浮法玻璃退火窯余熱在冷端區域綜合利用技術與實踐
2021-10-28 02:08:30康分輝于克文
建材世界 2021年5期
康分輝,于克文,王 磊
(中國耀華玻璃集團有限公司,秦皇島 066000)
浮法玻璃生產線廠房目前一般都采用鋼結構形式,廠房墻壁和屋頂大都使用單層彩鋼瓦。在北方冬季室外最低氣溫達到零下10 ℃,彩鋼瓦保溫效果極差,室內與室外溫度相差無幾。而生產寬板超薄浮法玻璃對環境和設備要求極為苛刻,玻璃原板寬在5.2 m時,環境溫度對玻璃板質量影響較大,環境溫度較低溫時易出現玻璃板彎曲、炸裂、切割刀口質量差、掰邊縱分多少角等現象。另外,環境溫度在5 ℃以下時,對堆垛機器人等設備的潤滑系統、吸盤有較大影響,出于設備自身保護,堆垛機器人將自動停止工作。
退火窯是浮法玻璃生產線的三大熱工設備之一,從錫槽拉引出的連續玻璃帶溫度約在600 ℃左右,經過渡輥臺進入退火窯,通過退火窯適當冷卻降溫,退火窯密封區出口玻璃板溫度約為290 ℃。退火窯冷卻風與玻璃板進行熱交換后溫度能達到210~360 ℃左右,并直接排出室外,大量的熱能不僅白白浪費,而且對大氣造成熱污染。綜合利用退火窯余熱給冷端廠房和設備供暖,可達到節能減排目的。
1 退火窯熱工工藝分析
退火窯采用全鋼隧道式結構,分為退火段和冷卻段,其中退火段是密封的,分為A、B1、B2和C區,冷卻段是敞開的,分為RET區和F區,在每個區設置風冷系統。退火段的熱工原理為:輻射熱交換。玻璃帶上下方空間安裝熱交換器,玻璃帶向熱交換器輻射熱量,熱交換器中是室溫冷空氣,與玻璃帶逆向而行[1]。退火窯A、B1、B2、C區溫度分別為540 ℃、470 ℃、420 ℃、290 ℃左右,產生余熱風溫度分別為340 ℃、360 ℃、300 ℃、210 ℃左右。冷卻段的熱工原理為:強制對流熱交換,RET、F區分別采用冷熱風混合和冷風強制對流熱交換,因RET區和F區在進行熱交換后的余熱風充滿在廠房內,且溫度較低,回收意義不大。所以重點是回收退火段產生的余熱風,退火段排廢的余熱功率見表1。
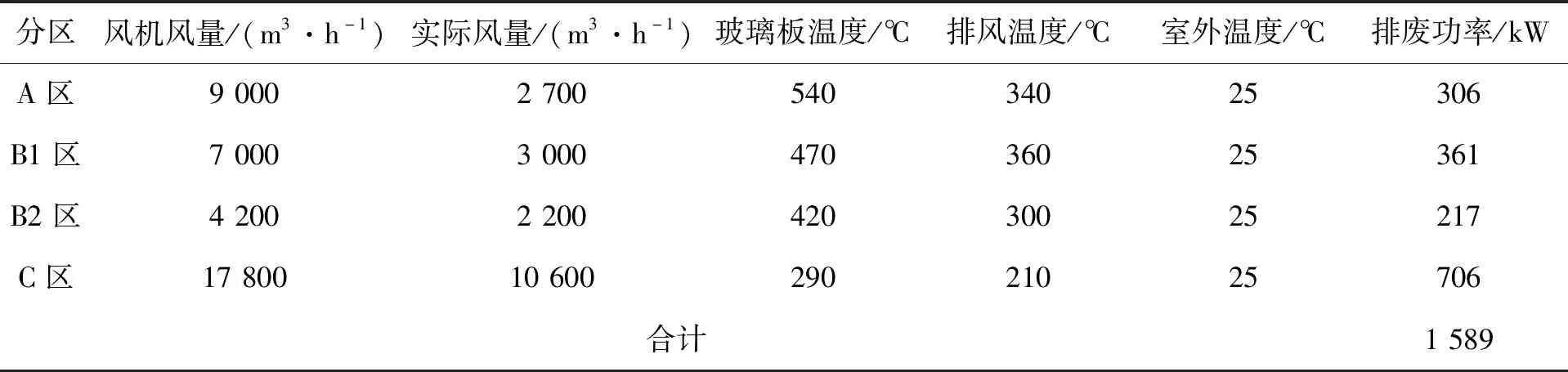
表1 退火窯退火段各區排廢的余熱功率
2 退火窯余熱回收用于冷端廠房采暖方案分析及實施
2.1 退火窯余熱回收用于冷端廠房采暖方案對比分析
退火窯對溫度相當敏感,系統受到干擾,控制就不穩定,溫度就產生波動,對玻璃質量和產量造成嚴重的影響。目前退火窯余熱回收用于冷端廠房采暖的方案有多種情況,總結起來有以下幾種:
1)方案一:余熱風回收混合后熱風直接供暖 退火窯上各區直排熱風管與室內新風管共同接入混合箱,由變頻風機抽出混合風送到冷端廠房排出采暖[2]。這種方案優點是混合風全部排放到冷端現場,沒有中間換熱環節,利用效率高,缺點一是因變頻風機和新風調節閥都是手動調節,操作繁瑣,可能對退火工藝造成影響和不能最大限度回收余熱;二是通過風嘴排到冷端的熱風強度減弱,依靠空氣對流加熱整個冷端廠房,因廠房面積太大,對整個廠房采暖杯水車薪;三是與冷空氣形成的上下對流,對人體產生不適感。
2)方案二:余熱風回收經余熱鍋爐換熱成熱水供暖 通過智能調節儀控制風閥和手操器調節變頻引風機從退火窯各區直排熱風管抽取熱風,經余熱鍋爐換熱后得到熱水,再由暖氣管路循環到冷端現場的暖氣片來采暖[3]。這種方案的優點是依據排風壓力,自動調節風閥開度,手動調節變頻引風機的轉速,對退火窯工藝影響小。缺點一是熱風通過鍋爐后的溫度較高,熱轉化效率低;二是對整個廠房和設備采暖效果不顯著。
3)方案三:余熱風回收經熱輻射管輻射供暖 自動控制變頻引風機從退火窯各區直排熱風管抽取熱風,通過輸送管把熱風輸送到冷端現場的熱輻射管,再通過熱輻射管直接把熱源輻射到設備和現場而達到采暖的目的。這種方案的優點一是排風壓力設定為5 Pa,自動調節變頻風機的轉速,在引風機的進出風口和直排風管上設計了止回風閥,對退火窯工藝不產生影響;二是熱風直接由熱輻射管輻射出去,熱源轉換效率高;三是直接對設備和現場輻射熱源而達到局部加熱目的,空氣不會產生上下對流,不會對人體產生不適感[4]。
通過對三個方案的對比分析,余熱風回收經熱輻射管輻射給冷端區域供暖方案是最優的選擇。
2.2 退火窯余熱回收經熱輻射管輻射給冷端廠房采暖方案實施
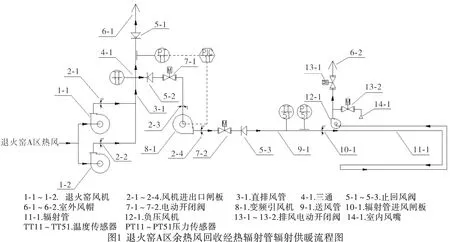
在原有A、B1、B2、C區熱風直排風管上分別增設止回風閥和壓力傳感器,并通過三通的形式將熱風旁通至引風機,旁通管道設電動啟閉閥并與引風機連鎖聯動,引風機選用變頻風機,由引風機和負壓風機將熱風通過輸送管送至熱輻射管,通過輻射供熱的方式為冷端主線、支線及機器人提供熱能,達到采暖的目的。A、B1、B2、C區各設一套設備分別為生產主線和一、二、三支線及堆垛機器人提供采暖。下面以退火窯A區余熱風回收經熱輻射管輻射給冷端生產主線供暖說明方案,見圖1。
1)在直排風管上安裝微差壓壓力傳感器檢測排風壓力,引風機采用變頻調速電機,根據設定壓力自動調節風機風量,在保證熱風直排管路排出余熱風壓為微正壓的情況下,最大限度地回收余熱風量,對退火窯工藝不受影響。
2)在直排風管上、引風機的進口和出口安裝止回風閥,為保證退火工藝穩定,余熱風按正常路徑流動,一小部分氣流排出室外,大部分余熱由引風機抽走,直排風管上的止回風閥起到了防止室外風倒流,引風機出口的止回風閥防止輸送管路氣流回流。
3)引風機進出口的旁路管道上安裝電動風閥,并與引風機連鎖,在啟動和停止系統時通過操作電動風閥,在緊急情況下,關閉電動風閥,避免對工藝造成影響。
4)熱輻射管采用意大利卡利歐瑪EUCERK系列輻射采暖設備,出風口安裝負壓風機和室內外排風電動閥,便于余風順利排出。
5)所有大門安裝等溫底吹式空氣幕,空氣幕由左右兩路風機產生高壓氣流,交匯于地下配風道,通過出風口產生向上氣流,形成幕障,隔斷室內外空氣的對流,在不影響人員、貨品進出的情況下,達到防塵、防污染、保溫、隔熱的目的。
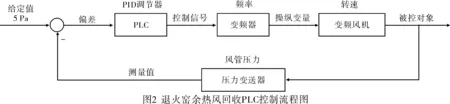
6)系統采用PLC控制系統,PLC采用西門子S7-200 SMART PLC,人機界面采用觸摸屏,系統對排風壓力、溫度等過程參數以及風機、電動閥進行顯示和自動控制,圖2是退火窯余熱風回收PLC控制流程圖。
3 退火窯余熱回收用于冷端采暖實施效果
3.1 退火窯余熱回收利用的能量
根據現場實測數據計算退火窯余熱回收利用的能量,見表2。
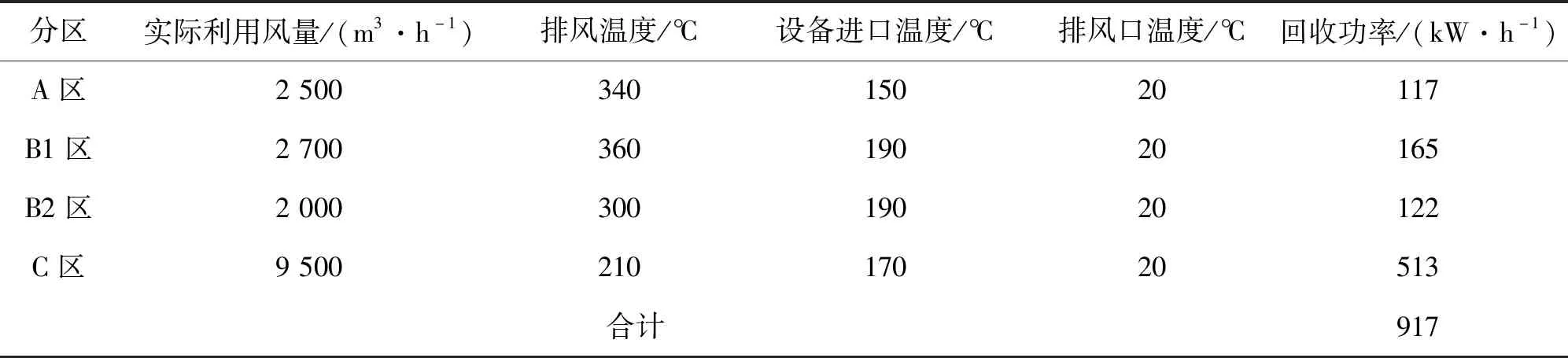
表2 退火窯退火段各區余熱回收利用的功率
根據實際測算的各區總熱回收利用量為917 kW/h,北方冬季采暖期每年按5個月,每天運行24 h,一個采暖期累計可回收330.1萬kWh熱能,折合節省標煤405.4 t,或天然氣32.4萬m3,或電能330.1萬kWh。電按0.51元/kWh計算,節約168.3萬元人民幣,節能減排效果明顯。
3.2 冷端生產主線及支線機器人區域采暖效果
秦皇島冬季采暖室外設計計算溫度:-9.6 ℃;冷端生產主線和支線機器人區域設計溫度:6 ℃。
在不同室外溫度,采暖設備開啟或關閉條件下,對生產主線及支線堆垛機器人區域的溫度進行了實際測量,實測數據見表3 。
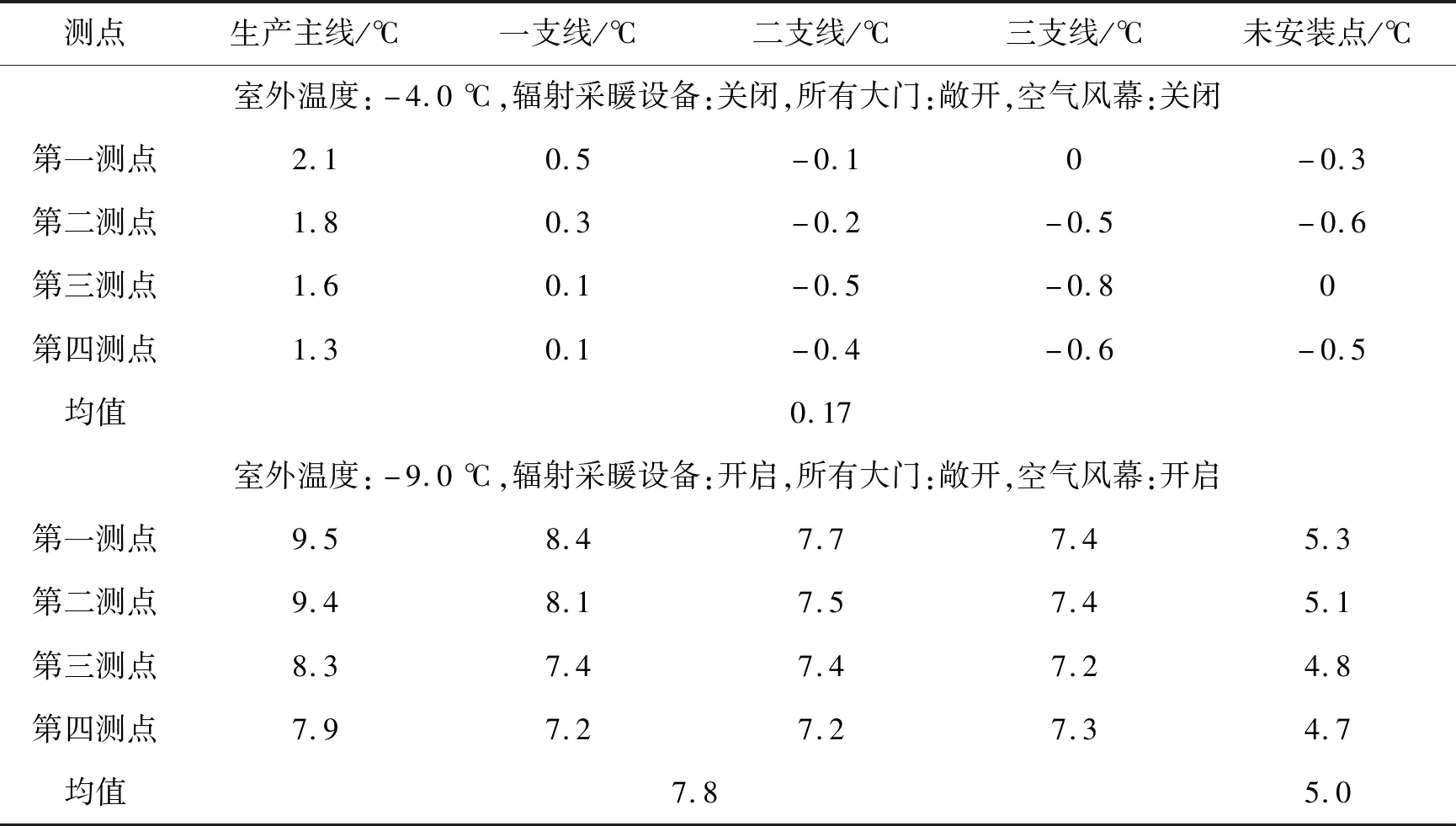
表3 生產主線及支線機器人區域實測溫度
從表3數據中可以得出結論,在不使用采暖設備時,室內比室外溫升4 ℃,在使用熱輻射管采暖,同時又開啟空氣幕時比室外溫升16.8 ℃,在室外-9.0 ℃時室內安裝熱輻射管的地方均達到6.0 ℃以上,對比室外溫度,冷端有熱輻射管采暖區域可保證12 ℃溫升。
輻射采暖設備將退火窯熱風轉化為輻射熱,作用在冷端生產主線、支線的設備和現場,玻璃板和設備表面吸收熱量,等溫底吹式空氣幕阻斷了室外冷風的滲入,防止室內熱量散失,使室內溫度有所提高。設備溫度的升高,使切割刀動作順暢,中分輪頂落靈活,堆垛機器人抓取穩固,設備故障率明顯減少,冷端生產主線玻璃板表面受到均勻的熱輻射,減小了橫向溫度差,減少玻璃炸裂、彎曲、不走刀痕、刀口玻璃絲、多少角現象,玻璃產量和質量得到了提高。
4 結 論
熱輻射采暖首次在玻璃行業應用,實現了退火窯余熱綜合高效利用,降低了熱能浪費,取得了良好的效果,可以在北方地區玻璃行業推廣應用。
a.方案余熱風回收采用PLC自動控制系統,對退火窯溫度、壓力等工藝參數沒有影響,并且最大限度地回收了熱量。
b.提升了冬季北方地區浮法玻璃生產線冷端現場和設備的溫度,減少了玻璃炸裂現象,改善了玻璃切割質量,提高了堆垛機器人工作效率,杜絕了機器人的停工現象,從而提高了玻璃產成品率。
c.降低了退火窯余熱對大氣的熱污染,減緩了大氣溫室效應,促進了玻璃生產企業綠色工廠的創建。