TC6鈦合金壓氣機(jī)葉片裂紋產(chǎn)生原因
2021-10-27 11:05:12詹平,謝善,李欣
理化檢驗(yàn)(物理分冊) 2021年10期
關(guān)鍵詞:裂紋發(fā)動機(jī)
詹 平, 謝 善, 李 欣
(中國航發(fā)航空科技股份有限公司, 成都 610500)
現(xiàn)代航空飛行器正向著輕結(jié)構(gòu)質(zhì)量、大推重比、高效率、長壽命等方向發(fā)展[1],鈦合金以其比強(qiáng)度高、抗腐蝕性能優(yōu)異、溫度工作范圍較大等優(yōu)點(diǎn),在航空領(lǐng)域中占有十分重要的地位。鈦合金的應(yīng)用水平也成為評價飛機(jī)先進(jìn)性的重要指標(biāo),在先進(jìn)軍用飛機(jī)上其用量可占到1/4甚至更高[2]。目前,航空發(fā)動機(jī)中的壓氣機(jī)盤、壓氣機(jī)葉片、機(jī)匣等關(guān)鍵部件的材料均為鈦合金[3]。
在大涵道比渦扇發(fā)動機(jī)中,風(fēng)扇/壓氣機(jī)部件的制造成本占到發(fā)動機(jī)總制造成本的40%左右。目前,高壓壓氣機(jī)的設(shè)計制造依然是制約發(fā)動機(jī)發(fā)展的瓶頸之一[4]。壓氣機(jī)的主要作用是提高進(jìn)入發(fā)動機(jī)內(nèi)的空氣壓力,其評價指標(biāo)主要為增壓比、效率、外廓尺寸和質(zhì)量等,更高的級增壓比能夠使結(jié)構(gòu)緊湊,質(zhì)量減輕,意味著制造成本和維護(hù)成本的下降[5]。影響壓氣機(jī)級增壓比的因素很多,其中轉(zhuǎn)子葉片與機(jī)匣間的葉尖徑向間隙對壓氣機(jī)氣路密封性有顯著影響。研究表明[6],間隙與壓氣機(jī)葉片長度的比值增加1%,壓氣機(jī)效率損失就增加2%,因此應(yīng)盡量減小壓氣機(jī)葉尖與靜子部件間的間隙,這也對發(fā)動機(jī)部件的制造精度和傳動配合提出了更高的要求。在航空發(fā)動機(jī)的實(shí)際制造應(yīng)用中,出現(xiàn)過許多因間隙控制不當(dāng)而使轉(zhuǎn)、靜子部件刮擦從而導(dǎo)致葉片磨損、涂層材料粘附葉片等嚴(yán)重安全問題出現(xiàn),甚至是安全事故[7]。
某型發(fā)動機(jī)高壓壓氣機(jī)的第Ⅵ級轉(zhuǎn)子葉片是由TC6鈦合金經(jīng)鍛造后加工成型得到的,合金組織為典型的α+β雙相組織。發(fā)動機(jī)有效試車2 081 h后進(jìn)行拆解檢查,在葉片葉尖處發(fā)現(xiàn)沿葉身縱向分布的兩條裂紋。筆者通過一系列檢驗(yàn)和分析找出了裂紋產(chǎn)生的原因,為發(fā)動機(jī)裝配和試車提供改進(jìn)依據(jù)。
1 理化檢驗(yàn)
1.1 宏觀觀察
在體視顯微鏡下觀察葉片裂紋形貌,兩條裂紋均呈直線狀,一條為貫穿葉尖端面厚度(1.54 mm)的裂紋,長度約8 mm(以下稱為1號裂紋),另一條裂紋在葉背處(以下稱為2號裂紋),距離1號裂紋1.5 mm,長度約1 mm。在葉背裂紋附近發(fā)現(xiàn)有明顯的氧化色,端面呈灰黑色,向內(nèi)逐漸變?yōu)樗{(lán)色,最大深度在0.7 mm左右,如圖1所示。在葉盆側(cè)葉尖端面與葉身轉(zhuǎn)角位置有輕微的磨損痕跡,呈金屬亮色,未見明顯的氧化特征,如圖2所示。

圖1 出現(xiàn)裂紋葉片宏觀形貌Fig.1 Macro morphology of the cracked blade: a) the back of the blade; b) the No.1 crack; c) the No.2 crack
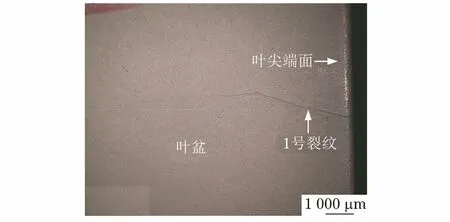
圖2 葉盆側(cè)裂紋宏觀形貌Fig.2 Macro morphology of the crack on the blade concave side
對葉尖端面進(jìn)行觀察,可見明顯的摩擦痕跡。1號裂紋呈45°從葉盆向葉背方向擴(kuò)展。在靠近葉背部分有掉塊,如圖3所示。1號裂紋在掉塊區(qū)域內(nèi)基本與葉背垂直,在靠近葉盆部分基本與摩擦痕跡垂直。2號裂紋在靠近葉背的掉塊區(qū)域,基本垂直于葉背表面。
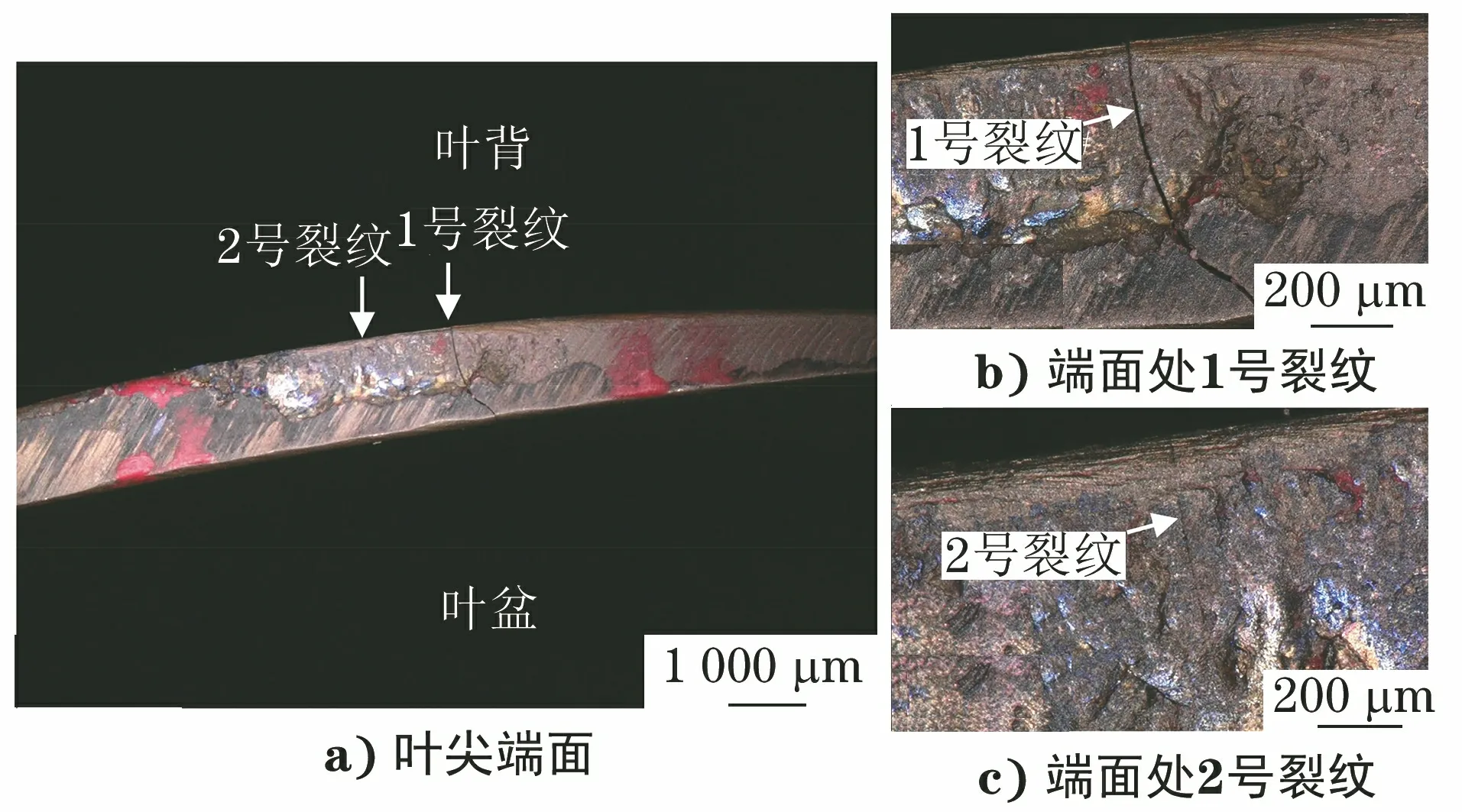
圖3 葉尖端面宏觀形貌Fig.3 Macro morphology of blade tip end face: a) blade tip end face; b) the No.1 crack at end face; c) the No.2 crack at end face
1.2 斷口分析
將1號裂紋人工打開后在體視顯微鏡下觀察,如圖4所示。可見斷面較為平坦,放射棱線明顯,根據(jù)棱線收斂方向可知有兩處裂紋源區(qū),均位于葉尖端面與葉身轉(zhuǎn)角位置,一處靠近葉背側(cè),其擴(kuò)展區(qū)域面積約占斷面面積的30%;另一處起源靠近葉盆側(cè),其擴(kuò)展區(qū)域約占斷面面積的70%,兩處裂紋源區(qū)擴(kuò)展合并后主要以靠近葉盆的裂紋源區(qū)擴(kuò)展方向繼續(xù)擴(kuò)展。裂紋源區(qū)部分呈灰黑色,擴(kuò)展區(qū)顏色沿葉身向內(nèi)逐漸變?yōu)榻瘘S色,局部有大量灰黑色附著物,說明葉尖端面存在超溫現(xiàn)象,沿葉身向內(nèi)溫度逐漸降低,導(dǎo)致出現(xiàn)色帶。
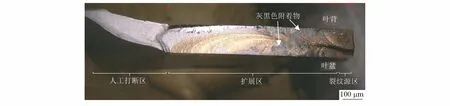
圖4 斷口宏觀形貌Fig.4 Macro morphology of the fracture
在掃描電鏡下進(jìn)一步對斷口進(jìn)行分析,如圖5所示。可見擴(kuò)展區(qū)為解理臺階和撕裂棱線形貌,還可見細(xì)密的疲勞條帶,人工打斷區(qū)呈韌窩特征,疲勞源區(qū)未見冶金缺陷或機(jī)械損傷。

圖5 斷口微觀形貌Fig.5 Micro morphology of the fracture: a) expansion region; b) manual interruption region; c) crack source region near blade convex side; d) crack source region near blade concave side
1.3 金相檢驗(yàn)
在葉尖端面靠近裂紋位置沿葉片縱向切取金相試樣,磨制拋光后進(jìn)行檢查,靠近葉盆側(cè)的葉尖端面較為平整,而靠近葉背側(cè)的葉尖端面已出現(xiàn)掉塊,高度明顯低于葉盆側(cè),在葉尖端面的掉塊區(qū)域發(fā)現(xiàn)白色塊狀附著物和灰色層狀附著物,如圖6所示。使用5%(體積分?jǐn)?shù),下同)HF+12%HNO3+83%H2O溶液對組織進(jìn)行浸蝕后,可見在掉塊區(qū)域附近的表面組織初生α相含量減少,β相含量相對基體略高,組織變化深度約0.1 mm,如圖7所示。
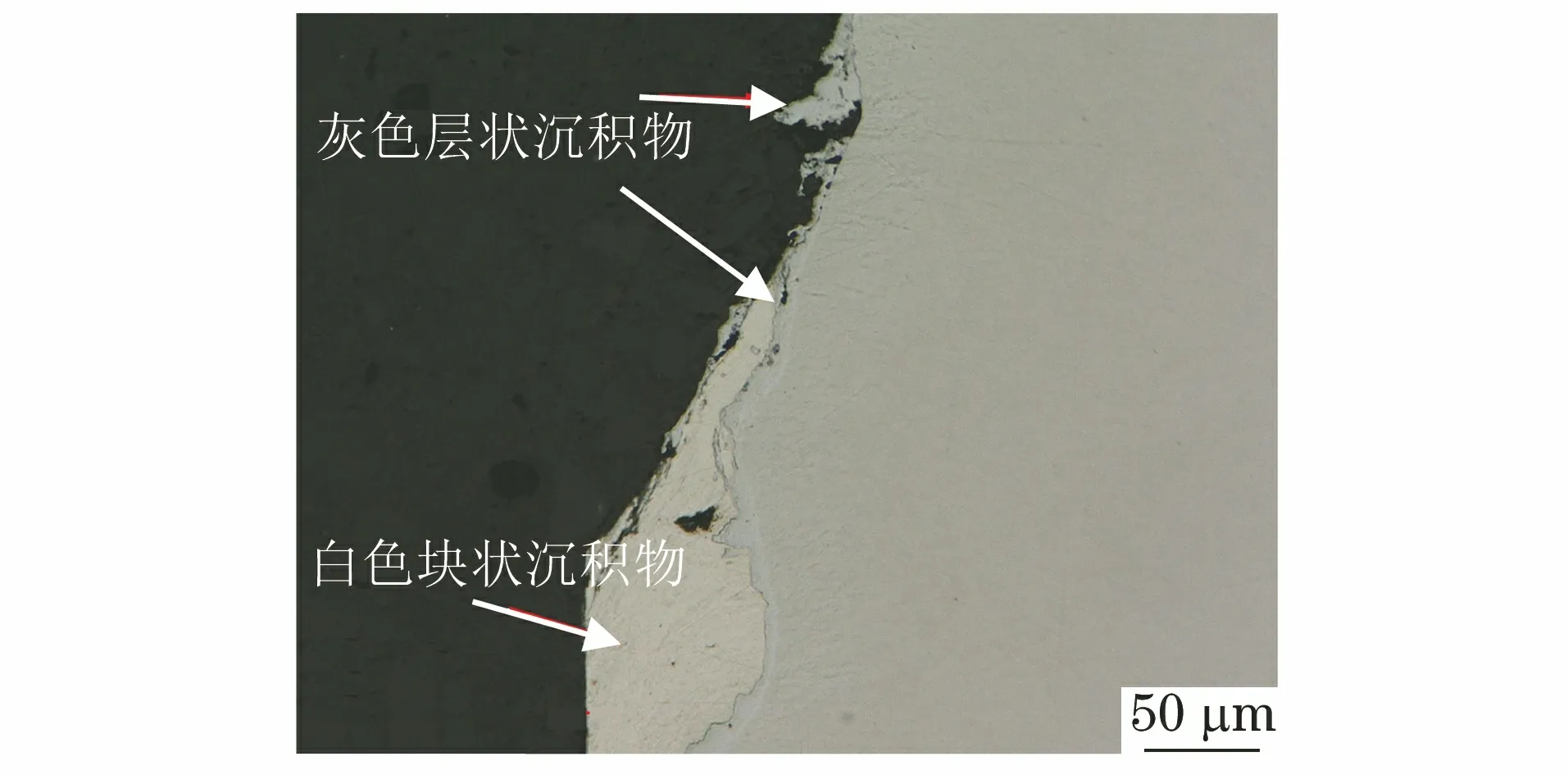
圖6 葉片裂紋處拋光態(tài)形貌Fig.6 Polished morphology of the blade crack
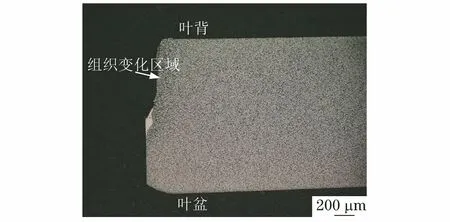
圖7 葉片裂紋處顯微組織形貌Fig.7 Microstructure morphology of the blade crack
1.4 能譜分析
分別對基體組織、斷口灰黑色附著物、白色塊狀附著物、灰色層狀附著物進(jìn)行能譜(EDS)分析,主要元素分析結(jié)果見表1。
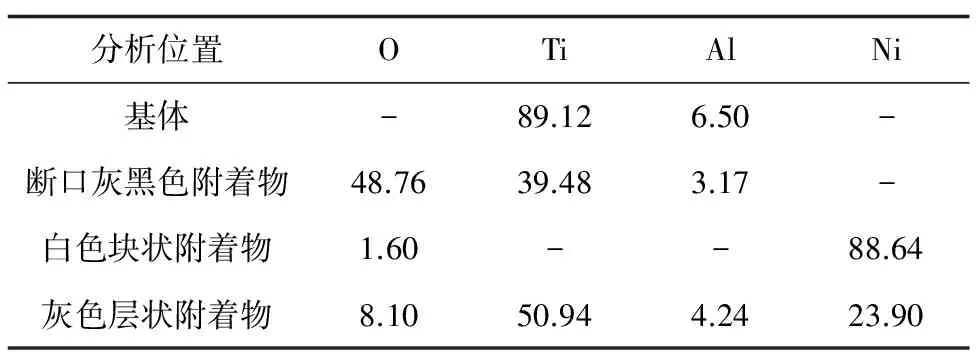
表1 葉片不同位置的能譜分析結(jié)果(質(zhì)量分?jǐn)?shù))Tab.1 EDS results at different positions of the blade (mass fraction) %
基體組織以鈦元素為主,斷口灰黑色附著物、灰色層狀附著物均含有較多的基體元素,但前者還存在大量的氧元素,后者含有較多的鎳和氧元素;白色塊狀附著物基本為鎳元素。
1.5 硬度測試
采用VH3100型維氏顯微硬度計分別在葉尖端面組織變化區(qū)域和正常組織處進(jìn)行顯微維氏硬度測試。結(jié)果表明,葉尖端面組織變化區(qū)域的硬度(413 HV0.1)略高于基體組織的(380 HV0.1)。
2 分析與討論
兩條裂紋均沿葉身縱向呈直線狀擴(kuò)展,裂紋形貌類似。相關(guān)資料表明[8],鈦合金在300 ℃左右時表面氧化色為淡黃色,400 ℃時為金黃色,500 ℃時為藍(lán)色,600 ℃時為紫色,700~800 ℃時為紅灰色,800~900 ℃時為灰色。根據(jù)裂紋和斷口形貌,葉片在工作過程中存在局部超溫,最高溫度在900 ℃左右[9]。
葉尖端面有明顯的摩擦痕跡,裂紋基本與摩擦痕跡垂直,且葉盆位置裂紋開口最大,表明裂紋是由摩擦引起的且在葉盆位置起源。在靠近葉背部分,出現(xiàn)掉塊,形成新的裂紋源并繼續(xù)擴(kuò)展,導(dǎo)致裂紋擴(kuò)展方向改變,在斷口上顯示出兩個裂紋源區(qū)。斷口大面積為擴(kuò)展區(qū),擴(kuò)展區(qū)可見疲勞弧線,葉尖端面附近為灰黑色,向內(nèi)逐步變?yōu)榻瘘S色,在葉尖位置摩擦形成過燒和局部掉塊,使葉片的疲勞性能大幅降低,形成疲勞裂紋[10]。
與葉片配合的機(jī)匣基體材料為TC2鈦合金,表面為鎳石墨封嚴(yán)涂層,以提高發(fā)動機(jī)的氣路封嚴(yán)效率,屬于低溫可磨耗涂層,工作溫度在450 ℃以下,超過此溫度會發(fā)生熔融,其主要成分為鎳元素和碳元素[11],所有材料均滿足技術(shù)要求,結(jié)合能譜分析結(jié)果可以判斷斷口上的灰色層狀附著物為葉尖端面與機(jī)匣涂層摩擦超溫后涂層發(fā)生熔融,在葉片表面反應(yīng)形成的混合產(chǎn)物,白色塊狀附著物為脫落的涂層堆積物,因碳元素在高溫下氧化,所以基本為鎳元素。
高壓壓氣機(jī)轉(zhuǎn)子在高壓渦輪軸的帶動下高速轉(zhuǎn)動,其工作溫度約300 ℃,葉片受離心載荷、氣動載荷、振動載荷等作用,在工作過程中會產(chǎn)生一定的熱膨脹變形,會與機(jī)匣上的封嚴(yán)涂層進(jìn)行摩擦,發(fā)生輕微磨損屬正常現(xiàn)象[12]。查閱相關(guān)記錄,發(fā)動機(jī)初始裝配時其葉尖間隙為0.81 mm,滿足間隙要求(0.70~0.84 mm),在累積試車1 380 h后,發(fā)動機(jī)運(yùn)轉(zhuǎn)正常,葉尖與零件已經(jīng)充分磨合,但發(fā)動機(jī)需進(jìn)行拆機(jī)檢查并復(fù)裝,復(fù)裝后葉尖間隙為0.64 mm,不滿足設(shè)計要求,導(dǎo)致再次試車時葉尖與機(jī)匣涂層發(fā)生嚴(yán)重刮擦。
分析認(rèn)為,發(fā)動機(jī)復(fù)裝后葉尖徑向間隙不滿足設(shè)計要求,在試車過程中葉尖與機(jī)匣涂層發(fā)生嚴(yán)重刮擦,導(dǎo)致局部超溫、掉塊,葉尖表面完整性被破壞,涂層材料發(fā)生熔融并黏附在葉尖上,疲勞壽命大幅降低,形成多處疲勞裂紋源,并逐步擴(kuò)展形成裂紋。
3 結(jié)論及建議
葉片上的裂紋為試車過程中產(chǎn)生的疲勞裂紋。發(fā)動機(jī)試車拆解復(fù)裝后的葉尖徑向間隙不滿足設(shè)計要求而發(fā)生刮擦是產(chǎn)生疲勞裂紋的主要原因。
建議通過車磨葉尖、嚴(yán)格控制葉尖徑向間隙等方法,使葉尖徑向間隙符合設(shè)計要求。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
汽車與新動力(2015年1期)2015-02-27 12:11:01
建筑材料學(xué)報(2014年3期)2014-03-11 17:08:02
汽車與新動力(2014年2期)2014-02-27 12:10:15
機(jī)械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27