P91鋼管道受限空間焊縫相控陣超聲檢測
2021-10-28 07:14:46韓傳高王方方賀錫鵬
熱力發電 2021年9期
韓傳高,王 飛,趙 陽,王方方,賀錫鵬
(1.西安熱工研究院有限公司,陜西 西安 710054;2.西安益通熱工技術服務有限責任公司,陜西 西安 710032)
目前,針對受限空間焊縫尚無可靠檢測方法,在受限區域檢測時,常規無損檢測方法存在超聲探頭可移動區域小、射線檢測操作性差、裂紋檢出率低等問題,檢測結果漏檢率較高,需要探尋新的檢測手段。相控陣超聲檢測基于惠更斯原理,通過控制不同陣元的激勵時序,形成超聲波的聚焦、偏轉與電子掃描,在保證檢測靈敏度的同時,可在不移動探頭或者少移動探頭的情況下實現對目標區域的針對性覆蓋,具有靈活性強、適用性廣以及檢測結果圖像化等特點[1-5]。
在受限空間焊縫檢測上,不去除焊縫外表面余高的情況下,利用相控陣超聲檢測優良的聲束聚焦、偏轉、高分辨力及檢測靈敏度,可開發針對焊接接頭專用檢測工藝。本文采用CIVA 2020 仿真軟件對相控陣超聲探頭參數進行優化,對受檢區域缺陷響應進行仿真模擬,開發了檢測工藝,并與X 射線檢測結果對比,驗證了本文檢測工藝有效性,為受限空間焊接接頭相控陣超聲檢測工藝開發提供了技術思路。
1 試驗目標與方法
1.1 試驗目標
某電廠主蒸汽管道材質為SA335P91,規格為Φ368 mm×38 mm,對接焊縫焊接坡口型式為雙V型,焊接采用氬弧焊打底,手工電弧焊填充蓋面,焊接坡口結構如圖1所示。管道安裝過程中由于缺少二次設計,對接接頭兩側母材寬度較窄,最小寬度僅為20 mm(圖2)。在焊接過程中由于焊縫兩側母材寬度較窄,受焊接熱循環及熱膨脹影響,在焊縫位置會產生較大的焊接殘余應力,且在運行載荷及介質環境綜合作用下,冷裂紋傾向增大[6-7],影響設備安全。
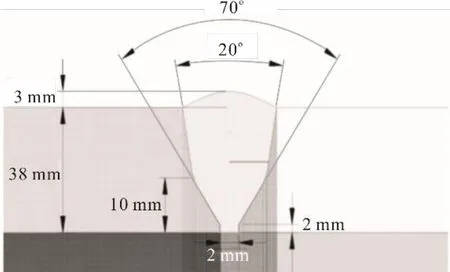
圖1 焊縫坡口結構Fig.1 Structural drawing of the weld groove

圖2 受限空間管道焊縫示意Fig.2 Schematic diagram of pipe weld in confined space
圖2 焊接接頭余高在不磨平的情況下,檢測難點是在20 mm 空間內對焊接接頭中上部及根部同時實現聲場全覆蓋。探頭與楔塊在檢測過程中沿焊縫徑向固定,要實現受檢焊縫中上部的有效聲場覆蓋范圍,需減小探頭尺寸并提高探頭偏轉角度。
相控陣超聲檢測對聲場的調控有聚焦和偏轉2 種基本方式,且調控能力主要體現在近場區內。與常規超聲檢測相比,相同的檢測孔徑,在近場區范圍內檢測靈敏度提高,而遠場區相近[8]。隨著偏轉角度增大,探頭有效孔徑減小較快,近場區長度變短,聲場能量會急劇減弱,檢測靈敏度降低。另外,增大偏轉角度對聲場主瓣寬度、刪除柵瓣、抑制旁瓣均會產生一定影響[9],實際檢測過程中大多采用推薦的偏轉角度,且一般不超過70°。因此,為了提高焊接接頭受檢范圍,從換能器與楔塊角度出發,設計開發最優組合性能參數,在保證檢測靈敏度與分辨力的前提下,實現檢測區域最大化。
1.2 試驗方法
1)根據受限空間焊接接頭特點對相控陣超聲檢測探頭性能參數進行設計,采用無損檢測仿真軟件CIVA 對楔塊長度、角度及換能器主動窗長度、間距、陣元數量等參數的綜合性能進行仿真優化。
2)為模擬設計探頭的缺陷響應信噪比情況,采用CIVA 軟件分別在模型焊縫距離上表面3、5、10、20、25、35 mm 深度處設置6 個Φ1 mm 橫通孔,對橫通孔的聲場響應進行仿真模擬。同時為驗證模擬結果的有效性,擬檢測設備采用TOPAZ32/128,探頭LM-5(一維線陣、5 MHz、64 陣元、陣元間距0.6 mm),楔塊LM-55SW(楔塊材料Rexolite、長度63.80 mm、楔塊聲速2 330 m/s、楔塊角度36°),在對比試塊上對Φ1 mm 橫通孔信號進行采集,并將其信噪比與仿真結果進行等效,驗證設計探頭仿真結果中不同深度橫通孔的信噪比是否滿足檢出能力。
3)為驗證設計探頭的缺陷響應,使用CIVA 軟件對焊接接頭可能存在的缺陷進行模擬仿真,根據探頭設計及仿真結果制作相控陣超聲檢測探頭,在設計試塊上進行檢測,并對比X 射線檢測結果進行工藝驗證(本文X 射線檢測采用單壁透照)。
2 探頭設計
2.1 楔塊設計
楔塊對聲場的影響主要體現在楔塊長度與楔塊角度2 個方面。
1)楔塊長度 受檢測工況限制,理論上楔塊長度最大可達20 mm,但楔塊長度太大聲程過短將不能形成有效的聲束偏轉,而且有可能使超聲波在工件邊界區形成回波,影響圖像的判讀;楔塊長度過小會導致入射到材料內部的聲束變窄,聲場能量減小。本文采用CIVA 軟件對楔塊長度為10、12、14、16、18、20 mm 的聲場強度進行模擬仿真,仿真結果如圖3所示。由圖3 可見,保持其他參數不變時,隨著楔塊長度增加,聲場在楔塊中的損失逐漸減小,受檢區域聲場強度增大,但聲場強度增大并不明顯,楔塊長度20 mm 時的聲場強度較10 mm 高約2 dB。因此考慮焊縫寬度容差、焊縫周邊閥門等部件限制,楔塊長度取10 mm 作為仿真楔塊長度。
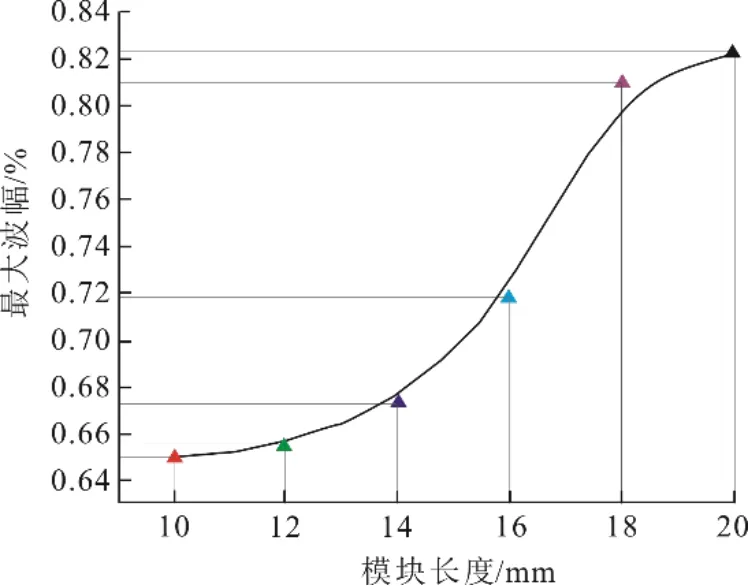
圖3 楔塊長度為10~20 mm 時對聲場強度的影響Fig.3 Influence of 10~20 mm long wedge on sound field
2)楔塊角度 由折射定律[10](式(1))和入射點后沿距離(式(2))可知,楔塊角度αs與工件中聲束偏轉角度βs和入射點后沿位移量成正比。因此,提高楔塊角度有利于減小探頭前沿距離,提高聲束偏轉角度,增大工件中聲束覆蓋范圍。但隨著楔塊角度增大,近場區長度、聚焦力與聲壓往復透射率降低,在保證聲束偏轉的同時應兼顧根部未焊透等缺陷的檢測靈敏度,因此選用55°橫波楔塊。

式中:αL為楔塊內縱波入射角,βS為工件中橫波折射角,CL為楔塊中縱波聲速,Cs為工件中橫波聲速,Li為聲束入射點至斜楔后緣距離,L1為第一陣元中點至超聲入射點距離,L2為后側第一陣元發射點至水平線(斜楔接觸面)交點距離,HW為斜楔后端高度,ω為斜楔角度,P為楔內半聲程,αi為楔內超聲入射角。
2.2 換能器設計
基于已確定的楔塊長度,探頭主動窗應綜合考慮楔塊長度、楔塊角度和聲束寬度等因素,圖4 為不同尺寸主動窗聲場響應。由圖4 可見:主動窗過大會使楔塊前沿干擾入射聲束,對缺陷判讀造成影響;主動窗過小會導致聲場能量減小,降低檢測靈敏度,使聲束發散嚴重,橫向分辨力變差。因此,在楔塊長度10 mm、楔塊角度55°時,計算可知主動窗6 mm 比較合適。由于主動窗與從動窗相等時,線型陣列探頭聲效率最高,因此從動窗也取6 mm。
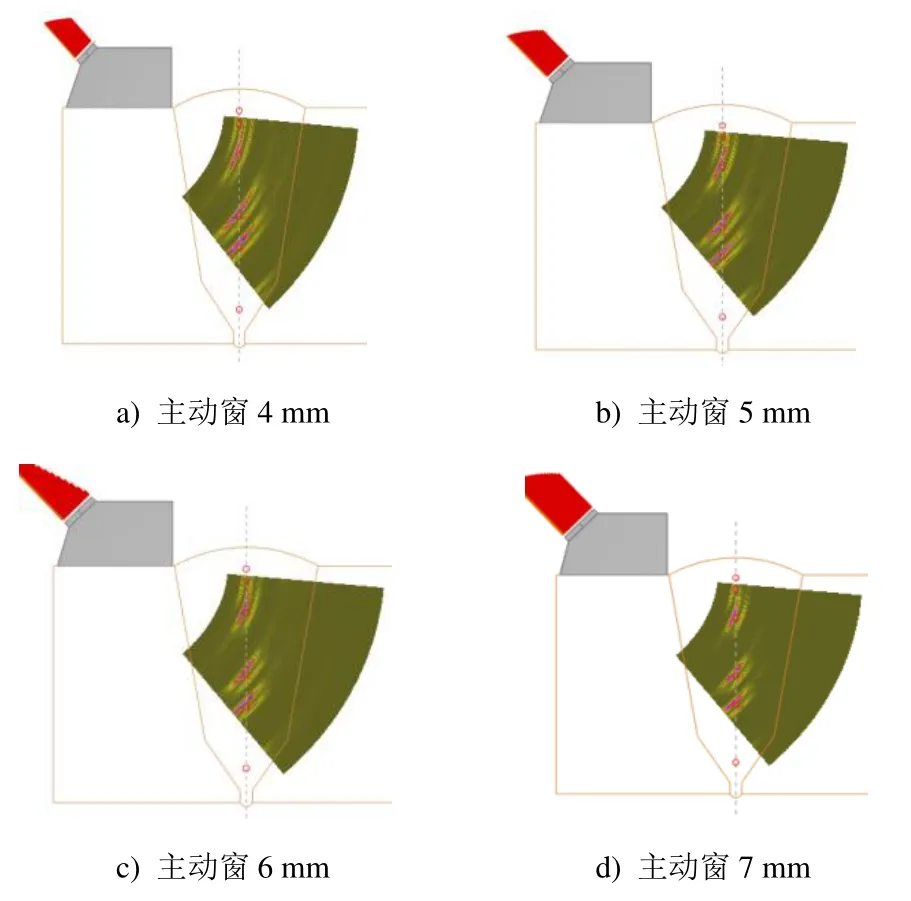
圖4 不同尺寸主動窗聲場響應Fig.4 Sound field response of different aperture sizes
陣元間距需足夠接近才能使相鄰的微波相互作用,為避免偏轉角增大時產生柵瓣,單陣元有效寬度<0.67λ,P91 鋼中超聲波聲速約3 296 m/s,經計算陣元有效寬度<0.44 mm,則單陣元實際寬度<0.6 mm。由于陣元數量≥8 時可以有效抑制旁瓣,結合探頭陣元現有的加工工藝,選擇陣元間隙g=0.1 mm,陣元寬度e=0.4 mm。由于探頭孔徑為6 mm,因此計算可得陣元數量為12。為了完全消除柵瓣的不利影響,陣元間距d應符合式(3)[11]的要求,即不大于0.3 mm,則陣元實際間距≤0.5 mm,探頭間隙為0.1 mm。陣元寬度應足夠窄才能產生足夠的離軸量和有用的發散性,同時指向性勢必受損,其對與聲束成一定角度的缺欠檢出是有利的。
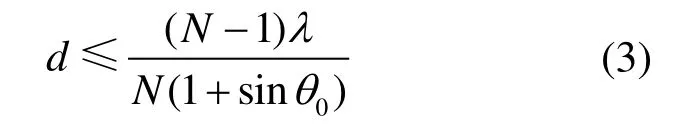
式中:N為陣元數量,λ為鋼材中橫波波長,θ0為斜楔折射角,e為單陣元寬度,d為陣元間距。
式(4)[12]為陣元寬度與波束偏轉角的關系,由式(4)可以看出,單陣元的最大轉向角sinθst和波長λ與陣元寬度e的比值有關,且λ/e的值越大,越有利于轉向角的偏轉。

陣元寬度為0.4 mm 時,由式(4)計算得出最大轉向角sinθst將大于90°,合成波束將具有較好的相干性。因此,從消除柵瓣、抑制旁瓣與相干性角度考慮,探頭SXKJ-1 頻率5 MHz、陣元數12、陣元間隙0.1 mm、陣元寬度0.4 mm、孔徑5.9 mm、探頭尺寸10 mm 是合理的。
圖5 為CIVA 軟件對0.4 mm 寬、0.1 mm 間隙的12 陣元換能器與12 mm 長55°橫波楔塊組合聲場的仿真結果。由圖5 可以看出,聲束范圍在40°~85°時具有較均勻聲場。
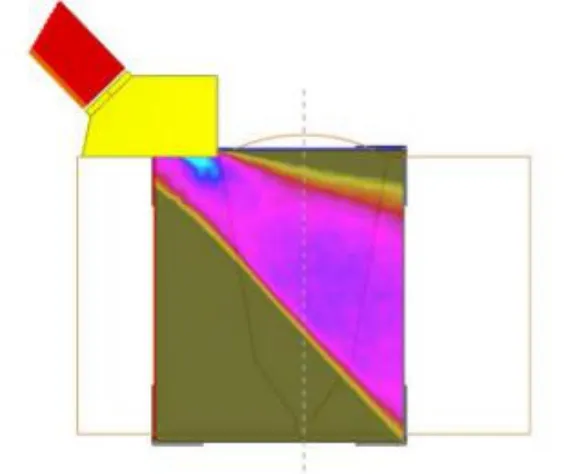
圖5 設計探頭聲場仿真結果Fig.5 Sound field simulation results of designed probe
2.3 信噪比驗證
由于在CIVA 中存在dB、百分比和pts 3 種幅值單位,其中pts 為絕對電壓單位,不同的仿真結果可以通過pts 直接進行幅值對比,其與dB 的換算關系為

在對比試塊上對20 mm 深Φ1 mm 橫通孔信號進行采集,信號幅值81%,噪聲平均幅值3.1%,信噪比為28.3 dB。將其與Φ1 mm 橫通孔仿真缺陷回波(0.67 pts)進行等效,結果如圖6所示。并按式(5)對其他深度缺陷仿真結果的信噪比進行計算,結果見表1。

圖6 Φ1 mm 橫通孔實際采集與仿真等效Fig.6 Equivalent of acquisition and simulation of Φ1 mm cross hole

表1 信噪比等效優化結果Tab.1 The SNR equivalent optimization results
由表1 可以看出:使用最優化參數探頭檢測深度≥5 mm 橫通孔,其幅值均大于噪聲水平6 dB 以上,具備檢出能力;3 mm 埋深的缺陷不能被扇掃角度所覆蓋,因此在受檢區域上表面存在盲區,且盲區<5 mm。
3 檢測工藝驗證
3.1 管道缺陷仿真
水平管全位置焊接,焊接接頭中容易出現氣孔、夾渣、裂紋、未熔合、根部未焊透等缺陷[13-14],針對受限空間檢測難點,缺陷設置主要包括焊接接頭中上部的焊趾裂紋、側壁未熔合及根部未焊透等。采用CIVA 仿真軟件將設計探頭對缺陷的響應進行模擬,管道缺陷仿真結果見表2。由表2 可見,所設計探頭對受限空間焊接接頭受檢區域內的不同位置缺陷均有響應,中上部中心線裂紋、側壁未熔合及根部未焊透的缺陷響應較氣孔、夾渣與焊趾裂紋顯著增大,且缺陷幅值響應差異最大為27 dB。

表2 管道缺陷仿真結果Tab.2 Simulation result of pipe defect
3.2 檢測結果
按照設計及仿真驗證結果加工探頭,以現場Φ368 mm×38 mm 管道相同的焊接工藝加工制造典型缺陷模擬試塊進行相控陣超聲檢測,并與X 射線檢測結果進行對比驗證,檢測試塊形貌如圖7所示,預埋試塊典型缺陷信息見表3。

表3 試塊典型缺陷信息Tab.3 Typical defect information of the test block

圖7 檢測試塊示意Fig.7 Schematic diagram of the test block
相控陣超聲檢測參數為:表面耦合補償2 dB,檢測靈敏度Φ2 mm×40 mm–18 dB,掃查方式單面雙側,探頭放置位置距離焊縫邊緣10 mm。X 射線檢測參數為:AB 級、單壁透照、300KV34mAmin。將相控陣超聲檢測結果與X 射線檢測結果進行對比,典型缺陷仿真、實測與X 射線檢測結果如圖8所示,表4 為檢測得到試塊缺陷。

表4 檢測得到試塊缺陷Tab.4 The defect of workpiece obtained by inspection
由圖8 可見,管道缺陷仿真與實測在缺陷定位及各缺陷響應規律存在較高的相似性。由表5 可見:1)檢測結果發現的6 處典型缺陷,缺陷深度范圍從0~38 mm,缺陷性質包括氣孔、夾渣、側壁裂紋、焊趾裂紋、根部裂紋等;2)相控陣超聲檢測結果與X 射線檢測結果對比,除焊趾裂紋外,其余缺陷位置、性質、長度基本一致;3)相控陣超聲檢測中各種位置的裂紋反射當量均高于夾渣和氣孔,與工藝仿真結果一致;4)焊趾裂紋雖然有較高的反射當量,但受聲束偏轉影響,在大角度S 掃中存在漏檢可能。因此,對于氣孔、夾渣類缺陷,實際檢測時可針對性調整聚焦來提高檢測靈敏度。

圖8 典型缺陷仿真、實測與X 射線結果對比Fig.8 The simulation,workpiece inspection and X-ray detection results of typical defect
4 結論
1)本文提出的受限空間相控陣超聲檢測能實現Φ368 mm×38 mm P91 鋼管道焊縫缺陷檢測,可有效檢出受檢區域缺陷,聲場存在上表面5 mm 盲區,隨著探頭靠近焊縫邊緣該盲區會減小,但不會消除。
2)相控陣超聲在受限空間焊接接頭缺陷定量、定性與X 射線檢測結果基本一致,對深度及高度測量具有其獨特優勢。實際檢測時,針對上表面盲區應在焊縫邊緣0~10 mm 范圍內增加探頭掃查位置,另外可增加其他檢測方法作為補充檢測手段。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24