機采棉回潮率對纖維長度影響的實例分析
2021-11-04 01:14:04劉昆東
中國棉花加工 2021年4期
■ 劉昆東
〔阿拉爾棉花公證檢驗實驗室,新疆阿拉爾 843300〕
隨著采棉技術的不斷成熟,機采棉占棉花總產量的比例不斷提高,其中新疆阿拉爾棉區的機采棉比例已經提高到95%,因此提高機采棉的采收和軋花質量就顯得更加重要。機采棉無論是在采收還是加工環節,回潮率的高低都是控制棉花品質的關鍵。棉纖維具有吸濕快、放濕慢的特性,由于回潮率對棉纖維長度和強度有較大影響,因此在棉花軋花工藝中,在線回潮率設備監控的每包皮棉的回潮率對追溯棉花軋工質量,改善軋花工藝具有一定指導意義。
筆者根據從事棉花儀器化公證檢驗的相關經驗和反饋的檢驗數據,進一步驗證了軋花中機采棉回潮率對機采棉長度指標的影響。此次選取新疆阿拉爾轄區送檢的三家不同片區的棉花加工廠的20~50批次,5 000~10 000包機采棉公檢數據。根據不同回潮率區分:3.5%~5.5%,5.5%~6.5%,6.5%~7.5%,7.5%以上,在相應回潮率區間下所檢測出的棉花長度指標分布,針對回潮率對機采棉長度指標的影響進行數據分析。
一、回潮率影響纖維長度質量分析
相關研究表明,棉纖維回潮率會顯著影響棉纖維長度,棉纖維長度不僅是皮棉質量的重要評價指標,同時也是紡紗工藝參數設計的主要依據。棉纖維平均長度越長,短纖維含量越少,整齊度越高,所紡出的成紗斷裂強度越高,紗線表面越光潔,精梳落棉少,棉纖維利用率高。為了確保棉纖維的長度不受損失,保持適宜的棉花加工回潮率對棉紡織產業具有重大意義。
從檢測結果來看,不同回潮率區間有不同長度級的纖維分布。回潮率在6.5%~7.5%或大于7.5%時,檢測出的長度分布情況明顯優于回潮率在3.5%~6.5%范圍。對于軋花工藝而言,合適的回潮率能減輕纖維損傷,保護纖維長度,提高可紡性,包括短纖維率、整齊度等指標,能較好地提高紗線的品質,提升棉紡織行業下游產品質量,具體數據分析如下。
從加工廠1的數據來看,回潮率3.5%~5.5%,纖維長度27 mm 及以上所占比例為58.8%;回潮率5.5%~6.5%,纖維長度27 mm 及以上所占比例為66.5%;回潮率6.5%~7.5%,纖維長度27 mm及以上所占比例為73.2%;回潮率7.5%以上,纖維長度27 mm及以上所占比例為78.5%。機采棉長度指標與回潮率呈現出較好的線性關系,呈正比例上升趨勢。從圖1中可見,回潮率在6.5%~7.5%和回潮率7.5%以上檢驗的數據長度指標相比較于回潮率3.5%~5.5%和回潮率5.5%~6.5%均有明顯的提升,27 mm及以上綜合提升26.7%,這反映出合適的回潮率能明顯提升纖維長度指標(詳見表1、圖1)。
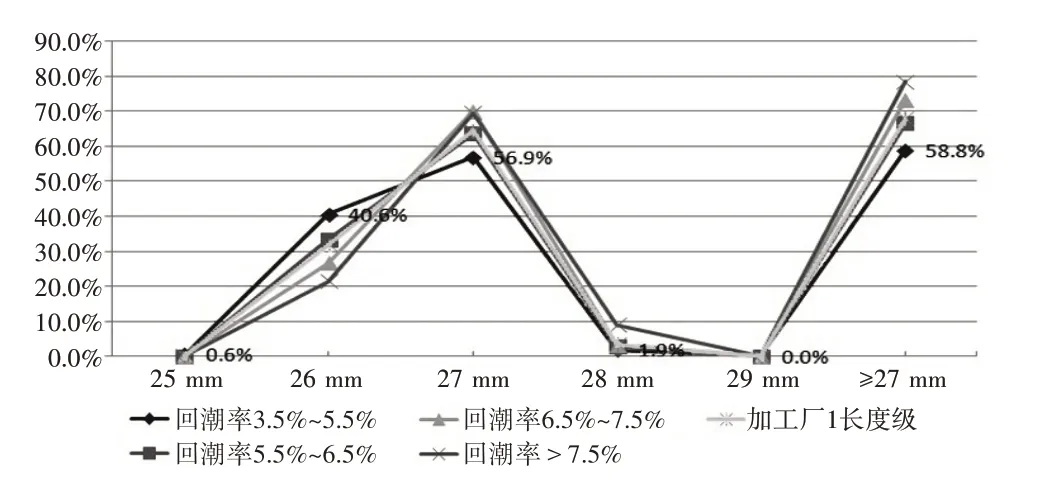
圖1 加工廠1不同回潮率區間的長度級分布圖
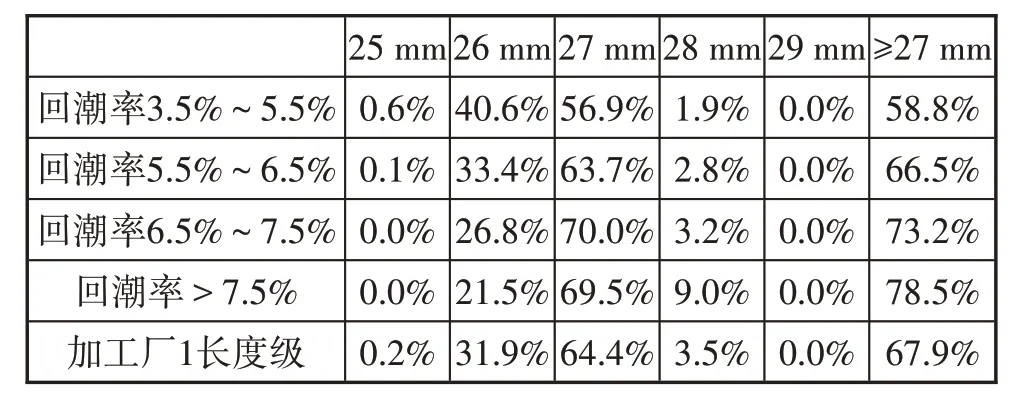
表1 加工廠1不同回潮率區間的長度級分布比例表
從加工廠2的數據來看,回潮率3.5%~5.5%,纖維長度27 mm 及以上所占比例為29.4%;回潮率5.5%~6.5%,纖維長度27 mm 及以上所占比例為31.9%;回潮率6.5%~7.5%,纖維長度27 mm及以上所占比例為40.4%;回潮率7.5%以上,纖維長度27 mm及以上所占比例為52.2%。機采棉長度指標與回潮率呈現出較好的線性關系,呈正比例上升趨勢。從圖2中可見,回潮率6.5%~7.5%和回潮率7.5%以上檢驗的數據長度指標相比較于回潮率3.5%~5.5%和回潮率5.5%~6.5%均有明顯的提升,27 mm及以上綜合提升31.1%,這也反映出合適的回潮率能明顯提升纖維長度指標(詳見表2、圖2)。
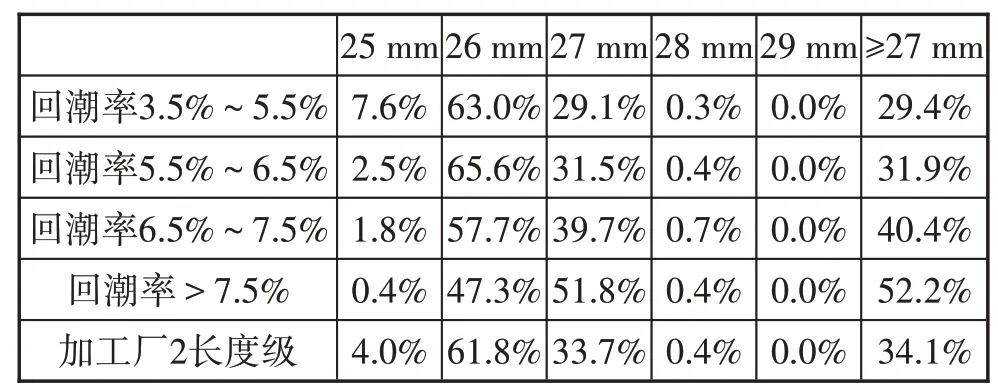
表2 加工廠2不同回潮率區間的長度級分布比例表
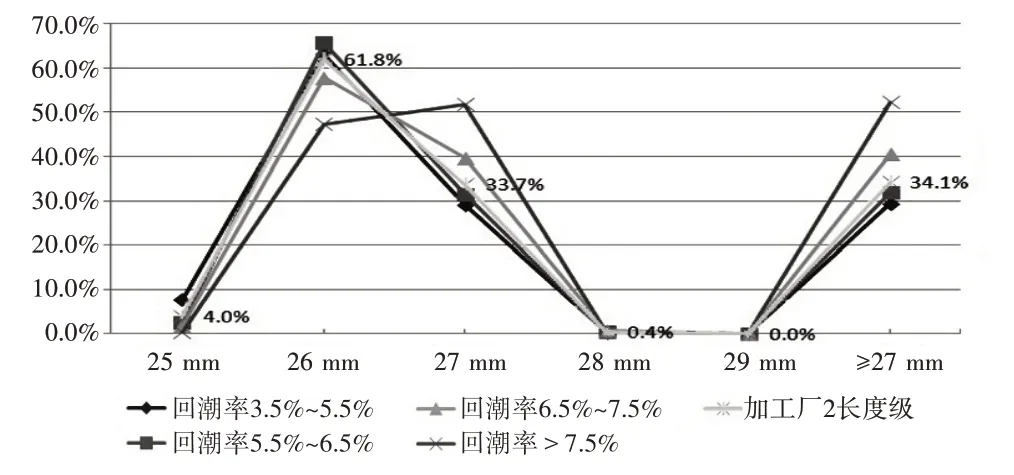
圖2 加工廠2不同回潮率區間的長度級分布圖
從加工廠3的數據來看,回潮率3.5%~5.5%,纖維長度27 mm 及以上所占比例為48.1%;回潮率5.5%~6.5%,纖維長度27 mm 及以上所占比例為58.6%;回潮率6.5%~7.5%,纖維長度27 mm及以上所占比例為76.3%;回潮率7.5%以上,纖維長度27 mm及以上所占比例為84.9%。機采棉長度指標與回潮率呈現出較好的線性關系,呈正比例上升趨勢。從圖3中可見,回潮率6.5%~7.5%和回潮率7.5%以上檢驗的數據長度指標相較于回潮率3.5%~5.5%和回潮率5.5%~6.5%均有明顯的提升,27 mm及以上綜合提升54.5%,同樣反映出合適的回潮率能明顯提升纖維長度指標(詳見表3、圖3)。
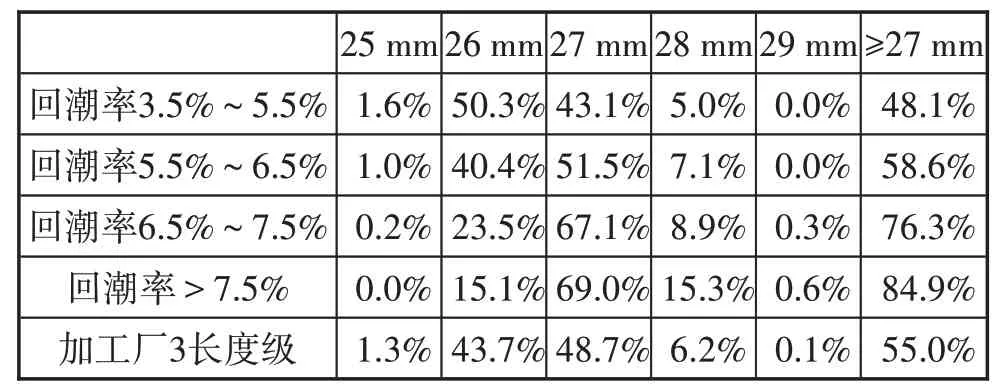
表3 加工廠3不同回潮率區間的長度級分布比例表
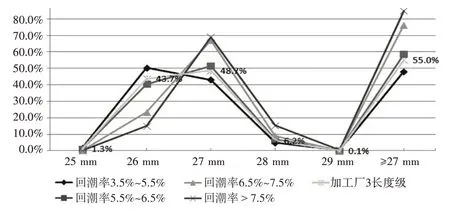
圖3 加工廠3不同回潮率區間的長度級分布圖
從以上三個加工廠檢驗數據反饋來看,不同回潮率區間的纖維長度分布比例,均反映出機采棉長度指標與回潮率呈現出較好的線性關系,呈正比例上升趨勢。由于回潮率較高時,相應長度指標也較高,因此,合適的回潮率能明顯提升纖維長度指標。不同區間回潮率下,同一加工廠片區棉花均不同程度表現出回潮率高對應纖維長度較長的特性。三個加工廠的平均長度分布情況同樣反映出回潮率同纖維長度的線性關系。可見同一加工廠的棉花,回潮率控制較低的加工階段,后期檢測出棉花長度普遍偏短;相反在回潮率相對控制較高的階段,后期棉花檢測出的長度普遍偏長。較高的回潮率6.5%~7.5%及7.5%以上平均長度高于較低的回潮率3.5%~6.5%,長度指標差距在0.2 mm~0.4 mm(詳見表4、圖4)。
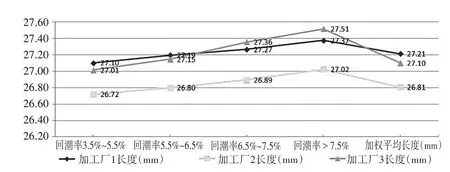
圖4 三個加工廠在不同回潮率階段平均長度對比圖
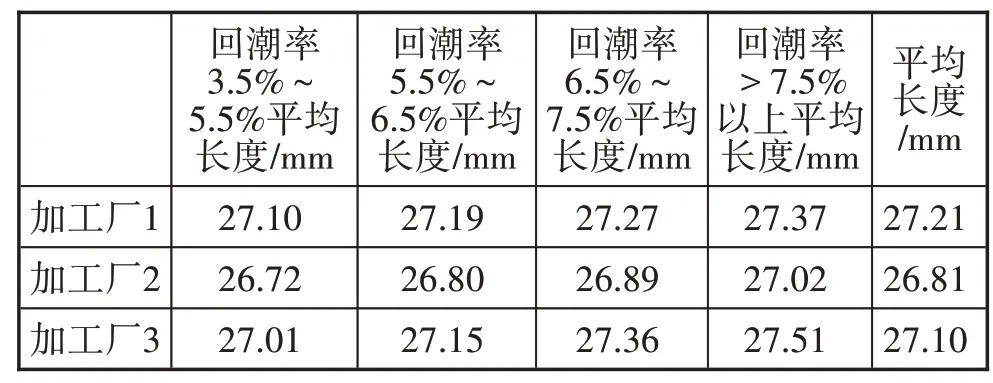
表4 三個加工廠在不同回潮率階段平均長度對比表
從不同片區三個加工廠回潮率區間分布來看,三個加工廠在低回潮率3.5%~6.5%的比例較大,加工廠1 所占比例為61.4%;加工廠2 所占比例為70.8%;加工廠3所占比例為86.0%。由此可見,加工廠1的軋花工藝控制相對較好,其棉花纖維長度也最好;而加工廠3的回潮率控制明顯偏低,軋花工藝有待進一步提高。綜合考慮回潮率偏低的原因,一方面跟新疆區域氣候炎熱干燥有關,另一方面在于軋花工藝中對棉花加濕仍不充分,低回潮率現象依然存在(詳見表5、圖5)。
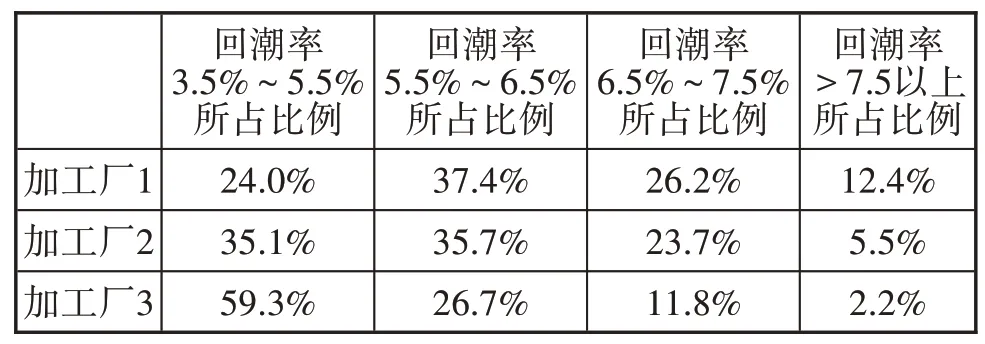
表5 加工廠1、加工廠2、加工廠3回潮率區間分布比例表
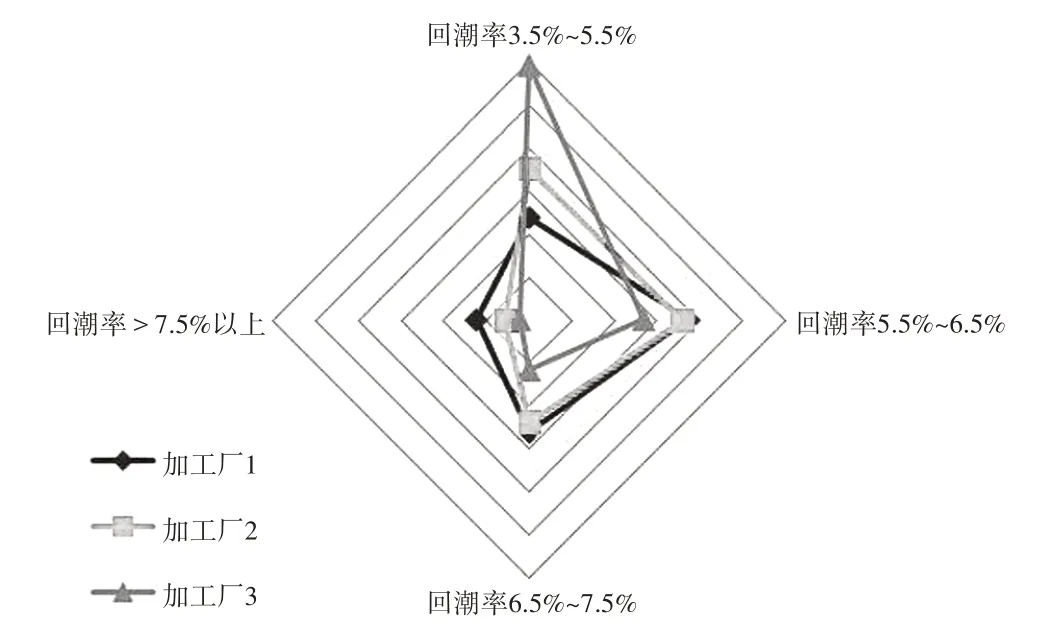
圖5 加工廠1、加工廠2、加工廠3回潮率區間分布圖
二、控制回潮率是提升機采棉加工質量的關鍵
根據以上數據分析,驗證了機采棉加工的回潮率應該控制在6.5%~8%之間較為合適,理論上加工出來的棉纖維具有更高等級的長度指標。相關研究數據表明,棉花回潮率高時,棉纖維的強力提高,剛度降低,摩擦因數增大,但會造成清棉效率、軋花工作效率降低。由于棉纖維變軟,在外力作用下,纖維之間更多地纏繞、扭曲致使棉纖維中產生較多的棉結、索絲,影響顏色級指標并直接影響皮棉的質量。
適宜的回潮率是保持棉花加工工藝系統穩定的關鍵和提高軋工質量的關鍵。棉花加工時,籽棉的最佳回潮率在6.5%~8%之間,纖維既有一定的強度,又能保持彈性,可以確保軋花過程的順利進行。適宜的回潮率可保持纖維原有長度,纖維比較蓬松,雜質與纖維之間附著力也較低,雜質更易于暴露在纖維表層,清雜效率高,加工出的棉籽毛頭率也較低。因為棉纖維之間較蓬松不易纏繞,所以在后續的清理中,纖維易于梳理,減少了雜質,降低了棉結、索絲,兼顧了棉纖維其他方面的品質。
綜上所述,在棉花加工環節保持適宜的回潮率,合理控制烘干溫度和回潮率指標,確保回潮率在6.5%~8%之間,對機采棉質量起到至關重要的作用,是加工廠提升軋花工藝的關鍵。
三、控制回潮率需采取的措施建議
棉花加工企業在籽棉收購過程中要嚴格根據籽棉檢測數據將籽棉按照不同等級和回潮率、含雜率高低進行分垛堆放,棉花檢驗人員及時將每垛籽棉長度、回潮率、含雜率等檢測數據報送車間相關負責人,車間管理人員及設備操作人員依據籽棉情況做到因花配車。
棉花加工企業做好技術裝備改造,建議安裝籽棉在線回潮率檢測設備,配置籽棉加濕設備。車間負責人可隨時掌控籽棉回潮率,對籽棉烘干精準控制,合理調整籽棉烘干設備參數。在籽棉清理、皮棉清理流程中,根據籽棉回潮率和含雜率的高低,靈活調整籽棉、皮棉的烘干溫度和清理道數。
凌晨因露水原因采摘的籽棉回潮率一般較高,同一塊棉田假如采摘時間段不一樣,回潮率也存在差異。建議收購的籽棉先堆垛一周左右再開始加工,這樣才能做到籽棉垛內回潮率均勻,加工后的皮棉一致性好。當遇到干濕不均勻的籽棉要做好集中堆放翻曬、回潮率穩定后再進行軋花。軋花過程中,控制軋花的最佳回潮率可最大限度地保持棉纖維原有物理性能指標。☆
