數控深腔加工刀柄自定心夾緊機構分析與應用
2021-10-26 07:19:46任成高申曉龍宋麗娜
機電產品開發與創新 2021年5期
關鍵詞:結構
任成高, 申曉龍, 宋麗娜
(湖南工業職業技術學院, 湖南 長沙 410208)
0 引言
在高端裝備制造領域, 隨著數控加工中心設備的應用推廣,數控加工中心刀具使用量也隨之不斷增加,數控加工中心機床上使用最多的主要工具附件是7:24 的工具錐柄。 目前,加工中心自動換刀常用的7:24 錐柄標準通常有:中國國標GB10944-89“自動換刀機床用7:24 圓錐工具柄部40、45、50 號圓錐柄; 德國標準DIN69871 的30、40、45、50、60 號圓錐工具錐柄;日本標準JISB6339 的30、35、40、45、50、55、60 號圓錐工具錐柄; 美國現行標準AMSEB5.50 的30、40、45、50、60 號圓錐工具錐柄[1]。
一般上述7:24 圓錐工具錐柄均需安裝拉釘才能使用[2],由于裝備制造產業快速發展多年來,從許多先進國家引進大量不同型式的數控加工中心機床, 機床的工具錐柄型號和標準相差很大, 對數控中心深腔加工刀具夾持技術的選擇使用帶來一些問題和困難。
1 數控刀柄的技術要求
常用的BT/JT 系列的7:24 工具錐柄, 技術要求按照國際標準ISO7388、國家標準GB/T10944、日本JISB6339、德國DIN69871 標準, 滿足30、35、40、45、50、60 號 的 標準。其中國家標準與國際標準、德國標準可以互換[3]。具體技術要求如下。
1.1 結構及關鍵尺寸
BT/JT 系列自動換刀刀柄和拉釘部分,對于中心內冷的刀柄,所有的拉釘采用通孔的形式。 對不同的刀柄,如彈簧夾頭、鉆夾頭、鏜刀、不同錐度(如2 號、3 號、4 號、5號)立銑刀,其結構需根據實際情況進行設計。
錐度部分與主軸端面過渡部分的尺寸為 (D1,D1+0.05mm)控制。D1 為測量平面上的基本直徑。對特殊要求的刀柄,40 刀柄D3 最大尺寸為50mm,50 刀柄系列D3最大為80mm。 刀柄與拉釘連接部分的D2 的孔口倒角,可以用半徑R1 的圓弧或30°倒角兩種形式,但倒角端面的尺寸應控制在D4 以內[4-5]。 BT/JT50 系列精度按照(0,+0.051)控制,全部按照“+”控制,小端參考直徑為40.158mm。

圖1 BT/JT 系列刀柄
1.2 材料與熱處理
一般采用SCM420 日本材料牌號, 對應國家標準GBT/3077,材料牌號為20Cr-Mo,材料的延伸率δ=12%,根據實際應用還可以采用材料和熱處理方式進行特種非標刀柄的制造。
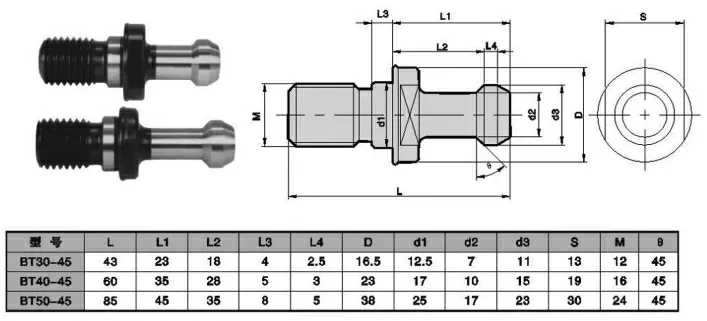
圖2 BT 系列拉釘結構及尺寸
刀柄錐柄部分表面滲碳淬火或高頻淬火,表面層深度0.8~1mm,表面硬度HRC52~HRC58。刀柄本體部分硬度要求HRC35~HRC45, 刀柄本體部分抗拉強度為1058~1440MPa;淬火部分抗拉強度σb>1650MPa,σs>1500MPa[6-7]。 拉釘本體部分要求硬度HRC35~45,表面滲碳淬火或高頻淬火,表面層深度0.8~1mm,表面硬度HRC52~56。
1.3 表面處理與檢測
圓錐部分、拉釘連接部分、形槽區域的表面粗糙度為Ra0.8,其余部分為Ra1.6,不超過3.2。7:24 圓錐表面不應有劃痕、銹跡、磨削燒傷及裂紋等缺陷。
7:24 錐角檢驗可采用比較測量法,也可采用圓錐量規測量,具體按照GB/T11852 中的相關規定;柄部內螺紋按照6H 精度制造, 保證配用拉釘在最大實體條件時可順利旋入;鍵槽槽底應該有過渡圓角,刀柄進行動平衡檢測,動平衡量不大于6.3G[8]。
2 數控刀柄自定心夾緊機構的原理與計算
2.1 碟形彈簧片定心夾具的原理與計算
圖3 所示為碟形彈簧片夾緊心軸的結構圖。 圖中心軸4 的錐柄連接機床主軸,工件5 通過心軸定位,旋轉螺母1 從而將軸向夾緊力通過壓緊套加在碟形彈簧片3上, 進而彈簧片徑向脹大, 達到使工件定心并夾緊的目的, 碟形彈簧片其徑向方向上的脹開量可達大約0.1~0.4mm,定心精度可達約為Φ0.01~Φ0.002mm[9]。
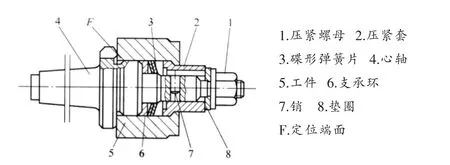
圖3 碟形彈簧片夾緊心軸
碟形彈簧片工作時,當傳遞所需的轉矩T,其所需要施加的軸向力Q(N)的計算是:
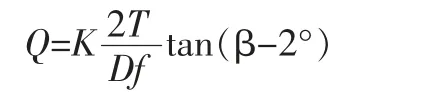
其中:T—所需傳遞的轉矩 (Nm);D—工件定位基準的直徑(m);f —裝夾表面的摩擦系數;β—碟形彈簧片錐面半角(°);K—安全系數。
2.2 碗形彈簧片定心夾具的原理與計算
圖4(a)所示為碗形彈簧片定心裝置的結構簡圖,它用于夾持工件的外圓。 擰緊螺釘1,使碗形彈簧片2 的中部向左變形,于是定位面d 縮小,將工件定心并夾緊。 這里的四個支柱3 用以對工件實現軸向定位。為增加彈性,在碗形彈簧片上開有許多交錯排列的徑向槽,見圖4(b)。
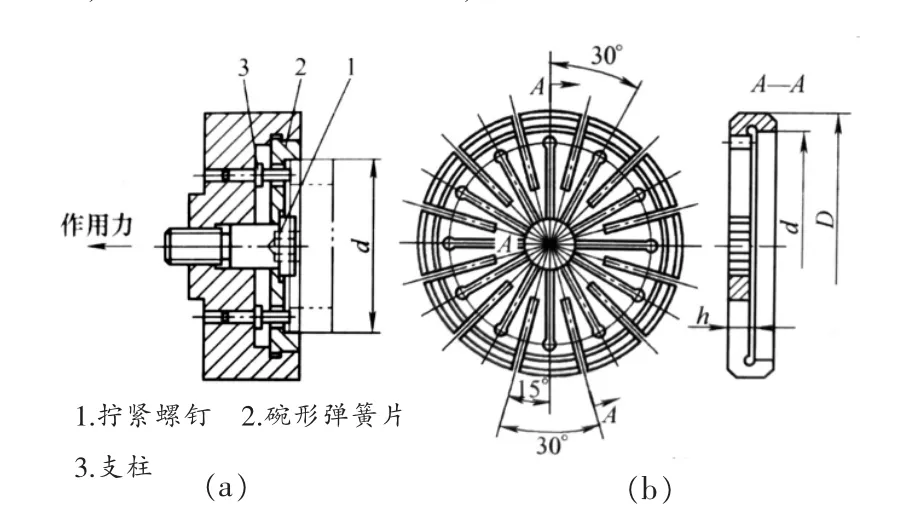
圖4 碗形彈簧片自定心夾具簡圖
用于工件以大直徑內孔作為定位基準的碗形彈簧片定心裝置,擰緊螺母,簧片的外圓脹大,使工件定心并夾緊。氣動裝置聯用的碗形彈簧片定心裝置,要靠彈簧使碗形彈簧片松開, 碗形彈簧片用螺釘和銷子固定在夾具體上,在裝配后磨削定位面。偏心杠桿機構操縱的碗形彈簧片定心裝置,用于以外圓定心的工件[10-11]。 順時針轉動手柄,偏心軸推動杠桿向下擺動,拉桿下移,使碗形彈簧片變形,定位表面的內徑縮小,將工件定心并夾緊。
2.3 薄壁波紋套定心夾具的原理與計算
薄壁波紋套自定心夾具簡圖見圖5 所示, 其結構與工作原理表述是,圖5(a)為松開狀態,擰動旋轉螺母1 通過壓緊墊圈套3 使薄壁波紋套2 進行軸向壓縮變形,同時套筒外徑因變形從而尺寸增大, 進而促使工件得到精確定心并夾緊,如圖5(b)所示。
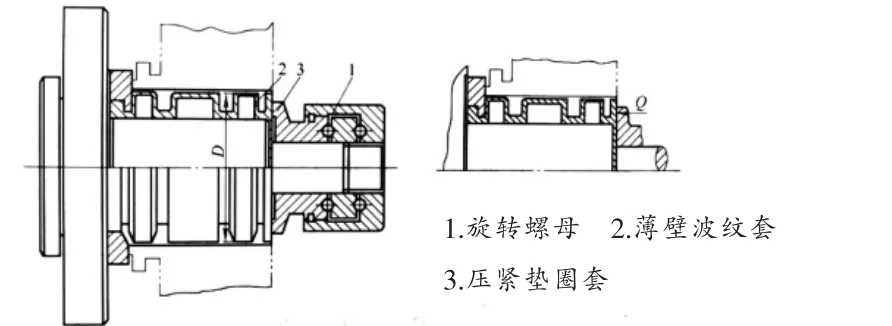
圖5 薄壁波紋套自定心夾具簡圖
此種定心夾具多用于如:齒輪、環、套筒等類零件的精加工。 其工作特點是夾緊力均勻、 定心精度高, 可達Φ0.01mm,一般可比較穩定在Φ0.02mm 以內。 并且由于其結構簡單,使用壽命也較長(通常每裝夾10000 次后,其定心精度只降低Φ0.01mm)[12]。 波紋套與軸的間隙取0.025~0.045mm,內徑與端面的粗糙度為Ra0.32,端面圓跳動一般取3~4 級。波紋套的材料一般常采用T10A、65Mn等,熱處理至48~52HRC。
3 數控深腔加工刀柄的分析與應用
3.1 模塊化數控深腔鏜銑刀柄
當前數控深腔加工中心用刀柄從整體結構上可以統分為整體式刀柄與模塊化式刀柄,整體式刀柄的優點是剛性好,精度高。而模塊化式刀柄具有靈活性強、可以自由組合;可以減少刀柄的種類與規格,從而減少庫存等諸多優點。 總體來說,模塊化式刀柄最關鍵的是取決于模塊與模塊之間的聯結方式,模塊化式刀柄聯結方式的好壞主要取決于以下幾個指標參數,即:剛性、精度、可操作性。
3.2 數控深腔鏜銑高速刀柄的結構
目前,數控深腔高速加工刀具系統主要有:德國的HSK空心短錐柄、美國的KM 工具系統、日本的NC5 工具系統等。 這些工具系統各具特點, 部分優化了傳統7:24 錐度BT 工具系統的問題。 在眾多的數控深腔高速加工工具系統中, 通常一般地看HSK 工具系統具有允許轉速高、回轉定位精度好、動靜剛度高等主要性能優點。 一般HSK工具系統有以下A 型~F 型六種不同的結構型式, 見圖6。A~D 型是利用鍵槽傳遞扭矩的, 適用于中等轉速加工的場合[13]。 E、F 型利用錐面與端面摩擦力傳遞扭矩,結構對稱,適用于高速加工情形。
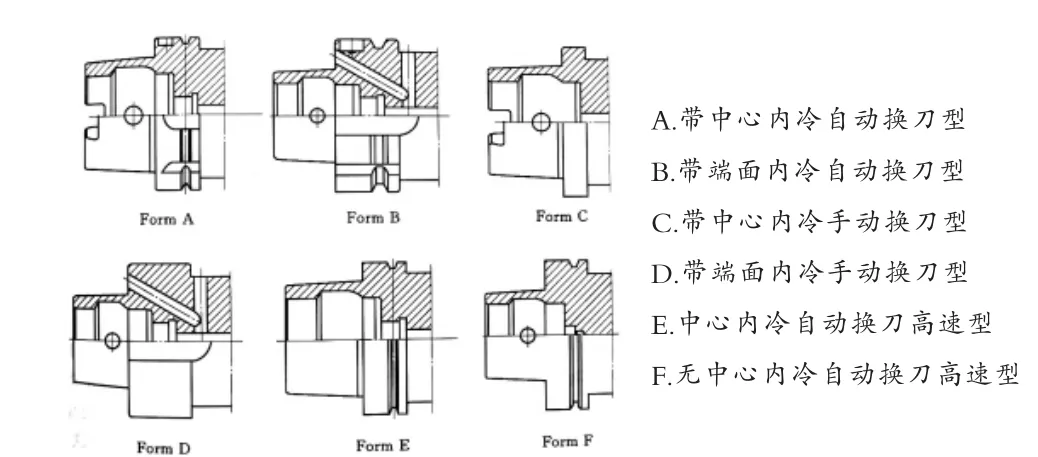
圖6 HSK 高速工具刀柄結構
HSK 工具系統刀柄結構主要特點如下: ①定位精度高,刀柄壁薄,主軸和刀柄間采用較大徑向過盈配合,在軸向端面上也增加了接觸的定位; ②軸向端面和徑向錐面采用過定位方式,滿足靜動態剛度高特點;③縮短主軸軸向尺寸,主軸與刀柄接觸更可靠,此鐘短錐面結構縮短主軸懸伸量,因而提高系統剛度;④刀柄尺寸小、重量輕、換刀迅速方便,空心薄壁結構能保證刀柄的可靠定位,滿足了數控深腔高速加工的要求。
3.3 數控深腔加工刀柄的分析與應用
數控深腔高速加工過程中,在主軸、刀柄和刀具的高速旋轉下, 由于只要有較小的不同軸或偏心就會產生很大的離心力,從而振動影響加工零件和產品質量問題,降低刀具和主軸使用壽命。 HSK 刀柄因采用主軸孔和刀柄過定位, 其重復定位精度可以達到相比傳統錐度刀柄基礎上提高到1μm。
根據數控深腔高速加工動平衡的標準規定, 主軸轉速當達到8500r/min 以上時, 相應的進給速度須大于22m/min。 HSK 刀柄要達15000~35000r/min 以上,這樣配置數控深腔高速加工切削時的夾持刀具系統就顯得更加重要了,通常刀柄的選擇原則,根據數控深腔高速加工夾持刀柄刀具的配置經驗,一般應用選擇如下:
(1)整體式刀柄,其結構特點是刀柄和刀體連結為一體, 在經過動平衡機測試及調整系統安裝銑削刀片進行動平衡調節刀具后, 來滿足數控深腔高速銑削零件加工的需要, 整體式刀柄尤其適合深腔模具數控加工的高速銑削[14],經驗表明其相應轉速一般可達到15000~35000r/min 的范圍內。
(2)液壓式刀柄,相比整體式刀柄而言,具有結構對稱性、回轉精度較好,是高性能高精度的夾持刀柄,其相應的減振性和動平衡性能也很不錯, 能有效地提高數控深腔高速銑削零件加工的刀具切削效率和使用壽命,液壓式刀柄轉速可以達到25000r/min 以上。
(3)熱脹式刀柄,它是通過熱脹式裝置加熱儀進行加熱,然后利用熱脹冷縮對刀具夾緊,由于其具有結構對稱性好、回轉精度高、相應的動平衡性能比較其他型式的刀柄要好,因而將有著非常廣泛的應用前景,尤其適合深腔模具數控高速加工等裝備制造行業精密零件的切削加工,熱脹式裝刀裝置刀柄轉速目前可達到45000r/min 以上。
同時需要說明的是,數控深腔高速加工切削時,應盡量避免采用強力精密彈簧夾頭刀柄和側固式刀柄。 主要原因是, 精密彈簧夾頭刀柄和側固式刀柄其轉速由于本身結構的限制,一般難以達到20000r/min,精密彈簧夾頭刀柄一般只可達到10000~14000 r/min, 而側固式刀柄則連8000r/min 都很難達到,在數控深腔高速加工機床上應盡量少用。
4 結束語
數控高速深腔加工技術可獲得特殊的加工精度和表面質量, 大型深腔加工刀具刀柄是高速數控加工中心機床的核心功能附件之一, 數控高速加工設備及刀具刀柄技術與對產品更高精度和更先進的工藝技術一樣, 成為數控高速深腔加工制造最重要的因素。 汽車覆蓋件沖壓模具加工,注塑模具等等零件加工,現在廣泛應用數控加工中心的高速加工方式。充分利用已有的機床設備,提高數控深腔加工刀柄夾頭的裝刀性能和裝夾可靠性, 最大限度地提高其使用效率, 與加工普通零件一樣來加工深腔模具,是刀具裝夾應用發展的一個重要方向。
本文在加工中心機床數控刀柄的技術要求上, 結合BT/JT 系列自動換刀刀柄和拉釘部分, 分別從碟形彈簧片、碗形彈簧片、薄壁波紋套三種定心夾具機構分析數控刀柄自定心夾緊機構的原理與計算, 提供了部分經驗公式和經驗數據。同時從模塊化數控深腔鏜銑刀柄、數控深腔鏜銑高速刀柄的結構基礎上, 提出了數控深腔加工刀柄的分析與應用, 給出了數控高速深腔加工技術整體式刀柄、液壓式刀柄、熱脹式刀柄的選擇方式。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50