擺線齒端齒盤精確三維建模
2021-10-26 08:23:22袁志高余文豪李智敏
機械工程師 2021年10期
袁志高,余文豪,李智敏
(1.湖南南方宇航高精傳動有限公司,湖南 株洲 412002;2.中南林業科技大學,長沙 410004)
0 引言
擺線齒端齒盤屬于齒形聯軸器中的一種,是由德國Klingelnberg公司發明,其能將2個或多個零件或部件連接成為單一工作整體。因其具有承載能力大、結構緊湊、自動定心且定心精度高等優點,可用于燃氣輪機或蒸汽輪機的渦輪轉子或壓縮機轉子,以及金屬切削機床的精密分度機構等。
由于Klingelnberg公司的技術封鎖,擺線齒端齒盤的相關研究資料并未對外公布,所以我國對擺線齒端齒盤的研究極少。文獻[1]對擺線齒端齒盤的設計及加工技術進行了研究;文獻[2]利用MATLAB軟件求解了齒面離散點的坐標并導入三維軟件中,實現了準雙曲面螺旋錐齒輪的三維建模;文獻[3]和文獻[4]同樣是利用MATLAB軟件求解了齒面離散點的坐標,然后將離散點坐標文件導入SolidWorks中,分別實現了直齒錐齒輪和弧齒錐齒輪的三維建模。
本文將基于擺線齒端齒盤的切齒加工原理,建立擺線齒端齒盤的齒面數學模型。利用齒面坐標計算軟件,計算出齒面離散點的坐標參數,將離散點坐標參數文件導入Creo軟件中,建立擺線齒端齒盤精確三維模型。
1 擺線齒端齒盤的結構特點及切齒加工原理
擺線齒端齒盤的輪齒沿齒長方向為延伸外擺線,且輪齒為收縮齒的結構。圖1所示為擺線齒端齒盤的結構示意圖,圖中Rm為齒寬中點的錐距;ht為 齒 寬 中點處的全齒高;δ為 節 錐 角;δa為面 錐 角;δb為 根錐角,且δ=90°,δa+δb=180°。

圖1 端齒盤結構示意圖
擺線齒端齒盤采用成形法加工,其原理是利用與端齒盤旋向相反的假想平面產形輪[5](由刀盤的自轉和公轉形成)進行加工。如圖2所示,右旋產形輪加工左旋擺線齒端齒盤。同理左旋產形輪加工右旋擺線齒端齒盤。

圖2 擺線齒端齒盤加工原理
2 擺線齒端齒盤的齒面數學模型
由于擺線齒端齒盤采用成形法加工,根據擺線齒端齒盤的切齒加工原理,刀刃的運動軌跡曲面即為輪齒的齒面[6]。本文以加工左旋擺線齒端齒盤為例,如圖3所示,圖中Op為產形輪軸線與產形輪節平面的交點;M點為切齒計算參考點;O0為刀盤軸線與產形輪節平面的交點;r為刀盤半徑;S為徑向刀位;q為角向刀位;ν為刀齒方向角;Rmp為產形輪齒寬中點錐距。t1是從M點指向刀刃上任意一點的矢量,指向刀齒根部時為正。取右旋直角坐標系σP={OP;iP,jP,kP} 與產形輪固連,kP與產形輪軸線重合。

圖3 右旋產形輪
內刀刀刃如圖4 所示,取右旋直角坐標系σc={Oc;ic,jc,kc}與刀刃固連,jc位于產形輪節平面上,kc與刀盤的軸線平行,其中R為刀刃的圓弧半徑,χ為刀刃上M點與刀刃圓弧圓心的連線和刀刃上任一點與刀刃圓弧圓心連線之間的夾角。圖中矢量t0為刀刃在M點處沿切線方向的單位矢量,指向刀齒根部,矢量n0為刀刃在M點處沿刀刃法線方向的單位矢量,由實體指向空域。

圖4 內刀刀刃示意圖
根據文獻[1]推導出產形輪的齒面方程為:

式中:N=(1+ip0);ip0=z0/zp,其中z0為刀盤齒數,zp為產形輪齒數;θ為刀盤繞刀盤軸線自轉角度;βm為端齒盤齒寬中點螺旋角。
將產形輪的齒面方程經過坐標變換,即可得到左旋擺線齒端齒盤的齒面方程為

只需將式(3)和式(4)中的前兩項取相反數即可得到左旋擺線齒端齒盤凹面的齒面方程。
對于右旋擺線齒端齒盤的齒面方程r2′,只需在式(1)中代入右旋擺線齒端齒盤的切齒加工參數,最后經過坐標變換即可得到:

3 擺線齒端齒盤的三維建模過程
基于Visual Basic軟件開發平臺,編寫了齒面坐標計算軟件,運用牛頓二元迭代法即可求解出齒面離散點的坐標參數,將離散點坐標參數文件導入Creo軟件中,就可實現擺線齒端齒盤的精確三維建模。
根據文獻[1]計算得到的擺線齒端齒盤基本幾何參數如表1所示,機床調整參數如表2所示。

表1 擺線齒端齒盤基本幾何參數
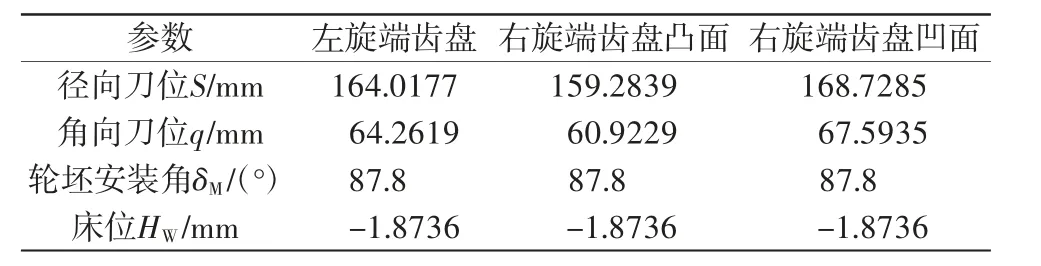
表2 擺線齒端齒盤機床調整參數
以左旋擺線齒端齒盤三維建模為例,具體步驟如下:
1)將齒面坐標數據文件整理為如圖5所示的格式,然后將文件的后綴名改為ibl,最后導入Creo中。

圖5 齒面坐標數據的文件格式
2)運用邊界混合將曲線擬合為曲面,該曲面即為輪齒的凹、凸面,然后使用延伸將曲面向外延伸0.9 mm,再將凸面繞z軸進行幾何陣列,陣列成員數為2,陣列角度為5°(180°/z),最后將陣列之前的凸面隱藏,如圖6所示。
圖6 創建輪齒的凸面和凹面
3)通過旋轉分別創建齒坯和根錐面,如圖7所示。

圖7 創建齒坯和根錐面
4)將顯示樣式改為線框。對凹、凸面進行修剪,去掉根錐面以下的部分。然后運用邊界混合將兩曲面的底部曲線擬合為曲面,該曲面即為齒底曲面。最后通過合并,將凹面、齒底曲面和凸面合并為一個面組,該面組即為齒槽曲面,如圖8所示。
圖8 創建齒槽曲面
5)將面組繞z軸進行幾何陣列,陣列成員數為36(齒數z),陣列角度為10°(360°/z)。再運用實體化對面組和齒坯實體進行布爾運算[8],將齒坯中的面組內部材料去掉。最后將旋轉曲面隱藏,以此完成左旋擺線齒端齒盤的三維建模,如圖9所示。

圖9 端齒盤精確三維模型
6)同樣的方法創建右旋擺線齒端齒盤的三維模型。然后將左旋擺線齒端齒盤和右旋擺線齒端齒盤按理論安裝位置裝配到一起。最后通過干涉檢查來判斷端齒盤副是否發生裝配干涉,在左下角顯示沒有干涉零件,以此驗證了三維建模的正確性,如圖10所示。

圖10 裝配干涉檢查
4 結語
根據擺線齒端齒盤的切齒加工原理及切齒加工過程中刀具、工件和產形輪在機床中的相對位置關系,建立了擺線齒端齒盤的齒面數學模型;通過齒面坐標計算軟件,求解了齒面離散點的坐標參數,將坐標參數文件導入Creo軟件中建立了擺線齒端齒盤精確三維模型。所建立的擺線齒端齒盤三維模型為切齒加工參數的調整提供了參考,同時也為齒面加載接觸分析、齒面精密加工提供了理論模型。