細長薄壁件旋鍛成形工藝研究
2021-11-03 08:37:40王宏盧曦
農業裝備與車輛工程 2021年10期
王宏,盧曦
(200093 上海市 上海理工大學 機械工程學院)
0 引言
細長薄壁件是壁厚較小、長徑比大于25 的零件統稱,因其壁厚較小,通常具有節約材料、減少產品質量等優勢,廣泛應用于造船、航空航天、核能、軍工等高尖端行業[1]。細長薄壁類零件因其長度方向尺寸較長,剛度較差等原因,普通加工成形質量相對較差,因此應針對產品結構特點和相關要求,對其成形工藝進行研究。
細長軸類薄壁零件的成形方法種類繁多,針對不同零件結構特點和要求,應選取不同的成形方法。張開學[2]等針對薄壁細長軸在車削成形過程中的問題,通過調整加工工藝、改變裝夾方法等提高細長軸的加工精度和加工效率;劉峰[3]等針對材料流動性差、易產生氣孔等缺陷,通過改進工藝參數,有效提高成形質量,符合各項質量要求;尹冠人[4]等分析薄壁管在旋鍛成形中的受力特點,研究了成形過程中摩擦條件對產品成形尺寸的影響;王聚存等針對細長軸難加工問題,提出采用旋鍛成形工藝方案。通過試驗驗證,采用該工藝能有效保證產品成形質量[5]。本文重點研究細長薄壁件成形工藝,根據產品結構特征與產品要求確定成形工藝方法,通過有限元分析確定該成形工藝下的進給參數,根據進給參數數值模擬確定該工藝路線下產品成形的應變、金屬流動及損傷分布,分析該成形工藝方案的可行性和進給參數的合理性,為產品實際加工成形提供參考。
1 材料與方法
本文以細長薄壁件為研究對象,產品的尺寸如圖1 所示。
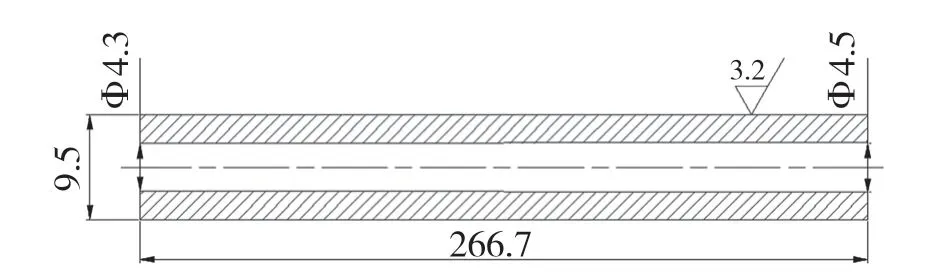
圖1 產品尺寸圖Fig.1 Product dimension drawing
該產品總體積為11 080 mm3,總長度為266.7 mm,外徑等長為9.5 mm,內徑從左到右依次增大,最小內徑為4.3 mm,最大內徑為4.5 mm,長寬比接近28.1,是一種典型的細長薄壁類零件產品。該細長薄壁件的材料為GH3625,其材料成分如表1 所示。
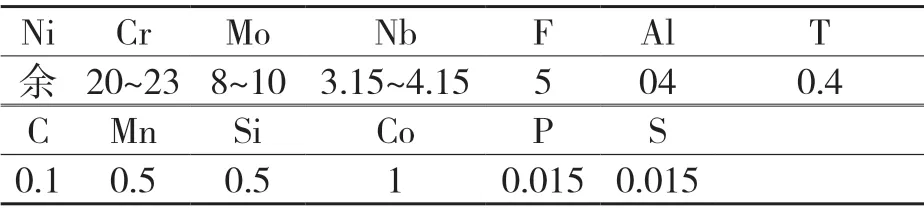
表1 材料成分Tab.1 Material composition
對于細長薄壁件成形工藝研究,本文提出的研究方法如下:
(1)首先根據產品的尺寸結構特點和相關要求,提出合理的成形工藝方案。
(2)其次通過尺寸關系和數值模擬,確定合理的進給參數。
(3)最后根據進給參數,通過數值模擬分析該工藝參數下的應變、速度場以及損傷分布。
2 成形工藝分析
在工程應用中,對于細長薄壁類零件一般可通過車削、鑄造、旋鍛等多種類型方式完成。車削是通過刀具對旋鍛的工件進行車削加工,主要適用于對稱旋轉體的加工成形;鑄造是將液體金屬澆鑄到與零件形狀相適應的鑄造空腔中,待其冷卻凝固后,以獲得零件或毛坯的方法;旋鍛成形屬于回轉塑性成形工藝類,是利用材料的塑性,通過機器作用于模具對坯料施加徑向作用力,迫使材料發生變形,依據模具和芯棒尺寸得到理想尺寸產品的特種成形工藝方法。旋鍛成形不僅能加工各類不同形狀及尺寸的產品,而且加工精度高,能夠改善材料組織,提高其力學性能,是現代細長軸成形的重要方法。參見圖2。
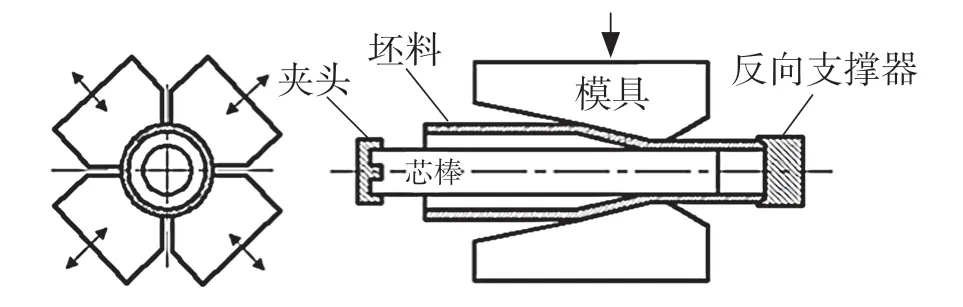
圖2 旋鍛成形圖Fig.2 Forming drawing of rotary forging
由于該細長薄壁件內壁壁厚連續變化,普通的車削難以精確加工產品內徑。同時,毛坯內徑較小,車削過程中易出現排屑困難;另一方面,坯料過長,毛坯在刀具切削力的作用下產生變形,破壞毛坯與刀具之間的相對位置,導致加工存在嚴重誤差。若采用鑄造工藝,該材料為高溫合金材料,金屬流動性相對較差。同時,產品為細長薄壁件,鑄造工藝難以成形,而且液體金屬在冷卻凝固過程中,內外壁容易產生細微氣泡與沙眼,影響產品質量。根據產品尺寸相對較小,強度與精度要求相對較高,應初步選擇旋鍛成形工藝,以保證成形質量和成形精度,具有一定的優勢。
3 進給參數確定
通過上述分析,初步選擇旋鍛成形工藝,主要成形參數為徑向進給量、周向進給量以及軸向進給量。
3.1 徑向進給量確定
徑向進給量即設備通過模具對坯料的下壓量。在含芯棒成形工藝中,徑向進給參數主要由毛坯外徑尺寸和產品外徑決定。含芯棒成形工藝中,徑向進給量如式(1)所示:

式中:Δh——含芯棒旋鍛成形徑向下壓量;D——毛坯初始外徑;d——產品外徑。
在含芯棒旋鍛成形中,毛坯初始外徑為10.5 mm,產品外徑為9.5 mm,根據式(1)確定含芯棒成形工藝中徑向進給量為0.5 mm。
3.2 周向進給量確定
周向進給量即在一次徑向進給后,毛坯相對模具轉動角度。周向進給量與毛坯外徑變形位置相關,以鍛打后的毛坯最小變形位置決定。在含芯棒成形過程中,毛坯在進給量為0.5 mm 的徑向下壓量下,毛坯內徑與芯棒完全貼合,外徑變形通過點刻畫得到,如圖3 所示。為便于觀察外徑變形情況,將外徑放大一定倍數,如圖4 所示。

圖3 外圓尺寸圖Fig.3 Cylindrical dimension drawing
如圖4 所示,毛坯最大變形位置為毛坯與模具中心接觸位置,即0°,90°,180°,270°;毛坯最小變形位置為模具間的間隙區域,即45°,135°,225°,315°。根據最小變形位置確定一次周向進給量為45°。
圖4 外圓尺寸放大圖Fig.4 Enlarged drawing of outer circle size
在第1 次周向進給45°后,外徑尺寸發生明顯變化,毛坯外徑尺寸如圖5 所示。為便于觀察內外徑變形情況,將外徑放大一定倍數,如圖6 所示。
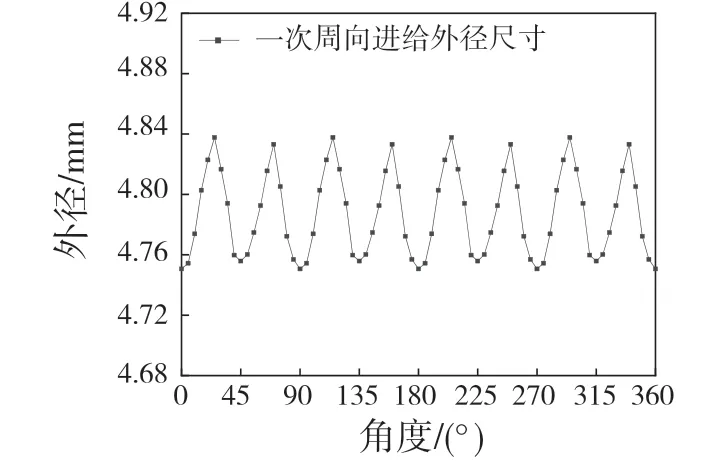
圖5 外圓尺寸圖Fig.5 Cylindrical dimension drawing
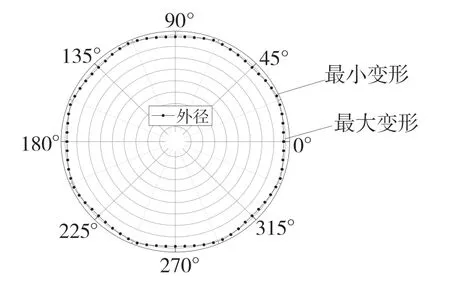
圖6 外圓尺寸放大圖Fig.6 Enlarged drawing of outer circle size
如圖6 所示,在一次周向進給后,毛坯最大變形位置在0°及其對稱位置,毛坯最小變形位置在30°及其對稱位置,根據最小變形位置確定二次周向進給量為30°。同理,確定后續周向進給量分別為25°,30°,20°,25°,35°。
通過多次周向進給,毛坯外徑尺寸不斷變化,采用最大內接圓法和最小外接圓法,即“圓度”概念定量表征成形表面質量,圓度定義如式(2)所示:

根據周向進給量不斷變化,周向進給道次增加,外圓質量不斷提高,外圓圓度隨周向進給道次的關系如圖7 所示。
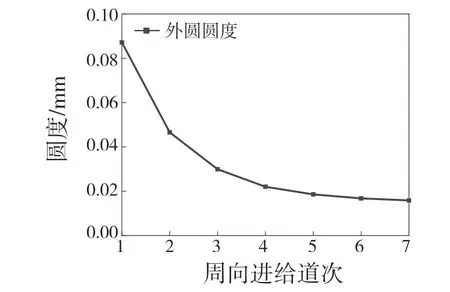
圖7 外圓圓度與進給道次關系Fig.7 Relationship between roundness and feed pass
如圖7 所示,隨著周向進給道次不斷增加,毛坯外圓圓度不斷降低,在前期周向進給時,毛坯外圓圓度顯著提高,在后期周向進給時,毛坯外圓圓度降低不明顯。當周向進給道次為6 時,毛坯外圓圓度基本不變,因此確定周向進給最低道次為6。
根據旋鍛成形自動化控制要求,應將周向進給量統一化處理。根據上述分析,周向進給量分別為45°,25°,30°,20°,25°。選取周向進給量的中位數25°作為統一化后的周向進給參數,得到統一化前后的外圓尺寸如圖8 所示。
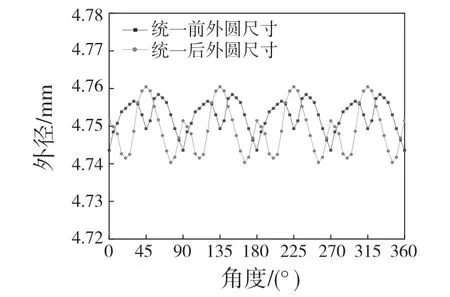
圖8 外圓圓度與進給道次關系Fig.8 Relationship between roundness and feed pass
如圖8 所示,周向進給量統一化前后的外圓尺寸相差較小,圓度基本不變,滿足產品要求,因此可將周向進給量統一化為25°。
3.3 軸向進給量確定
軸向進給是含芯棒旋鍛成形過程中毛坯和芯棒相對于模具的軸向進給量,是含芯棒旋鍛成形的重要進給參數之一。若軸向進給量設置不合理,不僅縮短設備壽命,而且造成產品組織纖維斷裂、產品表面出現裂紋等情況發生,甚至對產品造成損傷,影響產品成品率。若工件沿軸向進給量過大,前后兩次模鍛擊打位置間會出現材料的凸起,從而降低表面質量。
軸向進給量主要受模具幾何尺寸以及徑向下壓量的限制,還受應變等多方面限制。在含芯棒旋鍛成形過程中,軸向極限進給量應低于模具斜面與毛坯接觸面在水平方向上的投影距離,具體如圖9 所示。
根據圖9,可得軸向極限進給量:
式中:L——軸向極限進給量;D——毛坯初始外徑;d——產品外徑;α——模具入口角。
根據毛坯初始外徑約為10.5 mm,產品外徑為9.5 mm,模具入口角度α 為10°,確定含芯棒成形工藝中軸向極限進給量為2.83 mm。
根據軸向極限進給量,通過有限元分析確定不同軸向進給量與最大應變的關系,如圖10 所示。
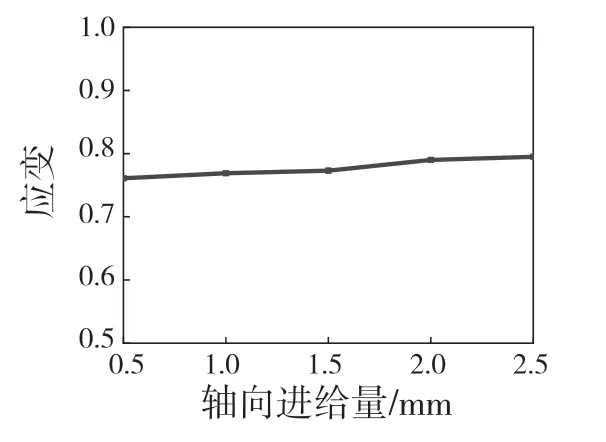
圖10 軸向進給量與應變關系Fig.10 Relationship between axial feed and strain
如圖10 所示,隨著軸向進給量的增加,應變逐漸提高,但上升幅度較小。考慮到軸向進給較大將降低產品表面成形質量,軸向進給較小將影響產品成形效率,因此確定軸向進給量為2 mm。
4 仿真結果與分析
根據上述成形工藝分析和進給參數研究,通過有限元分析毛坯在成形過程中的應變分布、金屬流動情況和損傷,從而確定進給參數合理性,判斷成形工藝的可靠性。
4.1 應變分布
應變分布主要用于分析毛坯在模具作用下產生的變形,可根據應變分布確定進給參數的合理性。在成形過程中,毛坯應變分布如圖11 所示。
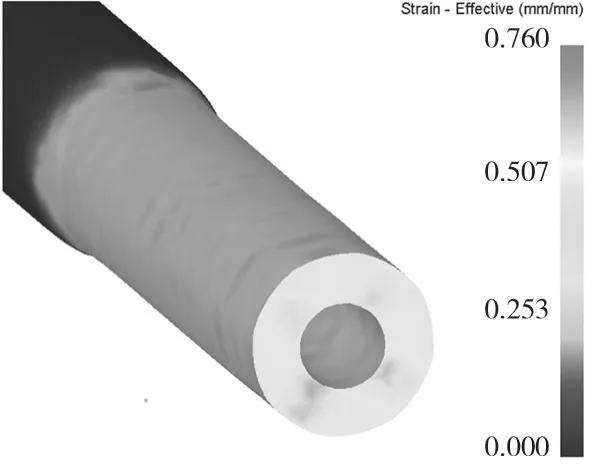
圖11 應變分布示意圖Fig.11 Schematic diagram of strain distribution
如圖11 所示,毛坯在成形過程中,應變分布均勻。與內表面相比,外表面應變相對較大,符合旋鍛成形的實際情況[6]。其主要原因為毛坯外表面受到模具直接鍛打成形,金屬流動性高于內表面。
4.2 速度場分布
速度場分布主要分析毛坯在成形過程中的金屬流動情況。在成形過程中,毛坯速度場分布如圖12 所示。
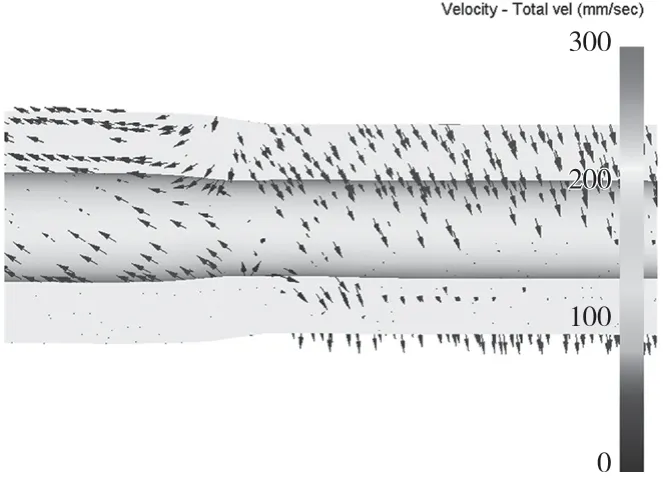
圖12 速度場分布示意圖Fig.12 Velocity field distribution diagram
如圖12 所示,毛坯在成形過程中出現明顯的中性層,中性層位于產品端,符合金屬成形要求[7]。毛坯在受到模具作用力時,中性層兩端金屬一端向坯料端流動,另一端為周向流動和軸向流動。其主要原因為受模具錐角的影響,毛坯金屬向坯料端移動產生“拔長”效果和徑向移動進行減小內徑的作用。
4.3 損傷分布
在有限元分析軟件中,根據后處理中的Damage 對成形過程中毛坯的斷裂、損傷進行分析,確定毛坯在成形過程中的損傷程度,預測毛坯在成形過程中發生塑性變形時易出現斷裂和破壞的位置,進而判斷成形工藝選擇的合理性和進給參數確定的可靠性。
有限元軟件中,采用Cockcroft-Latham 韌性斷裂失效準則確定毛坯損傷程度,該失效準則認為材料損傷和破壞與材料所受最大拉應力相關。即對于特定的材料,當毛坯在拉伸狀態下,材料的應變能達到臨界值時,材料發生斷裂,具體如式(4):

式中:——等效應力;σ*——最大拉伸應力;——等效應變增量;εf——斷裂等效應變;C——損傷值。
通過有限元分析得到成形過程中毛坯的損傷分布如圖13、圖14 所示。
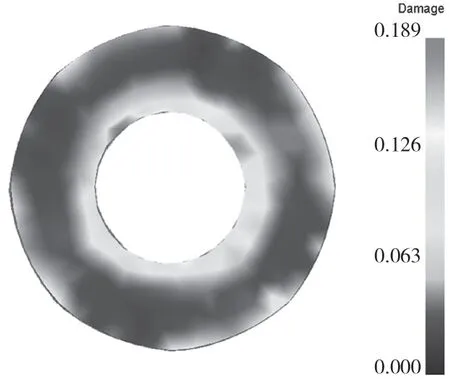
圖13 橫截面損傷示意圖Fig.13 Schematic diagram of cross section damage
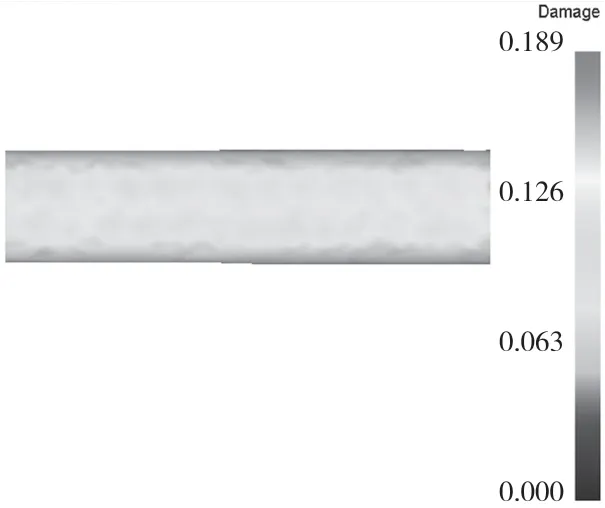
圖14 縱截面損傷示意圖Fig.14 Schematic diagram of longitudinal section damage
如圖13 所示,毛坯內壁損傷高于外壁損傷,主要原因毛坯內部受到芯棒和模具雙重作用,損傷最大值為0.19 左右。如圖14 所示,毛坯外表面損傷均勻,損傷最大值為0.12 左右。根據上述分析,毛坯在成形過程中,損傷最大值均低于許可值0.45,符合要求[8]。因此,成形工藝中進給參數選擇合理,毛坯在成形過程中不易導致產生損傷過大等問題。
5 結論
本文根據產品結構特點和要求,確定產品成形工藝。通過毛坯與產品尺寸關系及數值模擬確定進給參數。采用有限元分析該進給參數下的應變、速度場及損傷分布,得到結論如下:
(1)根據產品的結構特點和各成形工藝優缺點,確定采用旋鍛成形工藝;
(2)根據毛坯外徑與產品外徑尺寸關系,確定徑向壓下量為0.5 mm;根據變形位置關系以及圓度要求確定周向進給量為25°;根據徑向下壓量、模具結構參數和應變要求確定軸向進給量為2 mm。其中,在周向進給過程中,前期周向進給道次對圓度降低效果較為明顯。
通過有限元分析該進給參數下,毛坯在成形過程中應變分布、速度場分布、損傷分布均滿足要求,確定該進給參數的合理性和成形工藝的可靠性,為其他細長薄壁件的成形工藝提供了參考。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
