)過程中嚴格控制退刀槽加工尺寸精度以及滾子與內圈擋邊的適當間隙。采用改進后的軸承內圈退刀槽結構,軸承再生產(chǎn)進行裝機后運轉良好,滿足了主機的使用要求。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36