內襯多點錨固HDPE板防腐技術在大型鋼筋混凝土排水管道中的應用
2021-10-27 02:40:54張翕照
海河水利 2021年5期
張翕照
(天津市管道工程集團有限公司,天津 300112)
1 工程概況
天津城市基礎設施建設投資集團有限公司東郊污水處理廠遷建管網配套工程施工3合同項目為大型排水管道建設工程。工程起點為W1 井,終點為W20井,管徑1 650~3 000 mm,長2 000 m。
工程使用管材為內襯多點錨固高密度聚乙烯板鋼筋混凝土排水管,其特點是內襯防腐層耐酸、耐堿、耐化學藥品以及耐污水侵蝕,可有效延長管道使用年限。內襯防腐層板材一面為平面,另一面上帶有13 mm 長V 形固定鍵。V 形固定鍵嵌入管體內壁上,單個從混凝土中脫出的抗拉拔強度不低于600 N。
管道接口位置的內襯材料連接采用封口板搭接焊接方式,封口板和焊絲均選用與內襯板材相同材料,厚度與內襯材料厚度一致,覆蓋寬度為160~200 mm,焊跡厚度不低于4 mm,如圖1所示。
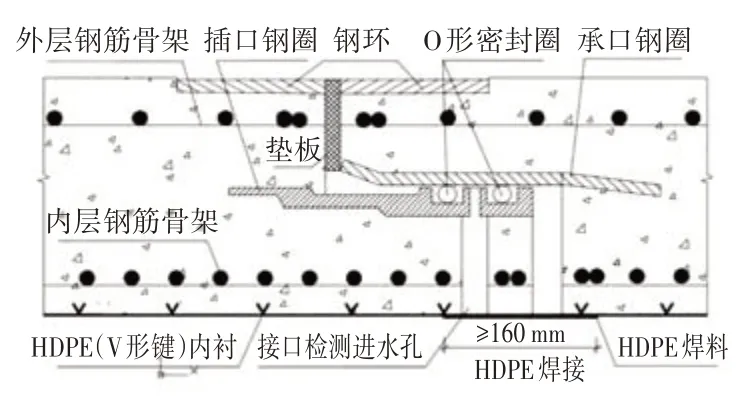
圖1 管道接口焊接示意
2 內襯HDPE板錨固體抗拉拔強度檢測
2.1 檢測頻率
因實驗室沒有檢驗能力,現場采取自制設備檢驗,主要儀器為測力傳感器,并經計量校正部門檢驗合格。每2 500 m2HDPE 板抽檢1 根管道,不同管徑規格、不同廠家獨立抽檢。
2.2 檢測步驟
2.2.1 試樣選取及制作
將待檢的排水管墊好放平,根據拉拔試驗儀器放置的位置確定隔開HDPE 板的位置;每根管取3處,分別為管兩端600 mm處和管身中部。試樣為長方形,長寬約35 mm×100 mm,嵌入混凝土中的錨固體位于長方形中部,用刀具將片材沿錨固體橫豎向割開,使之與整個內襯HDPE板分離。
2.2.2 試驗儀器安裝
2.2.3 檢驗加荷方法
檢驗采用分級加荷,首先加荷至最大試驗荷載值的60%,靜停1 min;繼續加荷至最大試驗荷載值的80%,靜停1 min;最后,分2 次按最大試驗荷載值的10%級差加至100%,每次靜停1 min。
2.2.4 檢驗結論
加荷載到100%并維持1min 荷載作用后,如嵌入的錨固體位置沒有出現斷裂或從混凝土中脫落的現象,表示該點合格,若3個點均合格則管子的內襯HDPE 板錨固體抗拉拔強度項目試驗合格。現場檢驗照片,如圖2所示。

圖2 現場檢驗試驗
3 管道接口焊接工藝
3.1 一般要求
管道接口處封口板厚度2 mm、寬度190 mm,焊絲尺寸為3.2~4.0 mm,材質與母材相同。封口施工前,封口板、焊絲干燥無污染,焊跡部位應進行打磨、清理,確保焊跡部位清潔干燥和無灰塵、泥土、油跡及其他附著物。焊接時,調整好焊槍壓力、速度和溫度,保證焊臂與管道同心和垂直,焊跡要求平滑均勻,騎于接口板邊緣,完成后須修磨平整。嚴禁帶水作業,焊接部位有水時必須用熱風槍吹干。
3.2 焊接機具
焊接機具包括擠出焊機、預熱設備、焊接鏟和輔助工具、不同焊縫形式的焊接靴。風嘴應能適應焊縫形式,出口熱風應均勻流過整個橫截面,以便焊接面均勻塑化。焊接靴安裝在擠出式焊槍前端,是成型不同形狀焊縫的聚四氟乙烯結構件,如圖3所示。
圖3 焊接靴
3.3 焊接工藝
將190 mm寬封口板固定在管道接口處,兩側與內襯的HDPE 板搭接,選擇帶焊接靴的擠出焊槍施焊成型。
根據上述規定,并考慮到南水北調工程的水資源管理既涉及水源區和受水區,又涉及沿線各省,上下游、干支流、左右岸對于開發利用和節約保護水資源擁有共同的權利、責任和義務,不僅涉及上游的水源涵養和保護等生態環境問題,還涉及下游的水污染防治、河道治理、防洪減災等一系列相關問題,十分復雜。建議在國家相關部門尚未研究明確南水北調水資源費征管體制與征收標準等有關政策前,水資源費暫按零計列。
施焊前,首先對母材焊口處進行預加工,打磨清潔待焊區。接通電源,開啟焊接工具開關,設定合適焊接溫度,直至達到所需溫度。在焊接靴即將接觸待焊區之前,利用出風口預熱母材待焊區的起始部位,后將焊條溶體擠出,并在待焊區稍作停留,當焊接靴的焊接接觸面與母材之間充滿焊條的熔體之后,通過擠出焊槍對焊道施加一定壓力并向前沿焊道移動焊接。焊接完成后,讓焊縫部位自然冷卻。操作時,須根據手動擠出焊接機的擠出量和所需要焊接的橫截面積調整焊接速度。焊接完畢后,擠出焊槍停止加熱,待其完全冷卻后,關閉主開關及斷開電源,焊接參數詳見表1。

表1 焊接指標參數
3.4 焊接工藝質量評定
按照工藝要求進行了HDPE板搭接焊,并送實驗室進行拉伸強度試驗。經檢驗,拉伸強度為20.2 MPa,大于15 MPa,試驗結果合格,滿足設計要求。
4 半自動機械焊的研發使用
4.1 機械焊接優點
內襯HDPE 板鋼筋混凝土排水管管道接口進行現場焊接時,人工操作勞動強度大,工作效率低,焊接質量得不到保證,需要開發一種焊接設備代替手工操作。為此,工程使用了半自動機械焊機裝置,該裝置結構簡單,整體設備可隨時移動,方便使用。焊接擺臂能旋轉360°,實現整圈焊縫焊接。焊接時,利用壓輪定位,提高了焊接穩定性。該裝置焊口成型質量高,焊接效率高,大大降低了施工成本。
4.2 半自動機械焊機裝置結構
半自動機械焊機裝置包括主支撐架、焊接機結構、側部支撐結構、底(頂)部支撐結構和主行走輪。
主支撐架上方豎直固定安裝第一齒輪。轉動連接焊接擺臂的一端連接焊接機結構,另一端轉動連接有第二齒輪。第二齒輪與第一齒輪嚙合,焊接擺臂上固接有驅動電機,驅動第二齒輪環繞第一齒輪旋轉形成焊接擺臂360°旋轉。主支撐架上分別固接側支撐架,每個側支撐架上分別固接側部支撐結構。主支撐架上方固接頂部支撐架,安裝頂部支撐板;下部安裝有底部支撐結構。
焊接機結構包括旋轉輪、焊槍、連接板和壓輪。旋轉輪與焊接擺臂固接,上固接連接板。連接板的一側安裝焊槍,靠近焊接擺臂端部的下表面上安裝壓輪。
側部支撐結構包括側部導向桿、側部導向套、側部支撐板、側部連接件和側部液壓驅動器。側部導向套分別安裝在側部支撐架兩側,每個安裝一個側部導向桿。側部導向桿的一端與側部支撐板固接,且側部支撐板與管道的軸線平行;另一端分別與側部連接件固接。側部液壓驅動器的輸出端與側部連接件固接。
頂(底)部支撐結構包括頂(底)部導向桿、頂(底)部導向套、頂(底)部支撐板、頂(底)部連接件和頂(底)部液壓驅動器。頂(底)部導向套分別安裝在主支撐架的兩側,每個安裝一個頂(底)部導向桿。頂(底)部導向桿的一端分別與頂(底)部支撐板固接,且頂(底)部支撐板與管道的軸線平行;另一端分別與頂(底)部連接件固接。頂(底)部液壓驅動器的輸出端與底部連接件固接。
主支撐架的底部還安裝有主行走輪,與第一齒輪相對的主支撐架的一側安裝有輔助行走支架,其底部安裝有輔助行走輪。
4.3 焊機操作流程
4.3.1 焊前檢查
檢查設備是否正常,焊槍焊絲及板材尺寸、移動線板是否合格;焊槍熱風槍是否正常;焊道位置是否打磨、有無異物。試行走一周,確認小車已完全接觸到板材并沿管縫方向行走。
4.3.2 焊接操作
接通電源,焊槍升溫,設定值為280℃,熱風槍根據天氣溫度調整(7℃左右)。檢查板材及焊接口,確保表面不得有水、油及異物等;熱風槍焊接前1 min開啟預熱,達到設定溫度后準備焊接。開啟焊機施焊,注意檢查焊槍中排出的焊絲是否熔化、焊接處厚度是否均勻。焊口不得有缺料或余料過多。
4.3.3 焊接質量外觀檢測
目視觀察焊接表面狀況,檢查焊縫形式,檢查表面和邊緣是否有裂痕和凹槽、焊縫填塞是否達到效果、焊縫根部熔透和粘接部分偏移是否可接受。
5 管道內防腐層電火花絕緣性檢測
5.1 檢測環境
檢測前,內襯HDPE 板表面應使用抹布或其他不會對HDPE 板面造成損傷的物品擦拭干凈,并保持干燥。
5.2 檢測設備安裝及注意事項
電火花絕緣檢測儀型號為LYH-7,穩固放置在管材附近適當位置或手持。接好儀器檢測電源線,并連通金屬掃頭;將儀器接地線與地面或與連接地面的金屬體完全接觸。人體不應與掃頭和儀器內的高壓輸出柱接觸,以保證安全。同時,不應讓檢測金屬掃頭直接接觸地面,以免損傷掃頭。
5.3 設備調試
打開電火花絕緣檢測儀開關,待指示燈及儀表正常顯示后,調整檢測電壓值到15 kV。手握金屬掃頭絕緣柄,使探針輕輕靠近地面,依據儀器的響聲及跳火情況,檢查儀器的靈敏度及運作是否正常。
5.4 檢測及處理
手握住金屬掃頭絕緣柄,使金屬掃頭貼近HDPE板表面,輕輕來回掃動,逐行檢查HDPE 板表面。觀察檢測儀是否會發出“嘟嘟”警報聲,同時仔細觀察金屬掃頭掃到的HDPE 板面是否產生電火花現象。儀器未發出報警聲及未出現火花時,檢測合格。發出報警響聲及出現火花現象時,說明HDPE板表面存在空隙或孔洞,應及時進行標識。使用HDPE 平面片材,用熱熔焊接法對漏點進行修補,然后重新對該位置進行檢測,直到不再出現警報及火花。
6 結語
在天津城市基礎設施建設投資集團有限公司東郊污水處理廠遷建管網配套工程施工3 合同項目施工中,應用了內襯多點錨固HDPE 板鋼筋混凝土排水管道新技術。從管材內襯材料抗拉拔強度檢測、焊接工藝控制、焊接半自動設備研發應用、焊接質量檢測等方面對施工質量進行了控制,積累了一定施工經驗,效果良好,為該種技術進一步推廣奠定了一定基礎。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
