基于交流電磁場技術的加氫裂化裝置檢測研究
2021-11-02 08:38:54李杜偉翟永軍陳增江
化工裝備技術 2021年5期
胡 棟 李杜偉 翟永軍 陸 斌 陳增江
(泰安市特種設備檢驗研究院)
0 引言
加氫裂化裝置是石油煉化工藝中的關鍵設備[1],在高溫、臨氫及其他介質的影響下,易產生腐蝕及開裂。為了提高其耐腐蝕性能,加氫裂化裝置主要承壓部件多采用奧氏體不銹鋼或奧氏體不銹鋼襯里,但其在苛刻條件下長期工作仍無法避免產生缺陷。奧氏體不銹鋼不具有導磁性,通常采用滲透技術對其進行檢測,但滲透技術基于毛細孔效應,只能進行開口型缺陷檢測,并無法對缺陷進行準確定性和定量,在檢測貫穿性裂紋時,容易產生漏檢和誤判。
交流電磁場技術是基于電磁感應原理,在導電體表面感應出均勻的交變電流,均流場會在工件的不連續部位產生擾動,造成空間磁場畸變,并在缺陷的縱向和深度方向端點處產生規律性特征,利用磁阻傳感器獲取空間磁場信號并進行處理,可實現缺陷的長度與深度定量。交流電磁場技術檢測效果受材料磁導率和電導率影響,一般情況下,磁導率越低,檢測效果越好,因此可應用于不銹鋼材料的檢測中;其次,交流電磁場檢于測信號是基于空間磁場的變化的連續信號,在沿不銹鋼焊縫及不銹鋼堆焊焊道檢測時,受焊縫及堆焊層不連續干擾較小。本文通過制備不銹鋼焊接試板及堆焊層試塊模擬加氫裂化裝置,開展交流電磁場檢測研究,討論定性定量檢測的精度及可行性。
1 加氫裂化裝置工藝流程及損傷模式
加氫裂化裝置是將重油轉化成為輕油的工藝裝置[2],對原料油的適應性較強,可加工直鎦柴油、催化裂化循環油、焦化鎦出油,也可用于脫瀝青重殘油生產汽油、航空煤油和低凝固點柴油,生產方案比較靈活,可根據不同季節要求來改變生產方案。加氫裂化裝置[3]操作壓力為8~20 MPa,操作溫度為380~450 ℃,以硅酸鋁、氟化鋁為擔體,原料油經過濾、脫水后進入緩沖罐,由高壓泵升壓后與氫氣混合進入換熱器,然后進入加熱爐預熱,預熱后從反應器頂部進入,在反應器內反應完成后從底部排出,經與新鮮原料、循環氫加熱后進入空冷器冷卻,通過高壓分離器來實現油、油氣和氫氣的分離過程,生成油通過分餾塔、汽提塔、脫丁烷塔分流后得到汽油、柴油等產品。
加氫裂化裝置在高溫高壓環境下工作,介質包含氫氣、硫化氫和烴類等,損傷形態主要包括材質劣化、腐蝕減薄和環境開裂[4]。其中材質劣化形式包括珠光體球化、石墨化、蠕變、脫碳,腐蝕減薄包括高溫硫腐蝕、高溫環烷酸腐蝕、高溫硫化氫腐蝕等,環境開裂主要包括硫酸應力腐蝕開裂和氫致開裂,其中氫致開裂從熱壁加氫裂化裝置堆焊層表面向內部擴展,這也是加氫裂化裝置的主要損傷模式。
2 交流電磁場(ACFM)檢測技術
2.1 交流電磁場檢測原理
根據電磁感應原理[5],對交流電磁場激勵探頭施加交流電后,在工件表面感應出均勻交變電流,在無缺陷或遠離缺陷處,感應磁場未產生較大變化,當探頭從缺陷位置經過時,由于缺陷處空間不連續導致電阻率發生變化,感應電流從缺陷的兩邊和底部(對開口型缺陷)或頂部(對近表面非開口型缺陷)繞過,引起表面磁場擾動。
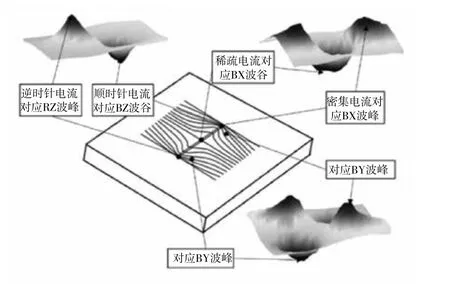
圖1 交流電磁場檢測原理
將空間磁場在笛卡爾坐標系中分解,可以得到磁通密度在三個維度上的分量,其中平行于電流方向的分量為By,沿表面垂直于電流方向的分量為Bx,垂直于工件表面的分量為Bz。在缺陷部位,電流發生繞行,流經缺陷的電流密度減小,感應磁場的磁通密度將出現極小(表面開口型)或極大值(非表面開口型),因此Bx具備單谷或單峰特征;而流經缺陷兩端的電流密度增大,缺陷兩端的磁通密度將處于極大值,根據右手定則,缺陷兩端點的相位會發生180°變化,因此Bz具備類正弦信號特征;By的數量級較小,在不需要特殊處理下,可不用于缺陷的判定。
2.2 集膚效應
感應電流在導體內通常沿表面流動,這種現象為集膚效應[6],集膚層厚度由式(1)確定:
由式(1)可知,集膚層厚度與材料的磁導率、電導率及電流頻率有關。材料的磁導率、電導率是材料的固有屬性,由被檢測對象決定,因此,可通過降低頻率增大集膚層厚度,集膚層厚度增大有利于近表面非開口型缺陷的檢出。
2.3 ACFM缺陷檢測模型
缺陷引起的電磁場擾動包含兩部分[7]:

式中:A0(X,Y,Z)——檢測電流感應的矢量勢函數;
Ap(X,Y,Z)——缺陷引起的電場擾動感應的矢量勢函數。
根據電磁感應,矢量勢函數A0(X,Y,Z)和Ap(X,Y,Z)都滿足Laplace方程[8]:

其中,A0(X,Y,Z)滿足無缺陷時的邊界條件為:

Ap(X,Y,Z)滿足含缺陷狀態時的邊界條件為:

式中:c——缺陷寬度。
3 實驗設計及結果分析
3.1 實驗設計
模擬石油裂化裝置,制備了奧氏體不銹鋼焊縫及奧氏體不銹鋼堆焊層試塊,以縱向刻槽模擬裂紋缺陷,不銹鋼焊縫試塊從焊縫背面刻槽,槽深分別為3 mm和5 mm,長度分別為10 mm和15 mm,奧氏體不銹鋼堆焊層試塊從覆層側加工開口型槽,槽深為3 mm,長度為10 mm,試塊及模擬缺陷參數如表1所示。
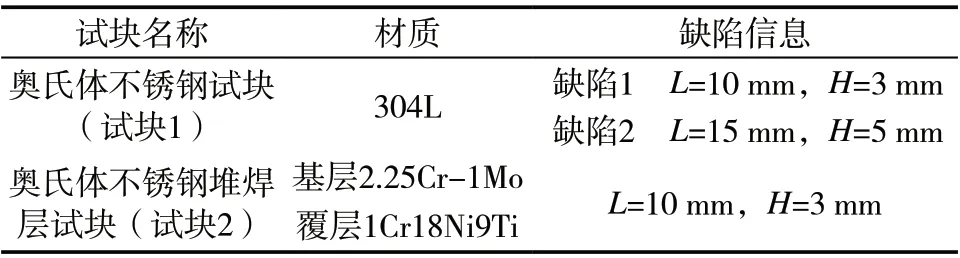
表1 試塊及缺陷參數
3.2 結果分析
實驗采用1 kHz頻率探頭沿焊道進行檢測。
以試塊1焊縫背面為檢測面,模擬不銹鋼焊縫開口型裂紋進行檢測,缺陷1和缺陷2的檢測結果如圖2、圖3所示。
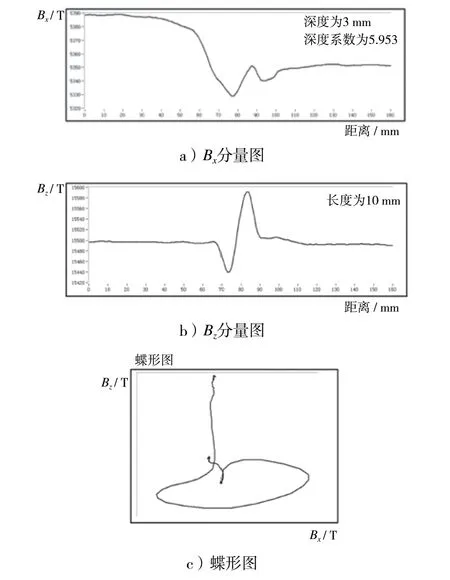
圖2 缺陷1焊縫背面檢測結果
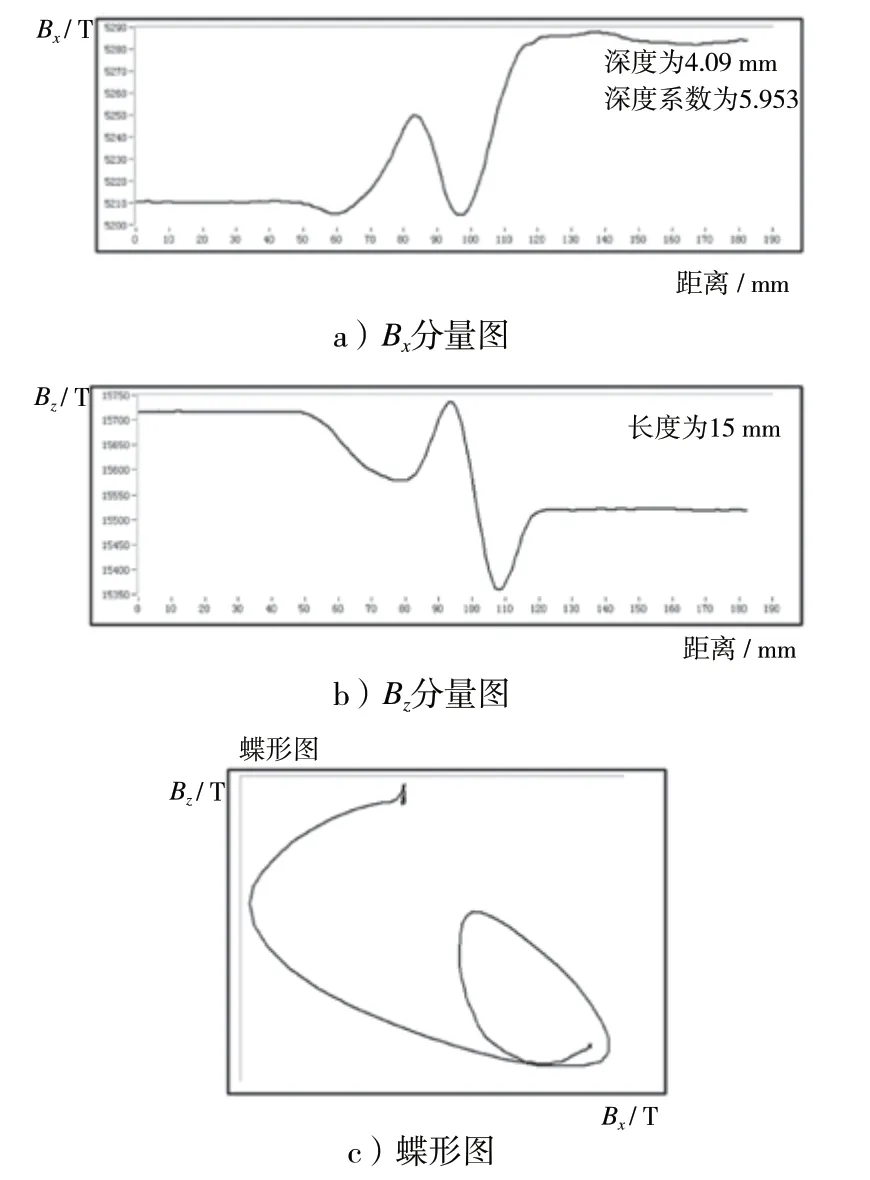
圖3 缺陷2焊縫背面檢測結果
檢測結果圖中,Bx和Bz分量圖中橫坐標代表距離,縱坐標為磁感應強度,蝶形圖為Bx,Bz的關聯圖,橫坐標為Bx磁感應強度,縱坐標為Bz磁感應強度。
圖2 a)中 基值(無缺陷處的磁感應強度值)約為5 200 T,圖2 b)中Bz基值約為15 550 T,以缺陷1深度(3 mm)為基準深度進行標定,確定的深度系數為5.953,基于該深度系數對缺陷2深度進行測量,測得深度為4.09 mm,與實際深度5 mm相比,偏差約為1 mm,兩缺陷的Bx圖均有明顯谷狀特征,谷值相對基值降低約50 T,Bz分量有明顯極值,極值信號相位相反,相對基值上下約200 T,代表缺陷端點特征,兩缺陷測得長度與實際相同,軟件長度可精確到毫米,故偏差在5%以內,蝶形圖具備閉環特征。
以試塊1焊縫表面為檢測面,模擬不銹鋼焊縫非開口型裂紋進行檢測,缺陷1和缺陷2的檢測結果如圖4,圖5所示。
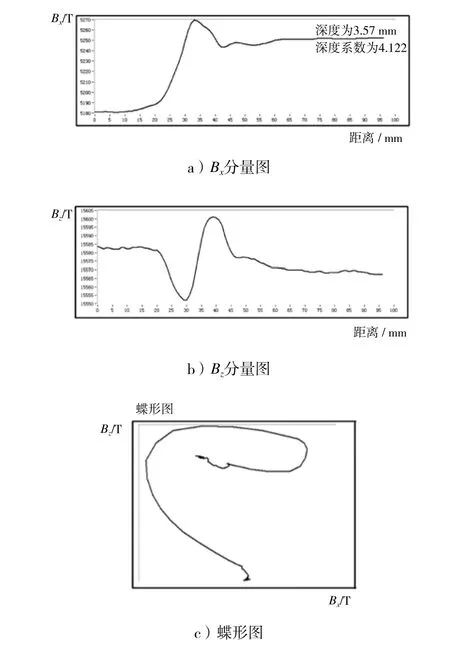
圖4 缺陷1焊縫正面檢測結果

圖5 缺陷2焊縫正面檢測結果
模擬近表面非開口型缺陷進行檢測時,缺陷1的Bx,Bz均未表現出明顯特征,蝶形圖未具備閉環特征,考慮原因為集膚效應導致的有效檢測深度不足;缺陷 2 的Bx具備明顯峰狀特征,Bz基值約為15 580 T,缺陷端點具備明顯極值特征,相對基值上下約30 T,蝶形圖未具備閉環特征。
試塊2的檢測結果如圖6所示。
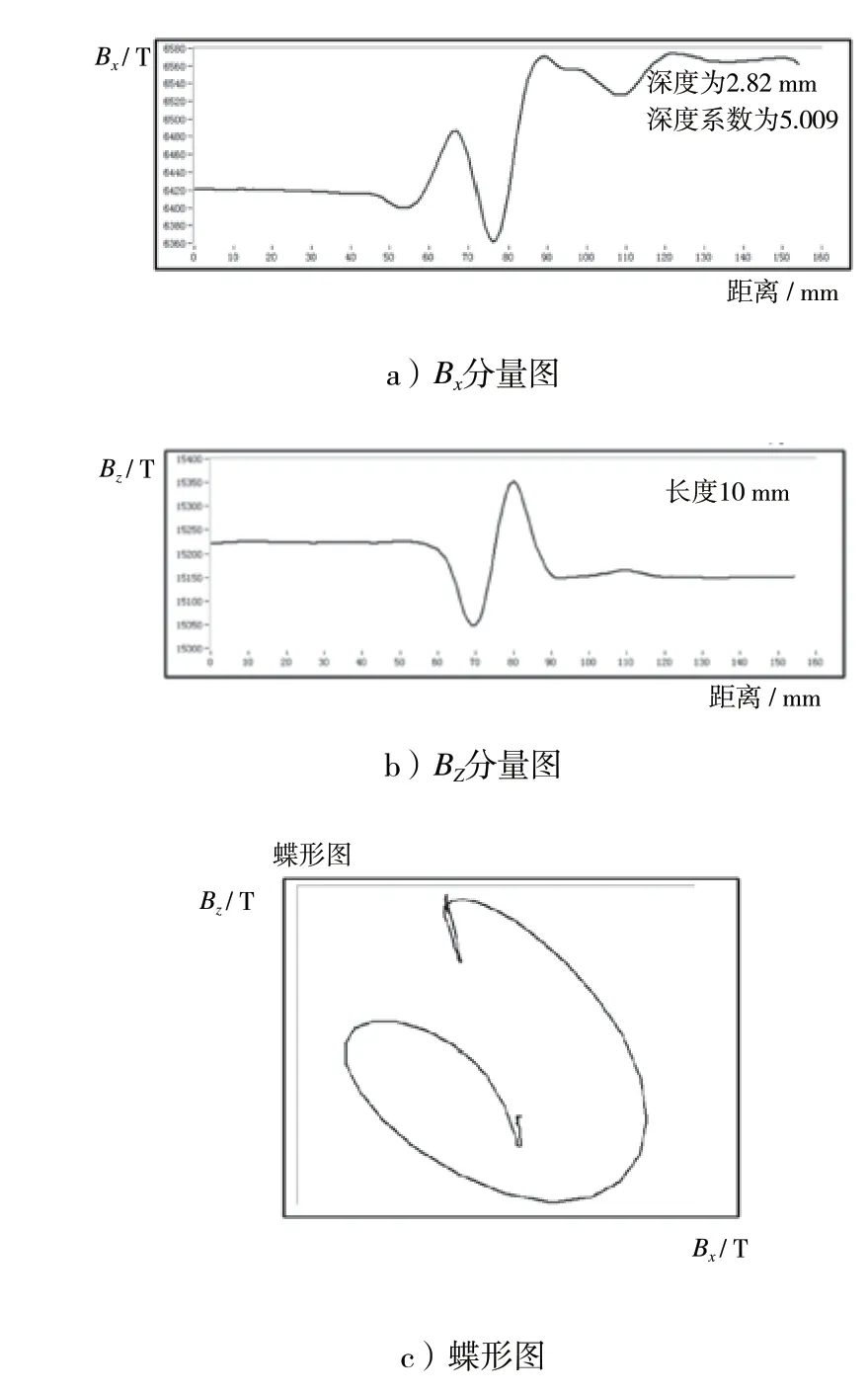
圖6 試塊2正面檢測結果
模擬堆焊層開口缺陷進行檢測時,Bx具備谷型特征。Bz具備類正弦特征,基值約為15 150 T,極值點相對基值上下約100 T,蝶形圖有閉環趨勢,但受Bx缺陷后端信號影響,未形成有效閉環。長度測量值為10 mm,與實際值相同,由于深度無標定參考,無法進行測量,通過該缺陷確定的深度系數為5.009。
5 結論
(1)采用交流電磁場檢測技術能夠實現加氫裂化裝置不銹鋼焊縫及不銹鋼襯里檢測及定量。
(2)對于表面開口型缺陷,蝶形圖具有閉環特征,因此靈敏度不受信號幅值影響,靈敏度較高。
(3)對于近表面非開口型缺陷,蝶形圖不具有閉環特征,信號判定依賴于Bx和Bz的幅值,幅值隨深度增加而減小,因此缺陷埋深越深,靈敏度越低,埋深超過5 mm時,缺陷無法檢出。
(4)交流電磁場長度的定量較為準確,偏差約在5%以內,偏差主要受限于編碼器精度,深度定量需以已知深度缺陷標定,受限于材料表面各點磁感應強度基值不同,深度定量存在較大偏差。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
空間科學學報(2021年6期)2021-03-09 06:20:00
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
石油地球物理勘探(2017年4期)2017-12-18 07:15:09
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
湖南城市學院學報(自然科學版)(2016年2期)2016-12-01 04:07:07
制造技術與機床(2015年10期)2015-04-09 07:06:00
