LF2鋁合金燃油導管接頭焊縫開裂原因及改進
2021-10-27 11:05:24丁亞紅李洪林
理化檢驗(物理分冊) 2021年10期
丁亞紅, 顧 偉, 李洪林, 何 軍, 朱 凱
(航空工業成都飛機工業(集團)有限責任公司, 成都610091)
LF2鋁合金作為Al-Mg系防銹鋁合金,是非熱處理強化鋁合金,在退火狀態下有良好的塑性和焊接性能,常用于飛機燃油系統和環控系統。某LF2鋁合金導管在飛機多次飛行后,發現導管有漏油現象,拆下導管進行氣密性檢驗,發現導管與傳感器連接的管接頭的T型接頭的焊縫焊趾處有約20 mm的周向裂紋。
上述導管與傳感器管接頭材料均為LF2鋁合金,其中導管直徑60 mm,壁厚1.5 mm,傳感器管接頭為機加工件,采用手工氬弧焊焊接,焊縫為馬口形。
為找出上述LF2鋁合金導管的開裂原因,筆者對開裂導管進行了一系列檢驗和分析,并結合國內外導管的焊接結構,對該LF2鋁合金導管的焊接結構形式提出了建議,以期減少導管裂紋的產生。
1 理化檢驗
1.1 宏觀觀察
開裂燃油導管的整體宏觀形貌如圖1所示,導管通過氬弧焊與管接頭連接,裂紋位于焊縫焊趾處。裂紋沿焊縫焊趾周向擴展,約占周長的30%,開裂區域沒有明顯的宏觀變形,也無明顯的外來損傷和腐蝕痕跡。
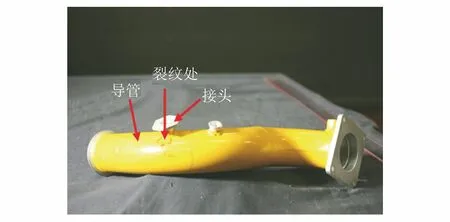
圖1 開裂燃油導管的宏觀形貌Fig.1 Macro morphology of the cracked fuel pipe
將導管剖切開后,導管內表面觀察到一處長約11 mm,寬約4 mm,余高約1 mm的焊漏,如圖2所示;焊縫內表面張開最大處(對應外表面裂紋起始處)離焊漏約為0.5 mm。測量導管內壁裂紋弧線長度為13.5 mm,外側裂紋弧線長度為20.8 mm,可知裂紋從外側起源,穿透管壁,如圖3所示。
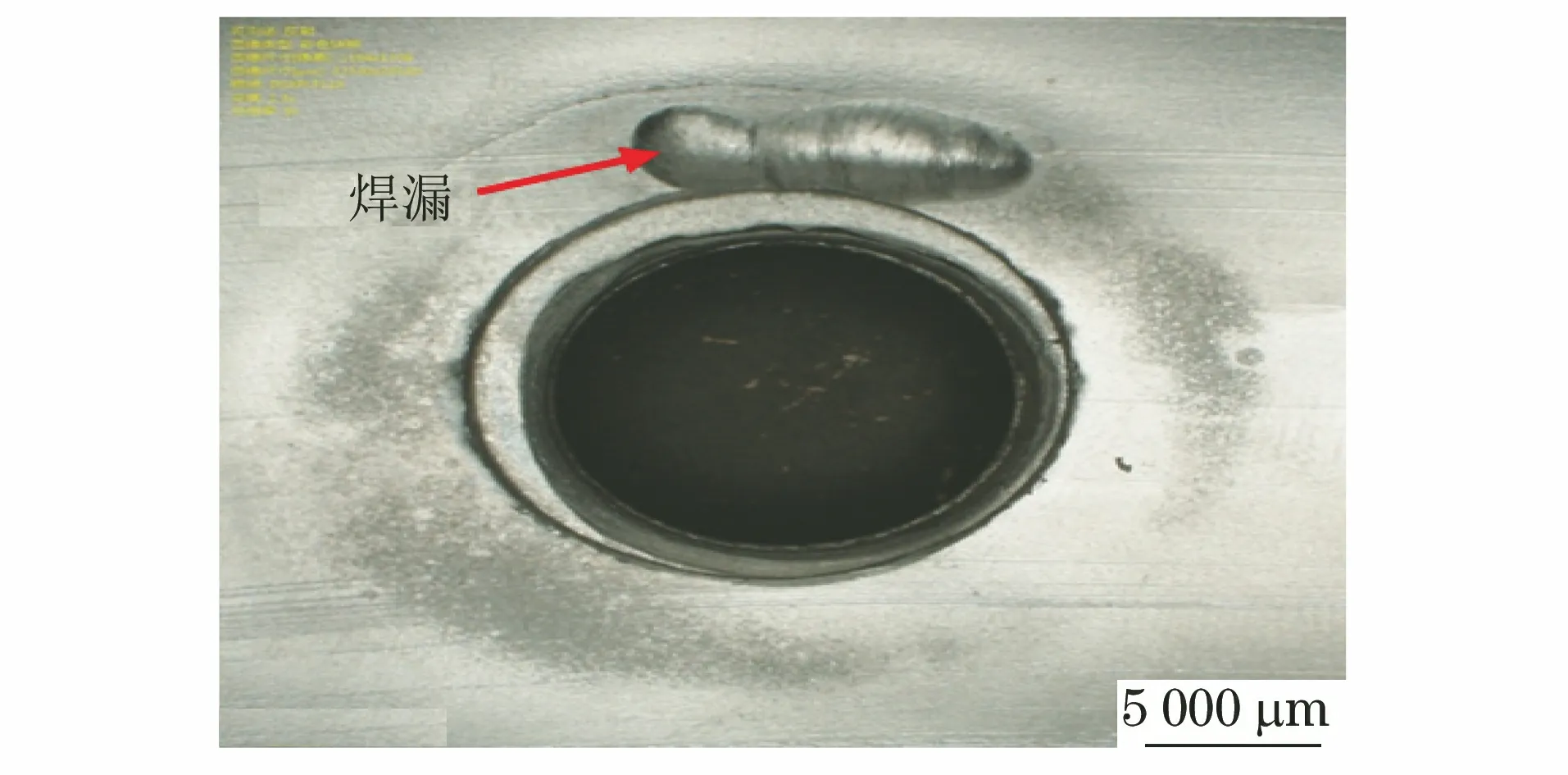
圖2 導管內表面焊漏及裂紋宏觀形貌Fig.2 Macro morphology of the welding leakage and the crack on the inner surface of the pipe

圖3 導管外表面裂紋宏觀形貌Fig.3 Macro morphology of the crack on the outer surface of the pipe
1.2 斷口分析
將導管裂紋打開,采用顯微鏡進行觀察,如圖4所示,可見整個斷口潔凈且有明顯的金屬光澤,還可見從外表面起始的疲勞臺階及向外輻射的放射狀條紋,可以確定疲勞源位于導管外表面。疲勞源區無肉眼可見的疏松、夾雜、氣孔等缺陷。
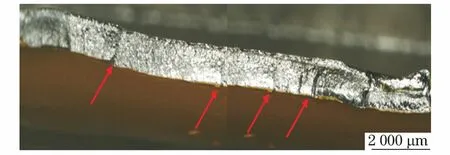
圖4 斷口宏觀形貌Fig.4 Macro morphology of the fracture
將斷口置于掃描電鏡下觀察,如圖5所示,可見在導管外表面有多處疲勞臺階,構成疲勞線源特征,說明疲勞起始時受到了較大的應力。
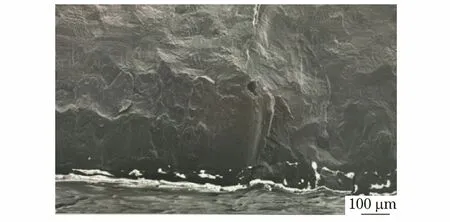
圖5 裂紋源區微觀形貌Fig.5 Micro morphology of crack source zone
裂紋起源后沿圓周方向向兩側并沿導管壁厚方向擴展,疲勞擴展區可見典型細密疲勞條帶,占整個斷面面積的95%,無明顯瞬斷區,說明導管疲勞擴展充分,如圖6所示。
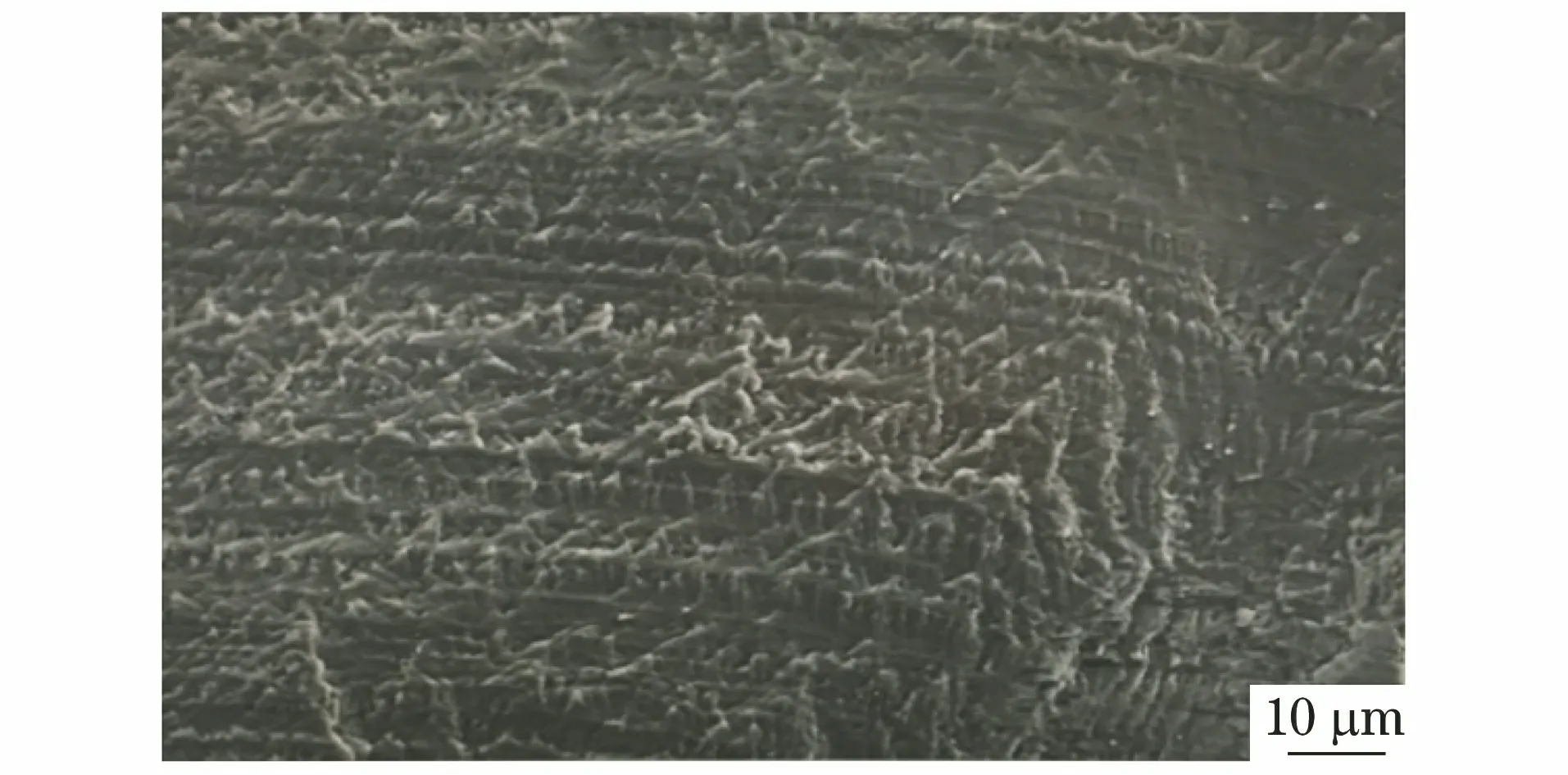
圖6 擴展區疲勞條帶微觀形貌Fig.6 Micro morphology of fatigue strip in propagation zone
對疲勞源區進行能譜分析,結果顯示疲勞源區存在氧化現象,主要合金元素為鋁、鎂,鎂元素含量滿足要求,未見其他異常元素。
1.3 金相檢驗
在裂紋打開的斷口處制取金相試樣,用混合酸(HF、HCl、HNO3、H2O體積比為1∶1.5∶2.5∶95)浸蝕后采用徠卡金相顯微鏡進行觀察,如圖7所示。圓圈處為裂紋打開的斷口處,虛線箭頭所指處為裂紋起源處(線源位置),裂紋起源于焊縫焊趾位置,沿母材管壁向軸心擴展直至完全裂開,未沿焊縫熔合線擴展,還可觀察到斷口離焊漏有約0.5 mm的距離。焊縫處未見明顯的氣孔、夾渣、裂紋等焊接缺陷。在焊縫位置可見明顯的熔合區、熱影響區和母材區分界。焊縫的顯微組織為典型的樹枝晶,熔合線兩側顯微組織具有方向性,母材顯微組織為α相基體+少量第二相,如圖8所示。
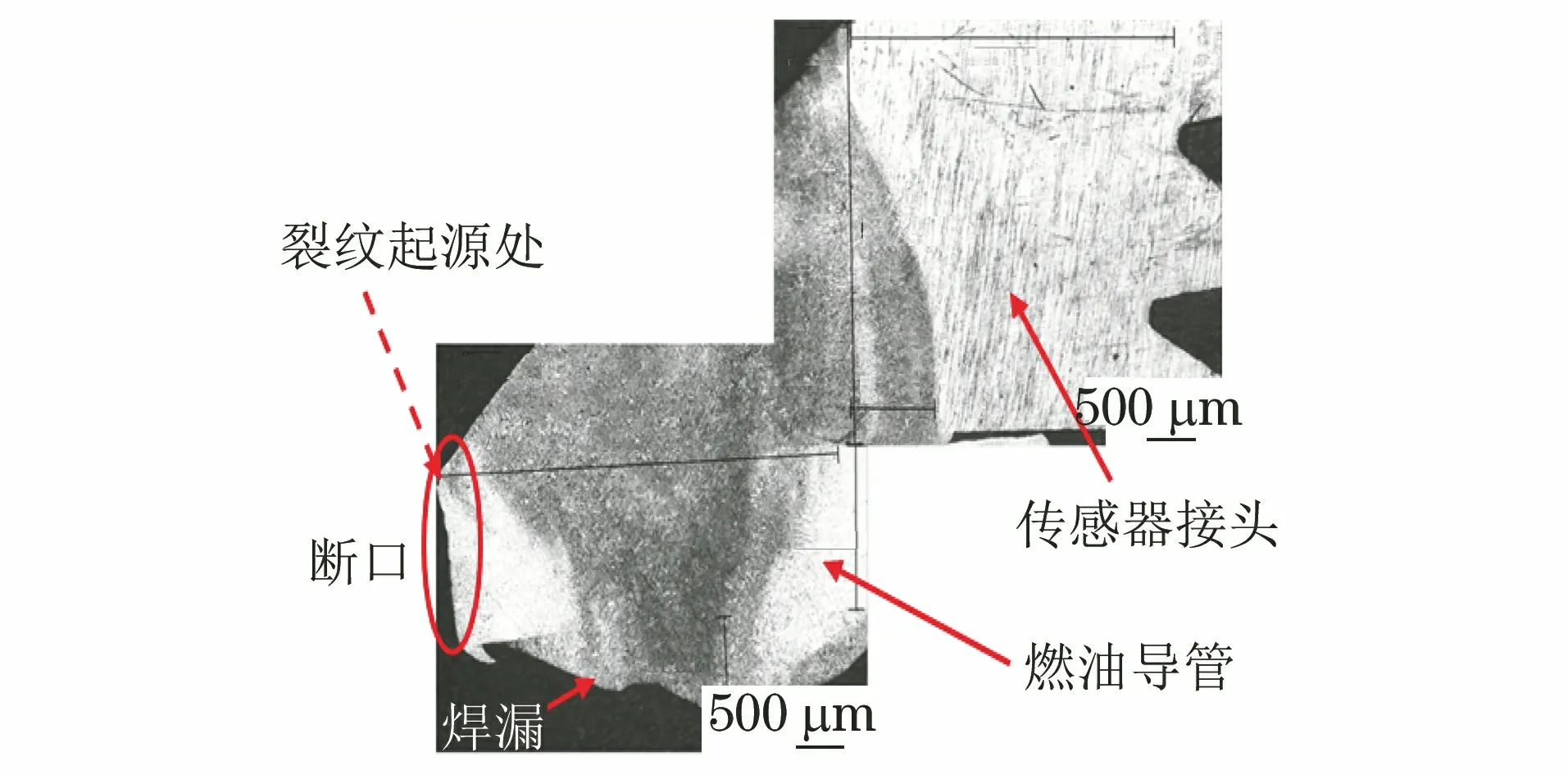
圖7 斷口處顯微組織形貌Fig.7 Microstructure morphology at the fracture
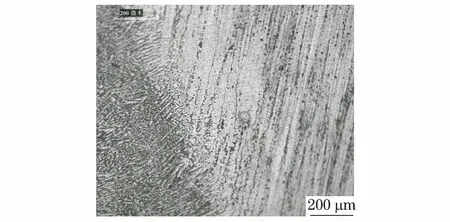
圖8 焊縫處顯微組織形貌Fig.8 Microstructure morphology at the weld
1.4 焊接質量檢查
根據HB Z 119—2011《鋁及鋁合金熔焊質量檢驗》,對T型接頭三級焊縫焊接質量進行焊縫尺寸和熔深檢查,結果見表1。可見,焊縫尺寸及熔深滿足標準要求。
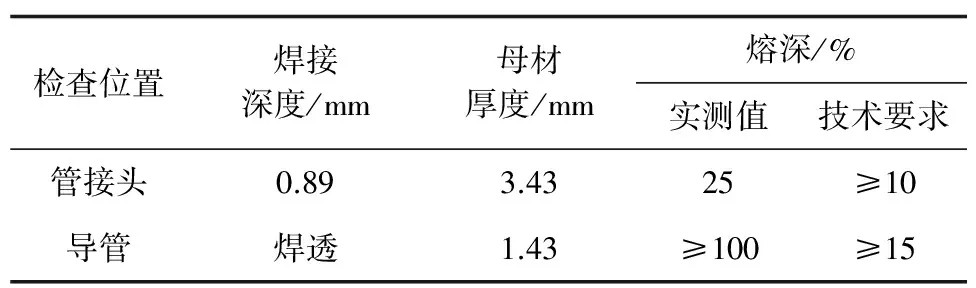
表1 焊接質量檢查結果Tab.1 Inspection results of weld quality
導管內表面存在一處長約11 mm、寬約4 mm、余高約1 mm的焊漏。焊漏尺寸滿足HB Z 119—2011中材料厚度不大于1.5 mm時,焊漏高度不大于1.5 mm的要求。
2 焊接結構改進驗證試驗
現有導管的焊接結構如圖9a)所示,可見其通過T型焊連接呈90°的兩根導管,焊縫焊趾位置為結構薄弱處,且焊縫位于截面突變處,管接頭部分連接成品零件,飛機飛行時導管受外部振動產生的應力傳遞至焊縫處,因此焊趾處先開裂。建議改進結構如圖9b)所示,原焊縫處改為由棒料整體機加工,將焊縫轉移至直線段,以減少截面突變。
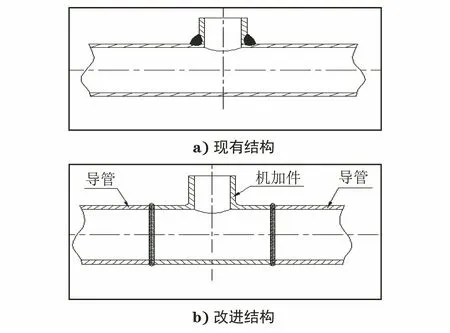
圖9 焊接結構改進示意圖Fig.9 Schematic diagram of welding structure improvement: a) existing structure; b) improved structure
對兩種不同焊接結構形式的導管進行掃頻振動試驗(裝夾方式見圖10)。現有結構焊接的導管1.5 h時在管嘴焊縫根部出現開裂。而改進結構焊接的導管16 h后仍未出現開裂。
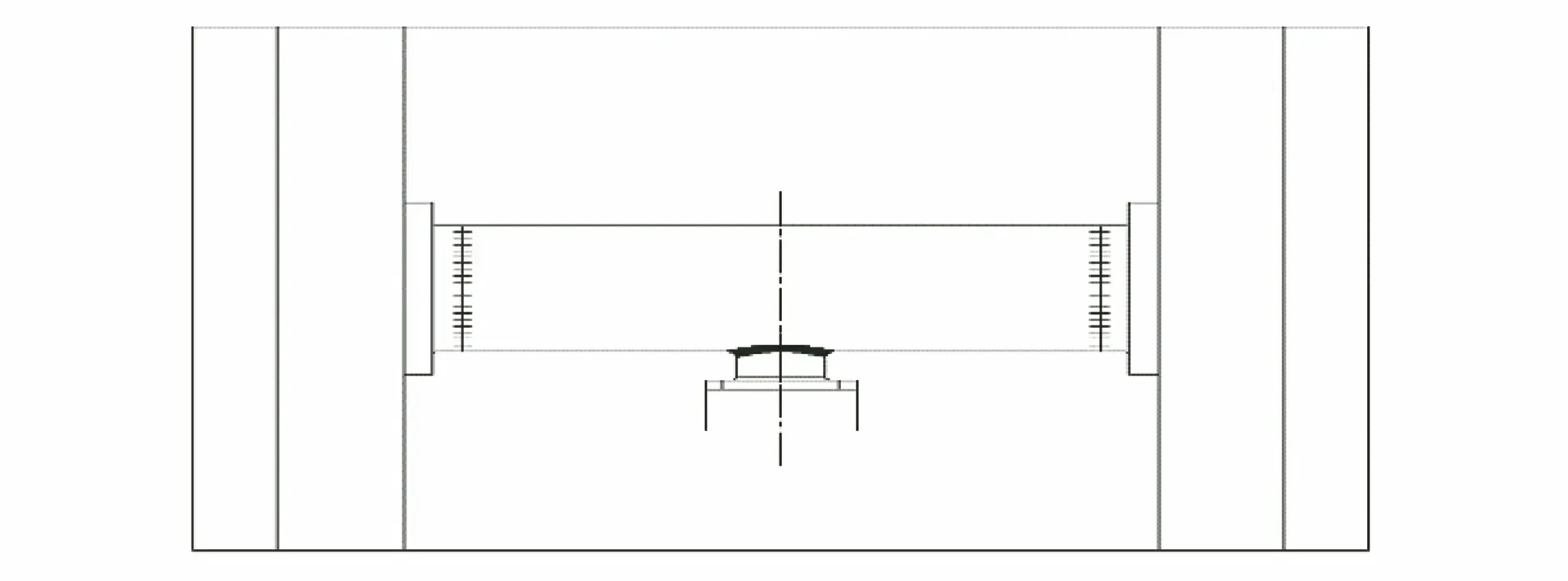
圖10 導管裝夾示意圖Fig.10 Schematic diagram of clamping of the pipe
3 分析與討論
開裂導管斷口的宏觀形貌可見明顯線源疲勞臺階和疲勞弧線,微觀形貌可見細密的疲勞條帶,表明導管的開裂性質為疲勞開裂。疲勞源區未見焊接缺陷和外來的損傷、腐蝕。
LF2鋁合金在焊接過程中,易出現氧化、氣孔、熱裂紋、燒穿和塌陷等缺陷[1-3]。文獻[4-6]認為,焊接熱量過大會在焊縫熱影響區形成鎂的共晶化合物,在焊接應力作用下,微裂紋萌生并沿晶界擴展,隨后逐漸形成宏觀可見裂紋,斷口可見沿晶特征。開裂導管焊接質量檢查結果表明:斷口未見焊接缺陷,裂紋起源后未沿熔合線擴展;焊接尺寸及熔深滿足標準要求;導管內表面有一處焊漏,其高度滿足標準要求,且開裂位置離焊漏邊緣有一定距離;斷口未見沿晶特征,說明焊接質量對開裂的產生無直接影響。
疲勞裂紋從燃油導管與導管接頭焊接外表面焊趾處起源開裂,該處由于根部應力集中效應,加之采用T型焊接連接,屬于結構薄弱部位;同時,實際查看燃油管裝配情況,裝配示意簡圖如圖11所示(圖中航向垂直紙面向里),裂紋位于焊縫上端。裂紋從焊縫焊趾上端外表面起源,說明該處受到與導管軸向垂直的交變應力作用。焊縫開裂的管接頭裝配有傳感器(質量為290 g),通過螺紋連接,與導管軸向垂直,構成了與燃油管的懸臂梁結構,在交變應力作用下容易首先從結構薄弱部位發生疲勞開裂[7-10]。
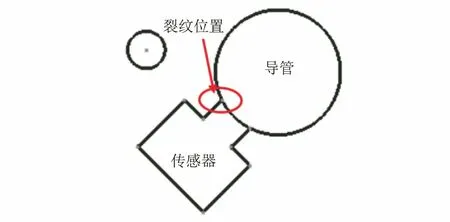
圖11 裝配示意簡圖Fig.11 Assembly diagram
導管裝配位置在發動機航前位置,工作中除承受導管內部燃油流動產生的壓力作用外,還要承受振動應力作用,且傳感器自身向下的重力在振動作用下也會促進裂紋的產生。疲勞源為線源,且整個斷面均為細密的疲勞條帶,說明開裂導管焊接結構不合理,焊縫焊趾處應力水平較高,且受到交變振動應力作用,是導致導管產生疲勞裂紋的主要原因[11-12]。采用同種振動試驗方法對兩種結構導管進行疲勞加載試驗,采用棒料機加工的三通結構持續16 h無開裂現象,而現有結構導管在1.5 h時就在焊縫焊趾處發現了裂紋。表明改進后的焊接結構在相同外應力下,整體結構的疲勞強度高于現有結構的。
4 結論及建議
導管與傳感器管焊接接頭開裂性質為疲勞開裂,焊接接頭焊縫焊趾處應力水平較高,且受到與導管軸向垂直方向的振動應力作用,最終導致導管接頭焊縫焊趾處產生疲勞開裂。
建議將導管接頭整體機加工成三通管接頭,采用對接焊方式與其余導管連接,替代現有T型接頭型式。改進后的焊接結構形式可以有效延長導管的使用壽命。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
現代企業(2015年9期)2015-02-28 18:56:50