鋼結構橋梁焊縫超聲檢測技術應用研究
2021-11-02 03:28:38陳奇
中國金屬通報 2021年11期
陳 奇
(南京交通工程檢測有限責任公司,江蘇 南京 210000)
超聲波檢測技術基本上可以視為實現鋼結構橋梁安全檢驗的重要技術內容,屬于無損檢測技術的一種表現形式。在應用過程中,要求檢測人員應該嚴格按照超聲波技術規范要求,針對鋼結構橋梁焊縫檢驗工作進行統籌規劃與合理部署。結合當前技術檢驗情況來看,檢測人員通過科學運用超聲波檢測技術,基本上可以實現對鋼結構橋梁焊縫質量的檢測分析,對當前鋼結構橋梁焊縫結構質量缺陷問題進行動態把握,并采取針對性措施加以調整優化,以確保鋼結構橋梁主體結構安全。
1 超聲波檢測技術原理及要求分析
1.1 技術原理
超聲波檢測技術作為無損檢測技術的重要表現形式,在技術應用方面,檢測人員主要利用激勵探頭產生超聲波,利用超聲波的傳播優勢使其進入到被檢測構件內部。根據材料及其缺陷的聲學性能差異表現,對超聲波傳播波形反射情況以及穿透時間能量變化進行研究分析。根據分析反饋結果實現材料內部缺陷的動態掌握,完成無損檢測過程。舉例而言,檢測人員在采用脈沖反射法進行檢測分析時,對于垂直探傷可利用縱波進行處理,對于斜射探傷可利用橫波進行處理[1]。
其中,在超聲波儀器顯波屏上,橫坐標可以表示聲波具體傳播時間、縱坐標可以表示回波信號幅度。如果被檢測鋼結構構件存在異常問題,如存在明顯的氣孔或者夾渣等問題時,照射在缺陷部位的超聲波會立即被反射回來,借此,檢測人員可以判斷該鋼結構構件內部存在缺陷問題。在缺陷問題以及具體位置的判斷上,檢測人員可通過對超聲波傳播情況的收集以及借助放大入視波屏方式,快速定位缺陷波具體位置,精準判斷鋼結構內部質量表現情況。
1.2 技術要求
在應用超聲波檢測技術進行鋼結構橋梁焊縫檢測時,檢測人員可根據工件焊縫質量等級、工件厚度選擇合適探頭并提前校定探頭延時、前沿距離并制作DAC曲線(參見圖1),檢測時觀察示波屏上所顯示的異常波頻信號實現對質量缺陷問題的判斷。并根據回波信號出現位置迅速鎖定缺陷距探測面的實際距離,精準定位缺陷具體位置根據缺陷當量大小進行焊縫質量等級判斷。如果發現超限質量缺陷問題,檢測人員在工件上標出缺陷具體位置并交由現場施工人員進行返修處理[2],并做好缺陷記錄。如果發現超限質量缺陷問題,檢測人員在工件上標出缺陷具體位置并交由現場施工人員進行返修處理[2]并做好缺陷記錄。
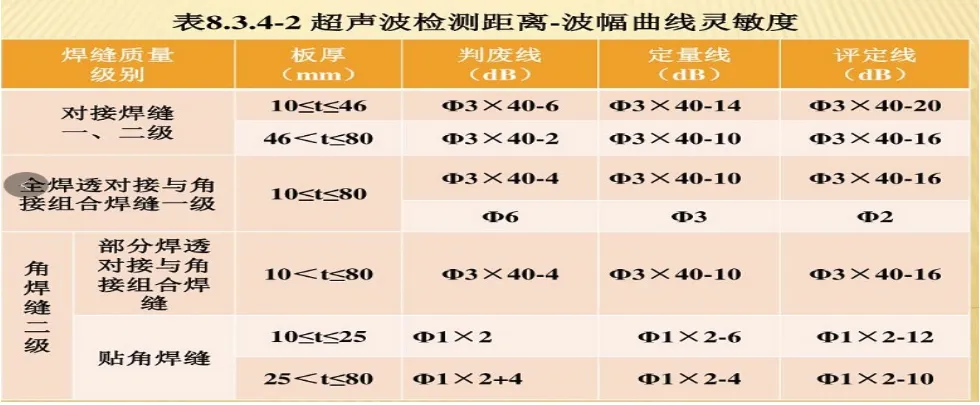
圖1 摘自GB50661-2011《鋼結構焊接規范》
在橋梁鋼結構施工作業期間,超聲波檢測技術還可以適用于對接焊縫以及部分熔透角焊縫檢測工作當中,在技術操作原理方面與上述相同。需要注意的是,在應用超聲波檢測技術的過程中,檢測人員必須規范個人的操作行為,避免出現檢測失誤或者其他質量隱患問題。
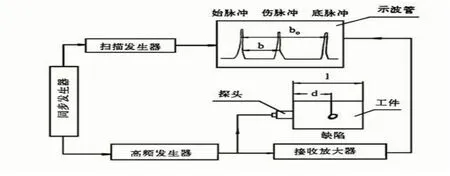
圖2 超聲波探傷原理示意圖
2 超聲波檢測技術在鋼結構橋梁焊縫檢測中的應用措施分析
2.1 氣孔問題檢測及應用措施
氣孔問題始終是影響鋼結構橋梁焊縫質量的重要因素。結合以往的施工經驗來看,由于現場施工人員對于部分焊接操作缺乏深度掌握,導致在焊接施工過程中容易出現氣孔等質量問題。當氣孔問題表現過于明顯時,往往就會對鋼結構橋梁主體結構質量造成不良影響。為及時發現鋼結構橋梁焊縫氣孔問題,檢測人員需要嚴格按照無損檢測技術要求,主動利用超聲波檢測技術實現對鋼結構橋梁焊縫氣孔問題的全過程檢測。
在正式檢測分析過程中,如果鋼結構檢測期間發現明顯氣孔問題,且氣孔回波高度表現較低、波形表現為單峰,從各個方向進行探測分析,發現反射波大體相同。但是檢測人員稍微移動探頭,回波高度就會發生明顯降低現象甚至消失。對于這種現象問題,可以判定為單個氣孔的缺失。相反,如果在檢測顯示屏上出現一簇反射波,則可以表明該結構部分存在較多的氣孔問題,且氣孔致密性特點明顯。此時氣孔的大小與數量會對波形高度產生至關重要的影響。當探頭做定點轉動時,回波高度會出現明顯的此起彼伏現象。同時對探頭進行移動處理,明顯發現反射波會隨著探頭的移動而發生相應變化。
一般來說,產生氣孔的主要原因在于母材或者填充金屬表面存在明顯油污現象,再加上焊條以及焊劑未烘干,容易增加氣孔量。最重要的是,銹或者油污中的水分在高溫條件下會逐步分解為氣體,進一步增加高溫金屬氣體含量。除此之外,焊接工藝流程落實效果不佳也會引發氣孔問題。舉例而言,施工人員在焊接作業時對于電弧電壓并未調整或者焊接電流選擇不當,都容易導致氣孔問題的產生。針對于此,建議現場施工人員應該嚴格規范個人的操作行為,可利用二氧化碳氣體保護焊實現現場焊接作業。與此同時,現場施工人員應該加強對材料與工藝質量問題的把控力度,避免因個人操作行為失誤而對整體焊接質量造成不利影響。除此之外,在大風天或者雨天等惡劣天氣應該采取有效防護措施,避免氣孔問題出現。

圖3 焊縫表面氣孔、咬邊明顯
2.2 裂縫問題檢測及應用措施
裂紋問題基本上可以視為最嚴重的焊縫質量缺陷問題,當裂紋問題表現過于明顯時,往往會對鋼結構整體質量效果產生不利影響。從成因上來看,如果焊接母材中碳、硫、磷等元素含量較高或者焊接次序銜接不當都很容易導致裂紋問題出現。多數情況下,在檢測鋼結構焊縫裂縫問題時,檢測人員通常會利用金屬超聲波探傷儀以及相應斜探頭實現安全檢測過程。基于這種裝置發射的超聲波往往可以利用角度斜向方式,射入到鋼結構焊縫內部當中。檢測人員可根據接收的反射波以及往返時間,初步判斷缺陷問題的存在性。一般來說,當出現裂紋問題時,所顯示的回波相對穩定。在波高方面表現較高,存在一定位移量。
此時檢測人員可根據反射回的波形進行觀測分析,根據分析反饋結果,判斷鋼結構中焊縫是否存在裂縫問題。如果焊接裂縫存在于橋梁鋼結構內部當中,檢測人員可以根據始波、底波以及缺欠波之間的距離,合理確定焊接裂紋指示長度,同時也可以確定焊接裂紋指示深度。在具體檢測之前,應該對檢測處進行掃查處理,避免其表面出現污漬等問題。在此基礎上,對鋼結構焊接位置進行質量檢測,判斷其是否存在橫向裂紋問題。
此外,利用平行以及斜平行掃查方式,對焊縫及熱影響區質量情況進行檢測分析,判斷其是否存在裂縫問題。如果檢測期間發現缺欠波問題,檢測人員可以利用精探方式確定其具體位置以及缺欠大小。待上述作業流程結束之后,檢測人員需要進行復探處理。將此次復探處理結果與前幾次檢測結果進行復核對比,保障檢測數據的精確性。
2.3 未焊透問題檢測及應用措施
如果鋼結構橋梁施工中存在未完全焊透的情況,就很容易對鋼結構整體質量以及安全性構成威脅。為防止這一問題出現,決策人員需要積極利用超聲波檢測技術對鋼結構內部質量情況進行檢測分析。一般來說,在運用超聲波探傷檢測分析時發現鋼結構內部存在未焊透問題,往往就會產生較高的反射率,且波幅相對較高。此時檢測人員對探頭進行平移處理,會發現檢測顯示屏上其波幅表現平穩。同時,在測試焊縫兩側會獲得反射回波波幅,且在反射回波波幅方面與檢測顯示屏上波幅大體相同。
不難看出,如果焊縫存在未焊透缺陷問題,接頭的機械性能往往會受到較大影響。結合以往的施工經驗來看,未焊透的端部或者存在缺口問題的接口處與其他部位相比,可以產生更大的應力。如果未經處理投入使用,長此以往,鋼結構橋梁容易出現大面積裂紋問題。為有效規避這一問題,施工人員需要對坡口形式以及裝配間隙進行合理設計,規避未焊透問題發生。且在投入使用之前,應該科學利用超聲波檢測技術對鋼結構內部質量問題進行檢測分析,保障鋼結構橋梁使用安全。
3 相關建議
結合上述內容,嚴格落實現場焊接順序:構件定位完成→調整環口間隙及錯邊→打磨焊接部位→按工藝焊接→外觀檢查、無損檢測、試件檢測→返工(如有)→檢測合格,是保障鋼結構焊接質量的重要前提條件。建議現場施工人員對鋼結構橋梁焊接施工工藝內容進行合理貫徹與落實,避免因個人操作失誤而對鋼結構橋梁整體質量造成不良影響。與此同時,重要缺陷的修補如裂紋等,必須先查明原因確定修補工藝,經質檢人員、主管技術人員及監理工程師確認后進行,并記入產品質量文件,現場施工作業期間,應該對入場使用的原料質量問題進行安全檢測,尤其是母材質量,保障現場焊接作業安全。
4 結論
為確保超聲波檢測技術在鋼結構橋梁焊縫檢驗中可以良好運用,建議技術操作人員嚴格按照超聲波檢測技術規范要求,對鋼結構橋梁焊縫檢驗工作進行統籌規劃與合理部署,并按照質量優先、安全治理的原則要求,對鋼結構橋梁內部存在的缺陷問題進行及時修復與處理,避免對鋼結構橋梁的安全性造成不良影響。除此之外,鋼結構橋梁焊縫檢驗工作應該主動迎合超聲波檢測技術發展趨勢,引進新的前沿技術如相控陣技術,補充優化當前技術應用存在的不足問題。檢測人員應積極主動結合國內外先進技術經驗,對當前超聲波檢測技術體系進行健全完善,進一步為超聲波技術的高效應用提供良好保障。?
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
湖南教育·A版(2019年4期)2019-05-10 03:31:44
小學生學習指導(低年級)(2019年4期)2019-04-22 03:28:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:04
設備管理與維修(2015年12期)2015-04-09 06:57:24
