耐候鋼SPA-H邊部紅銹改善
2021-11-02 03:57:32薛洪濤
中國金屬通報 2021年12期
關(guān)鍵詞:工藝標(biāo)準(zhǔn)
薛洪濤,王 超,劉 丹
(日照鋼鐵控股集團有限公司,山東 日照 276800)
我國是集裝箱制造大國,我國集裝箱年產(chǎn)量在全球市場占有率約96.1%[1]。在國家政策引導(dǎo)下,智能制造技術(shù)近年來也在集裝箱制造企業(yè)快速發(fā)展,頂板一次成型技術(shù)的推廣,工業(yè)機器人的大量應(yīng)用,是集裝箱制造企業(yè)技術(shù)升級的趨勢。隨著自動化程度提高,標(biāo)準(zhǔn)化管理的推進,集裝箱生產(chǎn)企業(yè)對集裝箱用耐候鋼產(chǎn)品的質(zhì)量,包括表面、板形、尺寸等質(zhì)量指標(biāo)要求越來越高。提升產(chǎn)品質(zhì)量,滿足集裝箱制造行業(yè)智能制造發(fā)展趨勢,才能提升客戶滿意度,保持集裝箱用耐候鋼產(chǎn)品市場占比。
1 日鋼耐候鋼簡介
日照鋼鐵控股集團有限公司自2010年開始研發(fā)耐候鋼SPA-H至今,通過多條熱軋、平整產(chǎn)線的配合,具備集裝箱用耐候鋼產(chǎn)品全規(guī)格生產(chǎn)能力,連續(xù)多年產(chǎn)銷量保持同行業(yè)領(lǐng)先,SPA-H耐候鋼產(chǎn)品市場占有率40%以上,與中集、中海等世界主要集裝箱制造企業(yè)形成長期穩(wěn)定的合作關(guān)系。
2 邊部紅銹缺陷
2.1 耐候鋼SPA-H簡介
SPA-H,出自日本JIS G3125標(biāo)準(zhǔn),是一種耐大氣腐蝕結(jié)構(gòu)鋼,在我國主要用于集裝箱的生產(chǎn)制造,也稱集裝箱板。JIS G3125-2015標(biāo)準(zhǔn)中,要求SPA-H卷板表面不允許存在影響使用的缺陷,存在可以修補的缺陷時,修補深度不得超過公稱厚度的20%,修補面積不得超過鋼板單面面積的2%。
2.2 邊部紅銹缺陷形貌
邊部紅銹是一種分布于鋼板邊部的紅色氧化鐵皮類缺陷。根據(jù)觀測數(shù)據(jù),邊部紅銹缺陷通長連續(xù)或斷續(xù)存在于鋼板邊部,主要分布在邊部0mm~25mm范圍內(nèi),上下表面都有,嚴重部位可達邊部50mm位置。對邊部紅銹位置成分和斷面形貌進行分析,成分符合JIS 3125標(biāo)準(zhǔn)要求,主要以Fe2O3為主,附著在帶鋼表面不易清除。嚴重部位紅銹清除后帶鋼表面會留有凹凸不平的凹坑,惡化帶鋼表面質(zhì)量,對后續(xù)集裝箱和其他加工造成不良影響。

圖1 邊部紅銹缺陷(a)和表檢儀檢測紅銹缺陷(b)
在集裝箱制造行業(yè),邊部紅銹缺陷在加工過程中,經(jīng)正常噴丸工序后無法清除干凈,造成后續(xù)噴漆和美妝工序掉漆現(xiàn)象。若增加噴丸力度,可改善噴丸效果,但同時會帶來帶鋼本體板形起伏程度增加,出現(xiàn)明顯浪形缺陷;若降低噴丸帶鋼運行速度,會降低噴丸工序生產(chǎn)效率,增加工序成本,不滿足全產(chǎn)線生產(chǎn)節(jié)奏和成本控制的要求。
3 改善工藝及效果
3.1 原因分析
氧化鐵皮是指在加熱和軋制過程中,帶鋼表面與O2接觸而產(chǎn)生的金屬氧化物,通常將加熱爐內(nèi)生成的稱為一次氧化鐵皮,在軋制過程中產(chǎn)生的稱為二次和三次氧化鐵皮。不同的階段產(chǎn)生的氧化鐵皮,其結(jié)構(gòu)與厚度也不相同。加熱爐內(nèi)產(chǎn)生的一次氧化鐵皮厚度在2mm~4mm之間,與我公司出現(xiàn)的邊部17μm厚氧化鐵皮缺陷厚度不對應(yīng)。邊部紅銹呈現(xiàn)紅色,判斷是以Fe2O3為主。
邊部紅銹缺陷的成因,遼寧師專的馬海濤從Si含量不同對外貿(mào)SS400產(chǎn)品紅銹的成因進行了研究[2],河鋼從成分和軋線各區(qū)域工藝設(shè)定對某高強鋼產(chǎn)品紅銹缺陷的影響進行了分析[3]。分析我公司耐候鋼產(chǎn)品紅銹產(chǎn)生的顏色、存在位置、厚度等特征,確定耐候鋼邊部紅銹主要是在軋制過程中形成。
3.2 改善措施
根據(jù)邊部紅銹的原因分析,改善的思路是以軋制工藝標(biāo)準(zhǔn)調(diào)整為主,輔助成分設(shè)計調(diào)整的方法,在兼顧保障產(chǎn)品性能穩(wěn)定的前提下,制定改善措施。
(1)工藝標(biāo)準(zhǔn)優(yōu)化,降低加熱溫度,縮短加熱時間,減小板坯減寬量,調(diào)整終軋和卷取溫度,優(yōu)化后的工藝標(biāo)準(zhǔn)見表1。

表1 工藝溫度優(yōu)化
(2)成分優(yōu)化,降低對邊部紅銹有影響的Si、Cu元素含量,同時提高Ti元素含量,保障產(chǎn)品性能滿足JIS 3125標(biāo)準(zhǔn),優(yōu)化前后成分對比見表2。

表2 各化學(xué)元素質(zhì)量分數(shù)優(yōu)化(%)
(3)除鱗道次和除鱗壓力控制,因1580mm熱軋線粗軋和精軋除鱗系統(tǒng)共用1個泵站供水,在爐后除鱗、粗軋機前除鱗和精軋入口除鱗三個位置同時開啟時,除鱗系統(tǒng)壓力出現(xiàn)大幅降低,影響除鱗效果,為此通過生產(chǎn)節(jié)奏控制,避免出現(xiàn)三點除鱗現(xiàn)象,改善除鱗效果。
(4)其他控制措施,包括降低粗軋機組軋制速度,增加單位長度的除鱗時間;增加精軋機架間冷卻水,提高軋制速度,減少帶鋼在卷取前與空氣的接觸時間。
工藝標(biāo)準(zhǔn)調(diào)整后在日鋼1580mm熱軋線進行生產(chǎn)驗證,實際生產(chǎn)工藝控制結(jié)果見表3。

表3 生產(chǎn)過程控制
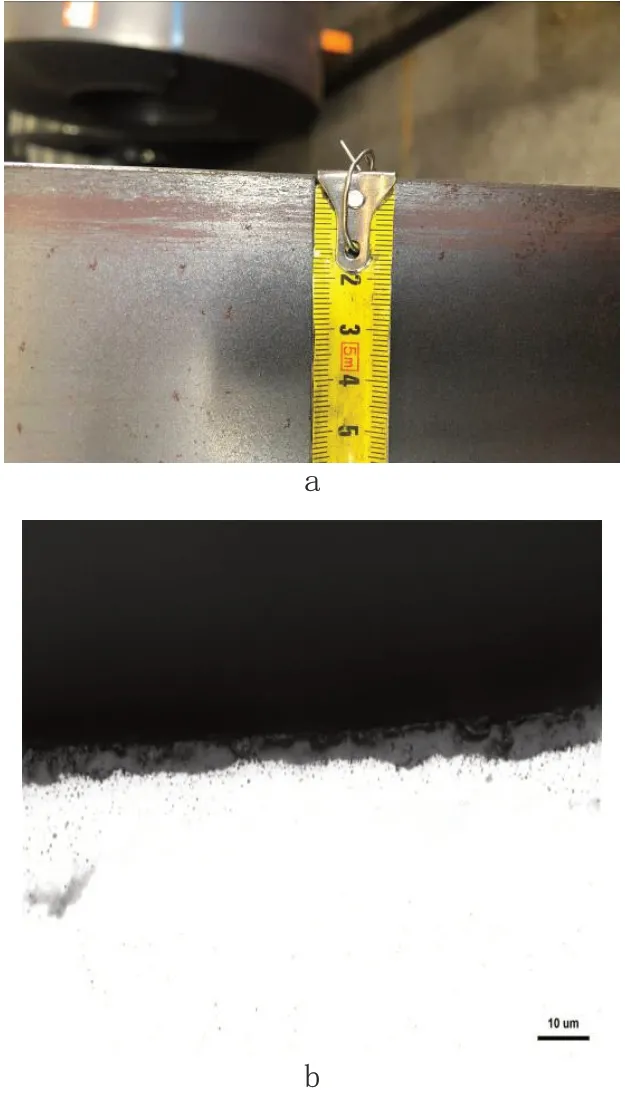
圖2 工藝調(diào)整后邊部紅色銹層宏觀形貌(a)、厚度檢測結(jié)果(b)
邊部紅銹缺陷仍然存在,但相對調(diào)整前紅銹程度有明顯減輕,對邊部紅銹缺陷進行力學(xué)性能和氧化鐵皮檢測,產(chǎn)品力學(xué)性能滿足JIS 3125標(biāo)準(zhǔn),邊部紅銹的厚度由調(diào)整前的17μm降至10μm以下。
對氧化鐵皮的斷面形貌進行分析分析,部分氧化鐵皮外表面有少量Fe2O3,因此試樣表面呈現(xiàn)紅色,試樣表面氧化鐵皮厚度不均勻,較薄處有4~6μm,最厚處7.46μm。

表4 高倍檢驗結(jié)果
跟蹤青島某箱廠工藝改善后耐候鋼產(chǎn)品使用情況,帶鋼邊部紅銹經(jīng)正常噴丸工藝處理后去除干凈,表面光潔度與帶鋼本體相似,有輕微印記,輥涂底漆后可完全遮蓋印記,后續(xù)噴漆和美妝無掉漆現(xiàn)象,能夠滿足集裝箱制造對帶鋼表面質(zhì)量的要求。

圖3 噴丸后表面(a)與輥涂底漆后表面(b)
4 總結(jié)
通過對邊部紅銹缺陷的分析檢測,采取成分設(shè)計優(yōu)化和溫度標(biāo)準(zhǔn)調(diào)整試驗,可得出結(jié)論。
(1)邊部紅銹缺陷是常見的耐候鋼產(chǎn)品表面缺陷,紅銹厚度>10μm時會帶來集裝箱制造掉漆風(fēng)險。
(2)通過對軋鋼溫度標(biāo)準(zhǔn)和C、Si、Cu、Ti等成分的調(diào)整,邊部紅銹缺陷厚度由17μm可降低至7.46μm,紅銹厚度大幅降低。
(3)確認改善后客戶使用效果,改善后的產(chǎn)品經(jīng)客戶噴丸工序可將邊部紅銹完全清除,后續(xù)輥涂和美妝工序不受影響,未再出現(xiàn)掉漆現(xiàn)象。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質(zhì)量與標(biāo)準(zhǔn)化(2015年9期)2015-12-31 11:41:40
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52