某鈦合金材料長葉片拋光研究
2021-11-02 03:24:54周云波
中國金屬通報 2021年11期
周云波
(東方汽輪機有限公司,四川 德陽 618000)
鈦合金材料的綜合性能非常優異,其具有強度高、耐腐蝕性,耐熱性等優良特性。是航空、航天飛行器輕量化和提高綜合性能的最佳用材[1]。早期機械拋光工藝較耗費時間,而且幾乎所有的機械拋光法在最后一步或最后兩步拋光過程中使用含有侵蝕的剖光液。數控砂帶拋光的方法往往能夠得到較好的剖光表面,20世紀70年代和80年代,鈦及鈦合金的拋光仍然延續使用老的拋光方法,Springer和Ahmed在1984年首次發表了關于鈦及鈦合金的拋光方法文章。據統計,國內外汽輪機生產廠商對于超長末級葉片材料的選擇主要有兩種,一種是采用高強度沉淀硬化馬氏體不銹鋼(如PH13-8Mo),另一種就是綜合性能優異的鈦合金材料。鈦的導熱系數為15.24W/(m.K),約為鎳的1/4,鐵的1/5,鋁的1/14,而各種鈦合金材料的導熱系數比鈦的導熱系數還要下降約50%。
東汽自主研發的國內最長的用于火電機組的全轉速末級1400mm等級葉片就采用的鈦合金材料,該葉片適用于5kpa~8kpa背壓范圍的600MW等級凝氣式汽輪機,3kpa~5kpa背壓范圍1000MW等級汽輪機,以及功率更大的5kpa~8kpa背壓范圍1300MW等級汽輪機等[2]。鈦合金材料耐熱性能好,但是也為加工帶來不利,如砂帶拋光受熱特別是“過熱”易產生“燒傷缺陷”風險,所以有必要通過開展試驗來選擇合理的砂帶、參數,確定合理的拋光方式[3]。由于葉片結構的限制,目前公司的數控拋光機床暫時無法實現汽道與葉冠、凸臺、葉根等轉接R及附近部位的自動拋光,這些區域只能采用人工拋光。本文僅研究鈦合金材料的數控砂帶拋光。
1 拋光試驗
1.1 試驗材料及儀器
1.1.1 試驗材料
試驗對象為長度等級1400mm的鈦合金材料葉片,葉片汽道型面在數控機床上經過粗、精銑加工,表面存在銑削刀花。
1.1.2 儀器設備
MK1000型數控砂帶磨拋光機床、若干不同廠商/不同型號砂帶(120目數/240目數)、TR200手持式表面粗糙度檢測儀、40MAT金相顯微鏡、5124維氏硬度儀
1.2 數控砂帶磨拋光試驗
1.2.1 砂帶選型
在拋光過程中,樣品需要定時轉動方向,大多數金屬合金中存在硬質相,如果不轉動方向,拋光樣品在硬質相上會有黑色的“長尾巴”,影響金相質量,解決“長尾巴”問題的關鍵在于轉動樣品的方向,每次可轉90度或180度。以1件汽道型線經過粗、精銑加工的模鍛TC4鈦合金材料葉片為試驗對象,在同一件葉片汽道型面劃分幾個對比拋光區域,在相同的試驗參數條件下,分別用不同廠商提供的幾種砂帶進行拋光試驗。先用120目數砂帶進行粗拋光,再用240目數砂帶精拋光[4]。拋光完成后用TR200表面粗糙度儀分別對各拋光區域檢測多個點位粗糙度,由于存在檢測誤差,取平均值進行分析(如表1)。

表1 不同品牌砂帶拋光粗糙度檢測結果
從結果來看,僅A和C型砂帶滿足最終精拋光Ra≤0.8的要求,但是C型砂帶存在易掉沙粒的情況,故而擇優選取A型砂帶。
1.2.2 確定合理的拋光參數
在選定的拋光砂帶條件下,不同的拋光參數對拋光質量也會產生影響,如磨削進給速度、轉速、磨削壓力、弦長/角度誤差、步長等。磨削壓力、弦長/角度誤差、步長等參數是機床生產廠商設置好的,一般選用其推薦數值,此處僅研究不同進給速度和轉速的影響[5]。
在其他參數相同的情況下,通過測得多組數據,磨削進給速度、機床主軸轉速分別與粗糙度大致呈“V形”關系(圖1)。可看出精拋光時,進給速度5800mm/min,主軸轉速1800r/min時,磨削表面粗糙度滿足Ra≤0.8要求,且基本為最優值。
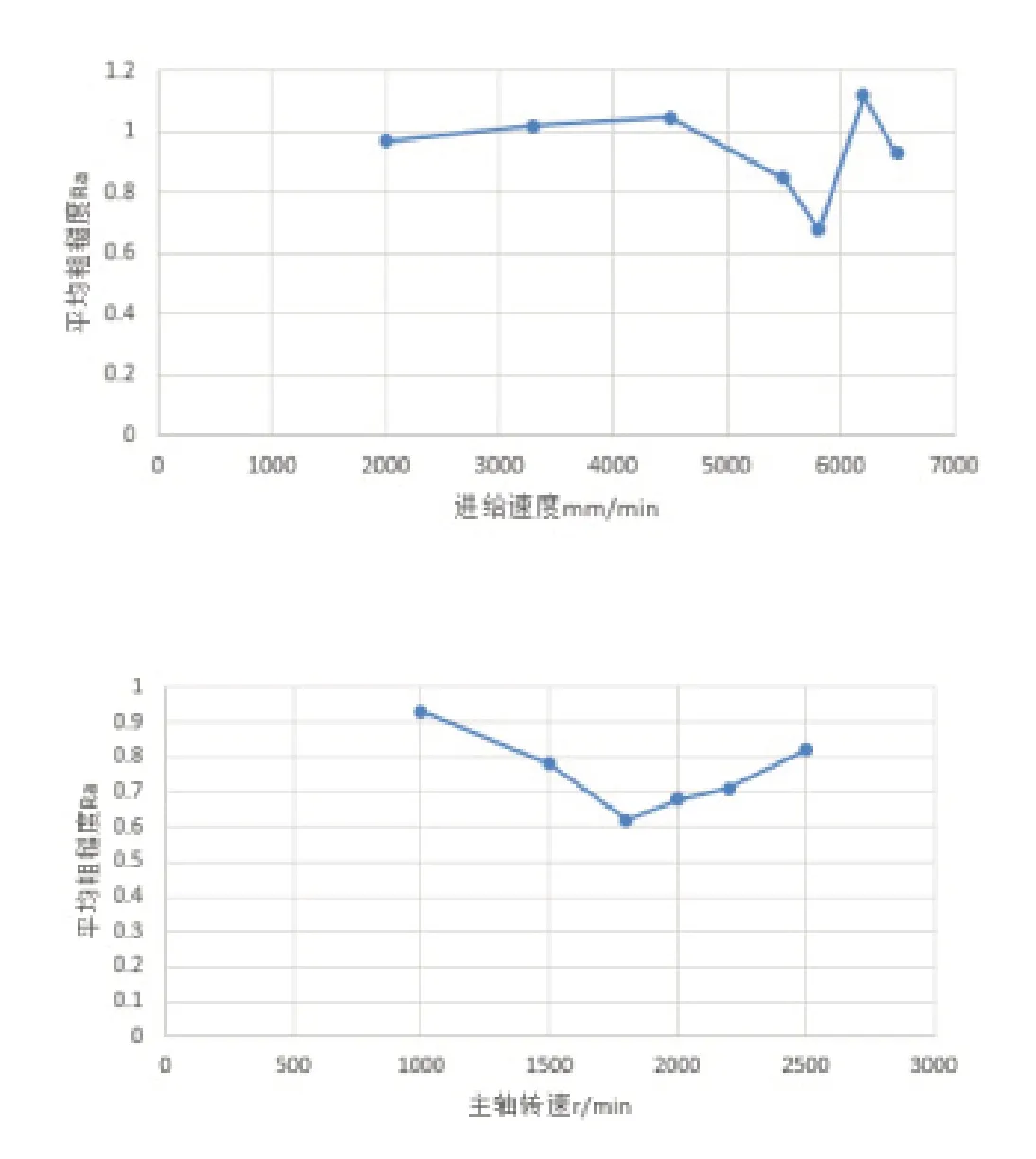
圖1 磨削進給速度與粗糙度影響關系
在環境溫度25℃條件下,用40MAT金相顯微鏡,放大倍數X200,測得試樣金相組織如圖3。試驗發現,金相組織無異常。
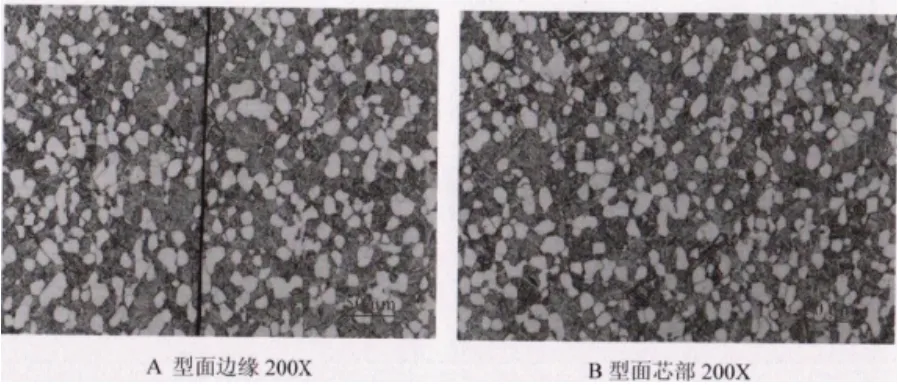
圖3 金相組織圖
1.2.3 拋光表面組織合格性驗證
鈦合金材料由于散熱性能差,拋光過熱易引起表面“燒傷缺陷”風險。拋光質量除了宏觀的表面粗糙度外,還有兩個重要的監測要素,一為宏觀上的顯微硬度,另一個為微觀上的表面組織變化。
將葉片汽道型面在上述選定的合理參數條件下拋光處理,對拋光區域取樣檢測。用5124維氏硬度儀測得所取試樣表面各點硬度如圖2。可看出各點位顯微硬度基本相當,滿足材料的硬度要求。且同一點位表面與芯部硬度偏差合理范圍。
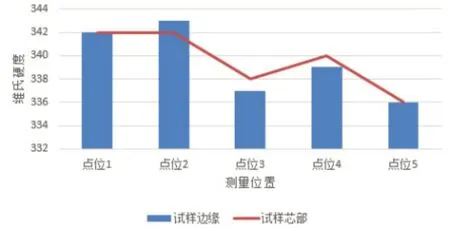
圖2 拋光試樣顯微硬度
2 結論
公司自主研發的1400等級鈦合金材料(Ti-6Al-4V)葉片,通過拋光工藝試驗得出結論:
(1)A型砂帶拋光表面粗糙度最優,可作為優選方案;
(2)MK1000型數控砂帶機床進給速度5800mm/min,轉速1800r/min時,表面粗糙度滿足Ra≤0.8的要求,且對比各參數基本為最優;
(3)通過試驗方法確定的拋光參數是合理可靠的,該方法研究思路可為其他葉片拋光方法的選擇提供參考。
