
感應(yīng)淬火硬化自攻螺栓失效原因分析
2021-10-29 08:14:52孔德群來振華周建宋偉偉
金屬加工(熱加工) 2021年10期
孔德群,來振華,周建,宋偉偉
北京奔馳汽車有限公司 北京 100176
1 序言
目前,汽車工業(yè)在新能源與輕量化的背景下,多元材料混合汽車結(jié)構(gòu)由于存在異種材料的理化性能差異,因此低成本、高效率的創(chuàng)新連接技術(shù)經(jīng)歷著挑戰(zhàn)與發(fā)展問題[1,2]。汽車制造行業(yè)正在應(yīng)用各種材質(zhì)、規(guī)格的自攻螺栓,例如,基于輕量化設(shè)計(jì)的短螺紋嚙合塑料自攻螺栓[3]、可使汽車鎂合金螺母材料產(chǎn)生應(yīng)變硬化的高強(qiáng)度鋁質(zhì)自攻螺栓[4],以及汽車白車身制造中實(shí)現(xiàn)薄金屬片緊固的熱成形自攻螺栓[3],此外常用的合金鋼還包括調(diào)質(zhì)鋼[5]、表面滲碳或碳氮共滲鋼[6,7]。金屬自攻螺栓連接技術(shù)在汽車制造應(yīng)用中表現(xiàn)出優(yōu)異的緊固性能,不僅同時(shí)具有攻螺紋和緊固的功能,還有良好的聯(lián)接配合,以降低松動(dòng)的風(fēng)險(xiǎn)。
自攻螺栓是汽車螺栓中服役條件最惡劣的一種緊固件,不但要攻入汽車車身結(jié)構(gòu)件,還要保證螺栓牢固可靠地聯(lián)接汽車構(gòu)件,使汽車各個(gè)部件安全穩(wěn)定地聯(lián)接在一起[7]。汽車主機(jī)廠非常重視自攻螺栓扭矩特性和擰緊程序開發(fā),以更好地提升裝配的擰緊精度和防錯(cuò)效果[8],但在實(shí)際裝配生產(chǎn)中有時(shí)也會(huì)遇到自攻螺釘攻入困難,原因既有裝配因素也有螺釘本身的因素[9]。然而公開可查閱的鋼質(zhì)自攻螺栓失效分析案例文獻(xiàn)特別少,本文以感應(yīng)淬火硬化鋼質(zhì)10.9級(jí)M8自攻螺栓在裝配中發(fā)生溢扣問題進(jìn)行失效分析,具有一定的實(shí)踐參考價(jià)值。
2 試驗(yàn)背景
受客戶委托,對(duì)鋼質(zhì)M8自攻螺栓進(jìn)行力學(xué)性能和物理性能檢測(cè)。原來該批次螺栓在自攻螺紋作業(yè)中發(fā)生一定比例的溢扣失效問題(見圖1),螺紋牙上部被整齊磨掉。而根據(jù)圖樣要求,自攻螺栓螺紋牙作業(yè)端部至第5~第7螺紋牙應(yīng)進(jìn)行局部感應(yīng)淬火硬化,螺栓硬化區(qū)螺紋頂部表面0.25mm處硬度應(yīng)≥450HV0.3,非硬化區(qū)應(yīng)滿足標(biāo)準(zhǔn)ISO 898-1—2013《碳鋼和合金鋼制緊固件的機(jī)械性能.第1部分:具有規(guī)定性能等級(jí)的螺柱、螺釘和螺栓.粗牙螺紋和細(xì)齒節(jié)螺紋》規(guī)定的10.9級(jí)。

圖1 失效的自攻螺栓
3 試驗(yàn)方法
根據(jù)失效背景情況,制定試驗(yàn)方案如下:首先使用Optima 8000型電感耦合等離子光譜儀對(duì)螺栓失效件與同批次新件進(jìn)行化學(xué)成分檢測(cè)。然后使用Secotom-20型精密切割機(jī)和0.5mm厚氧化鋁樹脂砂輪片切取螺栓失效件與同批次新件的縱剖面試樣,經(jīng)熱鑲嵌與機(jī)械磨拋工序制得鏡面金相試樣。使用Dura Scan-70型維氏硬度計(jì)在螺紋牙典型位置進(jìn)行硬度檢測(cè);使用Axio Imager M2m型光學(xué)顯微鏡觀察拋光態(tài)金相試樣螺紋牙處是否存在折疊、氧化腐蝕、超尺寸夾雜物、裂紋等材料缺陷,使用4%硝酸酒精浸蝕金相試樣后,再次用光學(xué)顯微鏡觀察螺栓試樣的物理結(jié)構(gòu)特征與金相組織狀態(tài)。另取未作業(yè)過的鋼件新試樣,按照上述類似步驟分別進(jìn)行硬度試驗(yàn)與金相檢驗(yàn)。
4 試驗(yàn)結(jié)果與分析
4.1 化學(xué)成分分析
化學(xué)成分檢測(cè)結(jié)果表明,自攻螺栓均符合標(biāo)準(zhǔn)ISO 898-1—2013規(guī)定的10.9級(jí)要求,見表1。從表1可看出,P、S等雜質(zhì)元素未超標(biāo)。

表1 自攻螺栓化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
4.2 硬度檢測(cè)
在距螺紋牙頂部表面0.25mm處檢測(cè)HV0.3,螺紋心部檢測(cè)HV10。根據(jù)圖樣要求,感應(yīng)硬化區(qū)的螺紋頂部表面硬度≥450HV0.3;根據(jù)ISO 898-1—2013要求,未感應(yīng)硬化區(qū)的螺紋心部硬度應(yīng)達(dá)到320~328HV,表面硬度不應(yīng)超出390HV,且滿足表面硬度≥心部硬度-30HV,檢測(cè)結(jié)果見表2、表3。
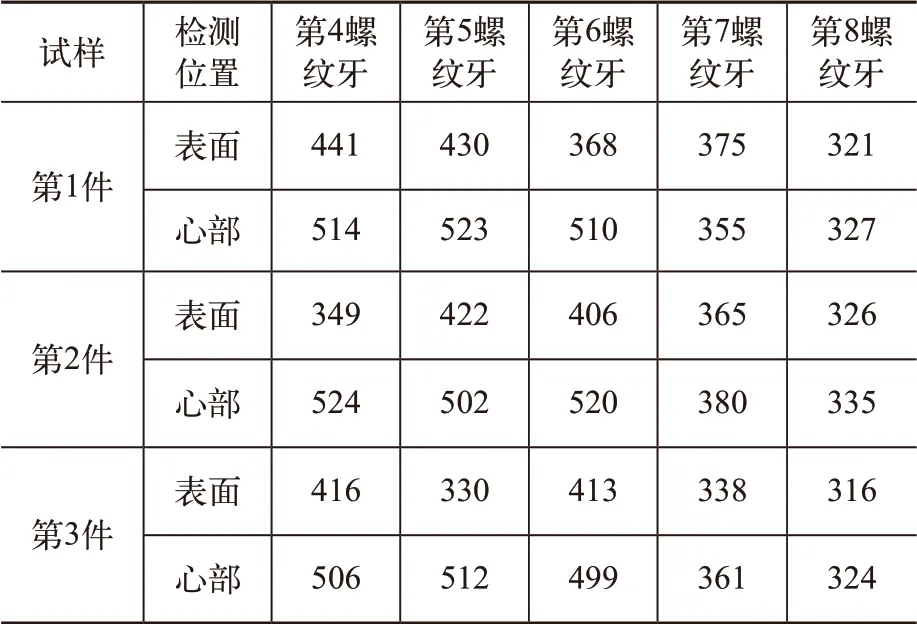
表2 螺栓失效件維氏硬度檢測(cè)結(jié)果 (HV)
從表2、表3可以看出,第7螺紋是感應(yīng)淬火硬化過渡帶,第8螺紋代表基材原始組織的硬度水平,即原材料硬度剛剛處于標(biāo)準(zhǔn)下限之上。螺栓失效件感應(yīng)硬化區(qū)螺紋心部硬度均>450HV,然而螺紋表面硬度在不同工件之間甚至同一工件不同螺紋之間的波動(dòng)較大,均<450HV,不合格,且螺紋表面與心部硬度差異較大。螺栓新件感應(yīng)硬化區(qū)螺紋心部硬度均>450HV,不同工件之間的表面硬度差異明顯,大部分合格,少數(shù)不合格(如第3件)。
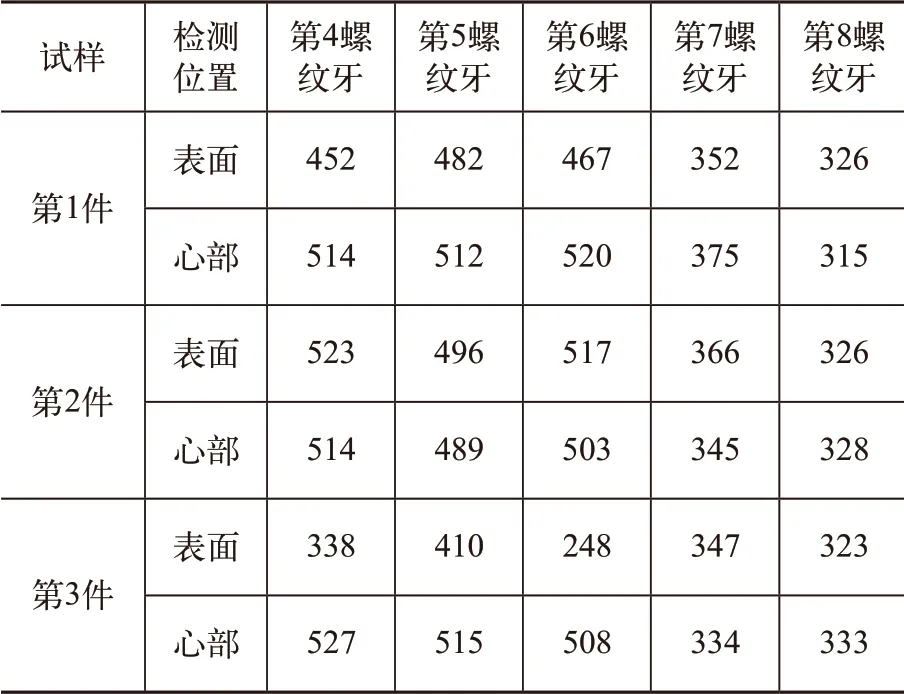
表3 螺栓新件維氏硬度檢測(cè)結(jié)果 (HV)
此外,被作業(yè)工件的硬度較為均勻,平均值為221HV,符合規(guī)范要求,見表4。
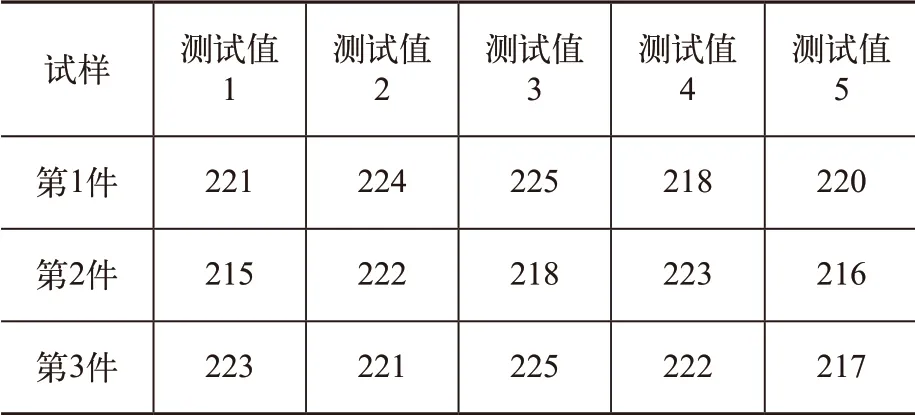
表4 被作業(yè)工件維氏硬度檢測(cè)結(jié)果 (HV)
4.3 金相檢驗(yàn)
圖2顯示了具有代表性的螺栓失效件縱剖面作業(yè)端的浸蝕態(tài)照片,從中可以看出,感應(yīng)硬化區(qū)與原始組織之間有明顯的過渡帶,感應(yīng)硬化區(qū)邊緣位于第7螺紋,與硬度檢測(cè)結(jié)果呈現(xiàn)的規(guī)律是一致的,滿足圖樣規(guī)定的硬化長(zhǎng)度要求。攻螺紋作業(yè)發(fā)生溢扣失效后,感應(yīng)硬化區(qū)和原始組織區(qū)的螺紋牙頂部同時(shí)被整齊磨掉。
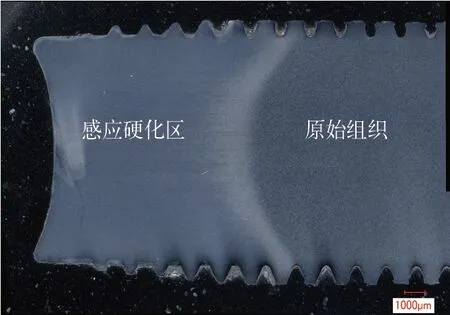
圖2 螺栓失效件縱剖面(局部,浸蝕態(tài))
在失效螺栓未硬化原始組織區(qū)檢查未發(fā)現(xiàn)超尺寸夾雜物、折疊、裂紋等材料缺陷,僅在中徑線以上表面處斷續(xù)存在輕微脫碳層(見圖3),且脫碳層深度僅為0.07mm,符合標(biāo)準(zhǔn)ISO 898-1—2013相應(yīng)要求。螺紋心部的金相組織為均勻回火索氏體(見圖4),無粗大晶粒。以上結(jié)果證實(shí),在感應(yīng)淬火前,螺紋具備正常調(diào)質(zhì)態(tài)的原始組織,無超標(biāo)原材料缺陷存在。

圖3 未感應(yīng)硬化螺紋的原始組織

圖4 未感應(yīng)硬化螺紋心部的原始組織
圖5所示為溢扣失效的感應(yīng)硬化螺紋的金相組織,螺紋牙側(cè)面、頂部、底部均存在一定深度的脫碳層,螺紋未脫碳層高度不足牙型高度的1/3,不能滿足標(biāo)準(zhǔn)ISO 898-1—2013要求的螺紋未脫碳層高度應(yīng)不低于2/3牙型高度。最嚴(yán)重視場(chǎng)內(nèi)全脫碳層深度達(dá)到0.070mm,遠(yuǎn)高于ISO 898-1—2013要求的全脫碳層深度應(yīng)≤0.015 mm。圖6所示為距頂部0.25mm處寬度中點(diǎn)的金相組織,該位置屬于部分脫碳層區(qū),白色鐵素體基體上彌散分布著細(xì)小的島狀馬氏體組織。軟相鐵素體占主體,極大地降低了螺紋牙的材料硬度,闡釋了表2中失效件感應(yīng)硬化區(qū)螺紋表面硬度偏低的原因。由于每個(gè)螺紋的脫碳程度并不是均勻的,因而脫碳螺紋之間硬度波動(dòng)較為明顯。在脫碳區(qū)域補(bǔ)充測(cè)試了維氏硬度,螺紋頂部0.12mm處硬度只有171 HV,遠(yuǎn)低于被作業(yè)鋼件的硬度;距頂部0.25mm處寬度中點(diǎn)位置硬度238HV,僅與被作業(yè)鋼件的硬度水平大致相當(dāng),并不具備力學(xué)性能優(yōu)勢(shì)。在自攻螺紋作業(yè)的擰緊力作用下,這樣的螺紋牙易發(fā)生擠壓變形以及后續(xù)磨損破壞。
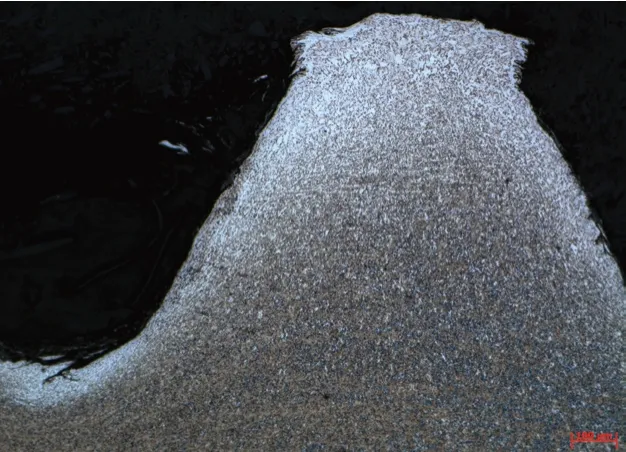
圖5 失效螺栓感應(yīng)硬化區(qū)金相組織
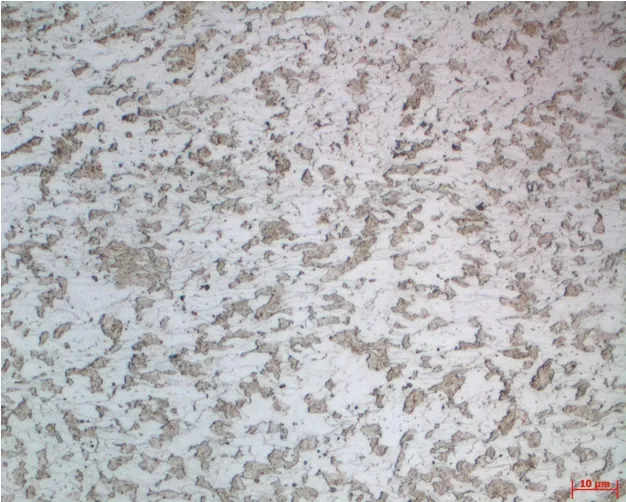
圖6 螺紋部分脫碳層金相組織
值得注意的是,螺紋牙底部在感應(yīng)淬火熱處理后出現(xiàn)較多的微裂紋(見圖7),裂紋源處外表面存在長(zhǎng)條形氧化物,且裂紋側(cè)邊基體發(fā)生明顯的脫碳。由此推測(cè),感應(yīng)熱處理升溫速度過快,且硬化溫度偏高,感應(yīng)加熱過程熱應(yīng)力造成裂紋的產(chǎn)生,繼而裂紋兩側(cè)發(fā)生氧化脫碳,形成多邊形鐵素體。然而,螺紋牙底部的熱處理微裂紋與脫碳層對(duì)此次溢扣失效幾無貢獻(xiàn),但從長(zhǎng)期服役條件看,即使不發(fā)生攻螺紋溢扣也會(huì)顯著影響螺栓的使用壽命。感應(yīng)淬火裂紋的形成原因可能在于加熱速度過快[10]、加熱溫度過高[11-13]、加熱時(shí)間過長(zhǎng)[14]等。在實(shí)際生產(chǎn)中,當(dāng)設(shè)備功率過高時(shí),可采用降低比功率;增加工件與感應(yīng)器之間距離;斷續(xù)加熱法等[15]方法,來保證零件表面在不過熱條件下獲得較深的加熱層。

圖7 螺紋牙底部感應(yīng)淬火裂紋與脫碳
在對(duì)螺栓新件抽檢過程中發(fā)現(xiàn),并非所有件都有感應(yīng)淬火脫碳問題,僅部分試樣存在類似問題。這表明,該發(fā)貨批次螺栓最可能是由不同生產(chǎn)批次的螺栓混合在一起,僅個(gè)別批次螺栓在感應(yīng)熱處理過程中因存在工藝不良而造成螺紋發(fā)生嚴(yán)重脫碳。
此外,被作業(yè)鋼件的金相組織以鐵素體為主,彌散分布粒狀珠光體,符合規(guī)范要求,纖維狀加工流線特征清晰可見,如圖8所示。

圖8 被作業(yè)鋼件的金相組織
5 結(jié)束語
綜上分析可知,自攻螺栓的化學(xué)成分合格,原始組織為常規(guī)回火索氏體組織,未發(fā)現(xiàn)異常原材料缺陷;被作業(yè)鋼件的金相組織與硬度符合要求;綜合判斷,部分批次螺栓溢扣失效原因在于感應(yīng)淬火熱處理工藝過程不合理,感應(yīng)加熱溫度過高,硬化后螺紋發(fā)生嚴(yán)重脫碳,造成螺紋硬度偏低,甚至少數(shù)工件還存在微裂紋。因此,螺栓制造商應(yīng)加強(qiáng)熱處理工藝過程控制,同時(shí)嚴(yán)格執(zhí)行質(zhì)量檢測(cè)與放行標(biāo)準(zhǔn)。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
故事大王(2016年7期)2016-09-22 17:30:08
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
兒童故事畫報(bào)(2013年3期)2013-06-24 05:40:30
