硬質合金立銑刀銑削難加工材料的仿真研究*
2021-10-25 04:57:24王廣洲吳春亞陳明君
機電工程技術 2021年9期
關鍵詞:模型
王廣洲,吳春亞,程 健,陳明君
(哈爾濱工業大學機電工程學院,哈爾濱150001)
0 引言
難加工材料具有比強度高、力學性能好、耐高溫低溫和抗疲勞強度等共性的優良特點,使其在民用和軍事領域得到廣泛關注和應用[1-3]。然而,不同的難加工材料的難加工特性體現在不同的方面。如鈦合金的較小的變形系數、較差的導熱性能,模具鋼的高硬度、高耐磨性等[4-8]。這些難加工特性容易導致過高的溫度使刀具提前失效,進而需要頻繁換刀,影響加工效率。針對上述問題,可以通過對刀具進行優化,改善刀具的切削性能的方法進行解決。
Kumar等[9]采用FEM軟件對鈦合金進行切削仿真,研究了立銑刀的幾何參數對切削力、切削溫度以及刀具磨損等的影響,并以最小切削力為優化目標,對刀具的結構進行了優化設計。齊彪等[10-11]采用有限元軟件建立了鈦合金切削模型,通過對切削力、切削溫度以及切屑等分析,得到了多種類型的商用立銑刀切削鈦合金的最佳的幾何參數。張建飛等模擬了Ti-6Al-4V高速切削過程,分析了刀具幾何參數在特定加工條件下對切削力的影響規律。岳彩旭[12]利用ABAQUS研究了以立方氮化硼為材料的立銑刀切削GCr15的過程,較為全面地分析了切屑的形成以及殘余應力。
基于上述研究,本文基于UG和AdvantEdge軟件,對硬質合金立銑刀切削鈦合金和模具剛進行切削仿真,通過改變銑刀的螺旋角和前角并以切削力和切削溫度最小為優化目標,對刀具進行優化。
1 硬質合金立銑刀切削仿真有限元模型建立
切削加工過程耦合了力學變化和溫度變化,并涉及到應變、應變率、彈性/塑性變形和不同的材料特性等。利用有限元軟件進行切削仿真可以在一定程度上反映實際加工過程,進而節省實際加工時間和資源。
1.1 材料本構模型
本文中選用的鈦合金材料為Ti-6Al-4V,模具剛材料為Cr12,兩種材料的物理性能如表1所示。采用J-C本構模型[13-14]描述兩種材料的力學特性(本構模型參數如表2所示)。
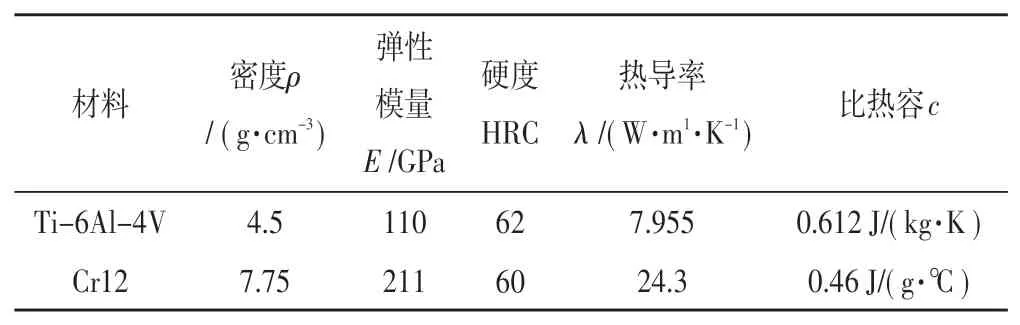
表1 Ti-6Al-4V和Cr12的物理性能

表2 Ti-6Al-4V和Cr12的Johnson-Cook材料模型參數
1.2 摩擦模型與切屑分離準則
根據實際切削條件和AdvantEdge軟件的網格劃分功能,兩種材料的仿真過程的摩擦模型選用剪切摩擦模型,摩擦因數分別為0.7和0.5。同時采用C&L斷裂準則[15]作為切屑分離準則。
1.3 有限元模型建立與切削參數設置
圖1 所示為利用UG建立的四刃硬質合金立銑刀的三維模型(刀具參數如表3所示),將刀具模型和同樣為UG建立的兩種材料模型添加到AdvantEdge軟件中,建立切削仿真模型,如圖2所示。
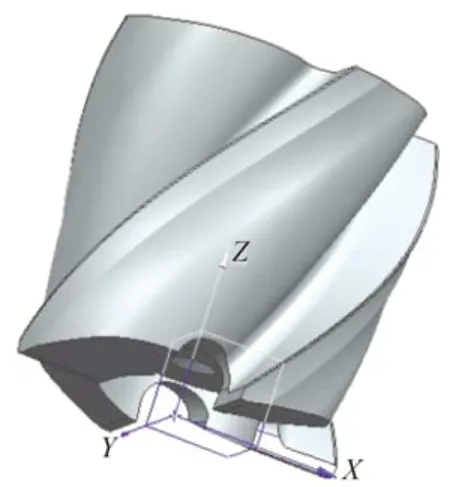
圖1 硬質合金立銑刀
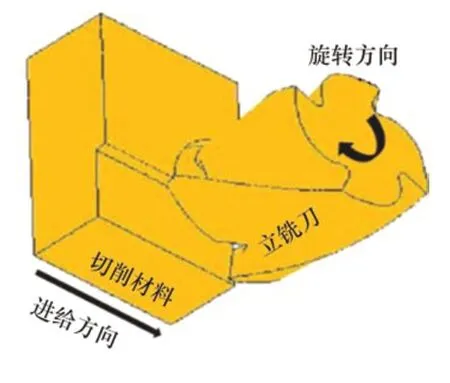
圖2 四刃硬質合金立銑刀銑削仿真模型
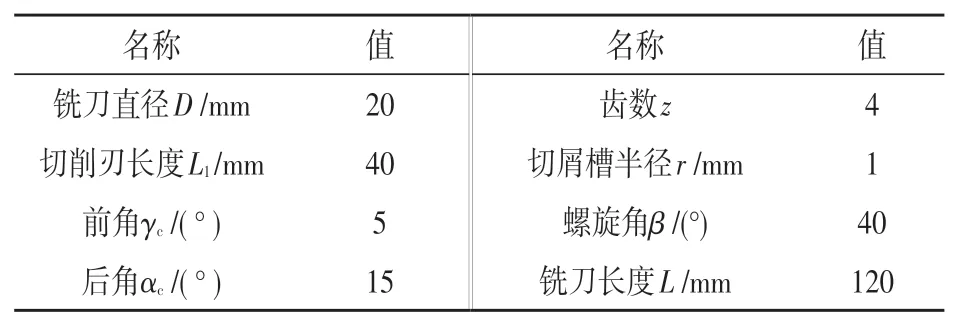
表3 四刃立銑刀結構參數
由于Ti-6Al-4V的導熱系數低,刀具與切屑的接觸長度短,導致單位面積上的切削力大大增加。Cr12由于硬度高,金相組織由回火馬氏體、未溶碳化物和殘余奧氏體三部分組成,導致切削難度增大。根據表1材料屬性,選擇刀具切削用量,如表4所示。
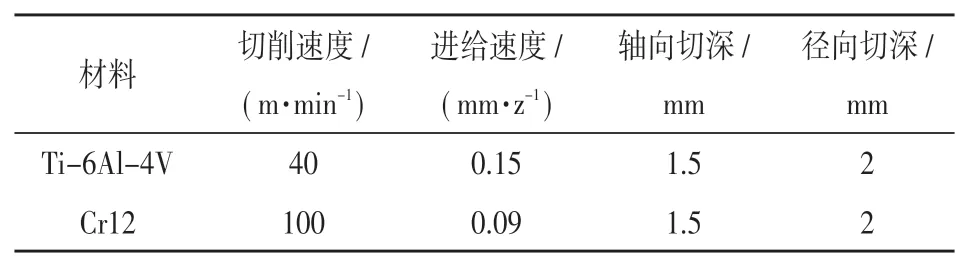
表4 硬質合金立銑刀加工不同材料的切削用量
在銑削加工過程中,與直齒銑刀相比,螺旋角增大了切削刃與工件的接觸長度,改變了刀具的受力情況,一定程度上改善了刀具的切削性能。增大刀具前角,可以增加刀具的鋒利度,但前角太小會降低刀具的強度。因此,本次仿真計算通過改變刀具的螺旋角和前角,以切削力和切削溫度作為評價標準來優化硬質合金立銑刀,進而改善切削難加工材料的性能。
2 切削仿真結果與分析
通過AdvantEdge軟件的Tecplot輸出隨刀具旋轉角變化的切削力和切削溫度的瞬時曲線圖,采用10次高階方程將瞬時曲線圖進行擬合,得到硬質合金立銑刀加工兩種材料過程中3個方向的切削力和切削溫度隨刀具旋轉角變化的規律曲線。由曲線可知,在刀具旋轉角變化過程中y方向切削力Fy均為負值,即為壓應力,對加工表面質量的影響很小。因此,在優化計算過程中切削力只考慮x方向的切削力Fx和z方向的切削力Fz。
2.1 硬質合金立銑刀銑削Ti-6Al-4V時螺旋角的優化
保持表3中其他參數不變,螺旋角值分別取為35°、38°、40°、43°、45°和50°,仿真結果如圖3~4所示。由圖3可知,當螺旋角不變時,切削力Fx和Fz的整體趨勢是隨著刀具旋轉角的增大先減小后增大,但當螺旋角β>38°時,切削力Fx和Fz在刀具旋轉角在25°~30°之間陡然增大。當螺旋角β>38°時,切削力Fz在刀具切削過程中變為負值,即切削應力從拉應力變為壓應力)。當β=40°時,切削力Fx從正值變為負值時刀具轉過8.5°,當β分別為45°、50°時,切削力Fx從拉應力變為壓應力時刀具轉過9.5°。當螺旋角變化時,切削力Fx和Fz的整體趨勢是隨著螺旋角的增大而減小。由圖4可知,在β為45°以下切削溫度變化不大,在45°以上切削溫度突然增高,這是由于隨著螺旋角的增大,切屑與工件的摩擦面積增大,刀具排屑不暢,導致切削熱不能及時隨著切屑的排出而散失,其切削溫度突然增大。根據上述分析可知,為提高整體加工表面質量,硬質合金立銑刀加工Ti-6Al-4V時螺旋角的合理范圍為40°~45°。
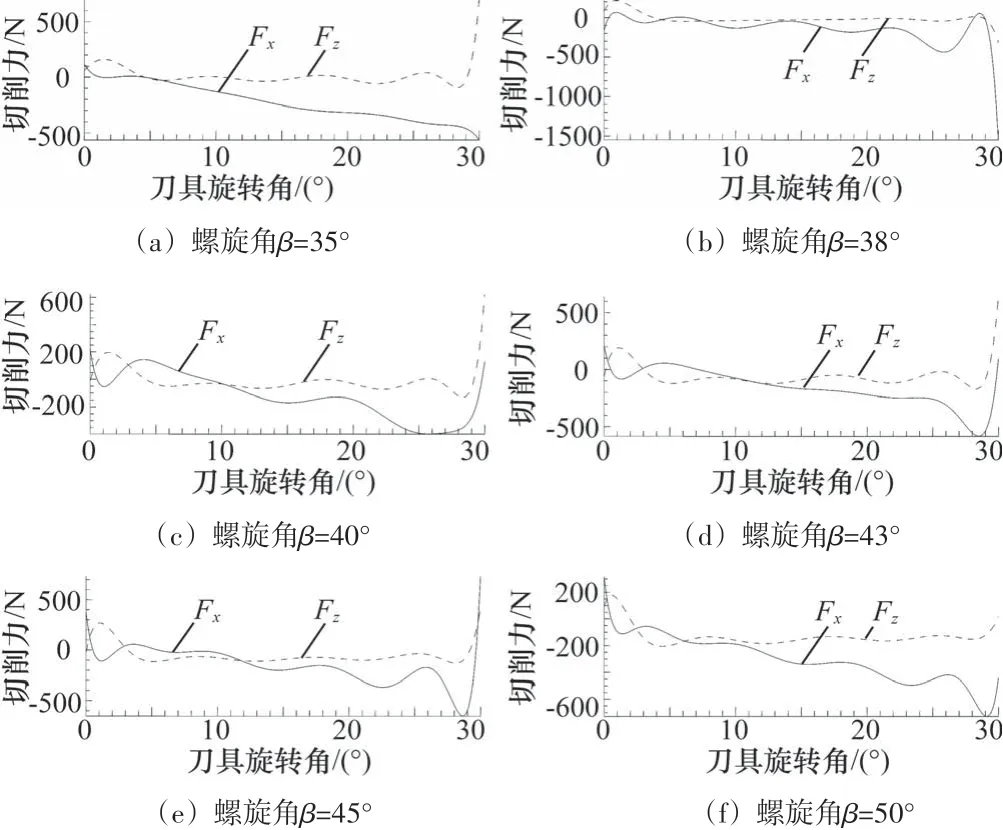
圖3 硬質合金立銑刀加工Ti-6Al-4V時不同螺旋角下Fx和Fz隨刀具旋轉角的變化曲線
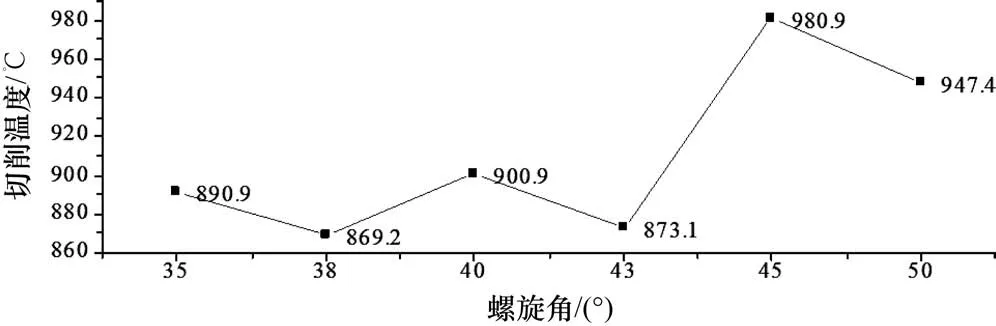
圖4 硬質合金立銑刀加工Ti-6Al-4V時切削溫度隨螺旋角變化曲線
2.2 硬質合金立銑刀銑削Cr12時螺旋角的優化
保持表3中其他參數不變,螺旋角值分別取為30°、35°、40°、45°和50°,仿真結果如圖5~6所示。由圖5可知,當螺旋角不變時,切削力Fx和Fz的整體趨勢是隨著刀具旋轉角的增大而增大。當刀具旋轉角度在0°~25°之間切削力Fz變化較小,但在25°~30°之間發生突變。在刀具開始切削后,切削力Fx和Fz均為負值,即切削應力從拉應力變為壓應力。當螺旋角變化時,切削力Fx和Fz的整體趨勢是隨著螺旋角的增大而增大。由圖6可知,在β值在40°以上時,切削溫度持續增高,這是因為隨著螺旋角的增大,切屑與工件的摩擦面積增大,刀具排屑不暢,導致切削熱不能及時隨著切屑的排出而散失,其切削溫度不斷增大。根據上述分析可知,為提高整體加工表面質量,硬質合金立銑刀加工Cr12時螺旋角的合理范圍為35°~45°,其中以40°附近為最優。
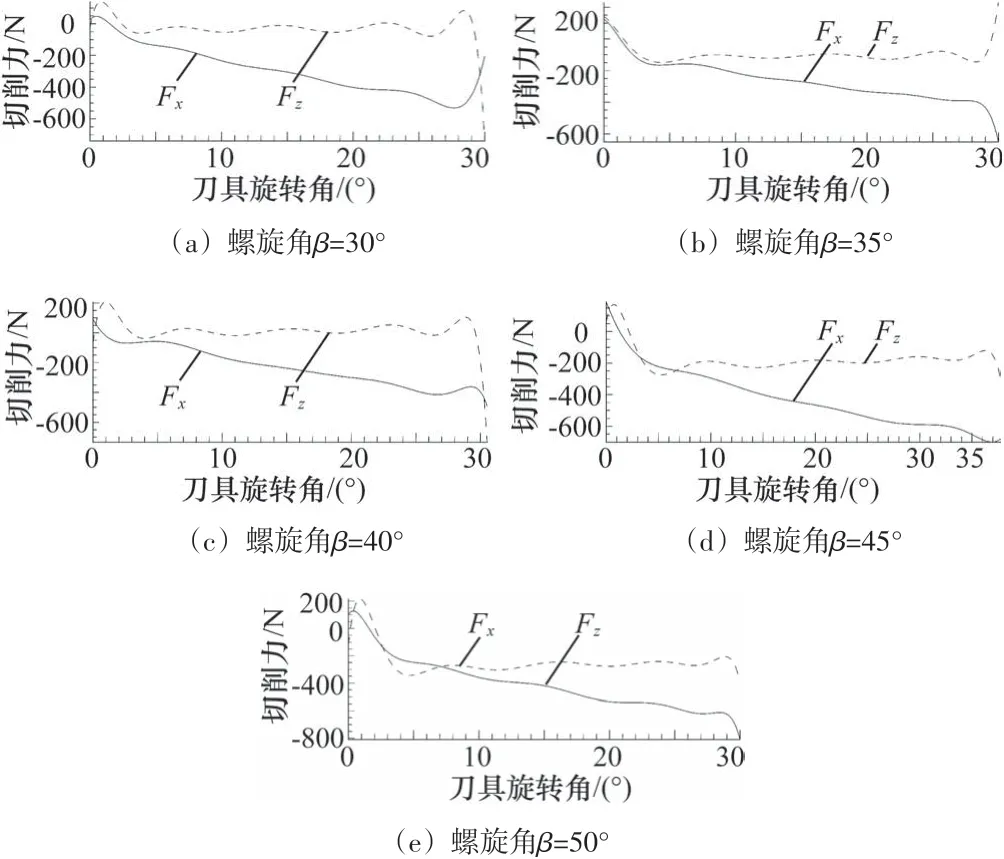
圖5 硬質合金立銑刀加工Cr12時不同螺旋角下Fx和Fz隨刀具旋轉角的變化曲線
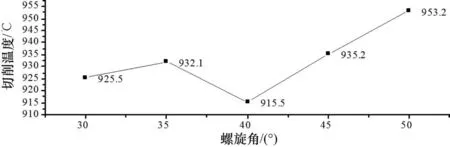
圖6 硬質合金立銑刀加工Cr12時切削溫度隨螺旋角變化曲線
2.3 硬質合金立銑刀銑削Ti-6Al-4V時前角的優化
保持表3中其他參數不變,前角值分別取為6°、8°、10°和12°,仿真結果如圖7和圖8所示。由圖7可知,當螺旋角不變時,切削力Fx的整體趨勢是隨著刀具旋轉角的增大而增大,切削力Fz的整體趨勢是隨著刀具旋轉角的增大先減小后增大。當刀具旋轉角度在0°~25°之間切削力Fz變化較小,但在25°~30°之間發生突變。在前角的范圍8°~10°之間時,切削力Fx由正值突變為負值,即由拉應力突變為壓應力,前角10°以后,曲線中間部分的切削力Fz在0值附近上下波動,工件表層金屬在拉力和壓力反復作用,對加工表面質量是不利的。當螺旋角變化時,切削力Fx和Fz的整體趨勢是隨著螺旋角的增大先增大后減小。由圖8可知,不同前角的立銑刀切削Ti-6Al-4V時,切削溫度逐漸降低,但變化不大,考慮仿真模型的誤差,可認為切削溫度對加工表面質量的影響較小。綜上所述,立銑刀加工Ti-6Al-4V的前角范圍是8°~10°。
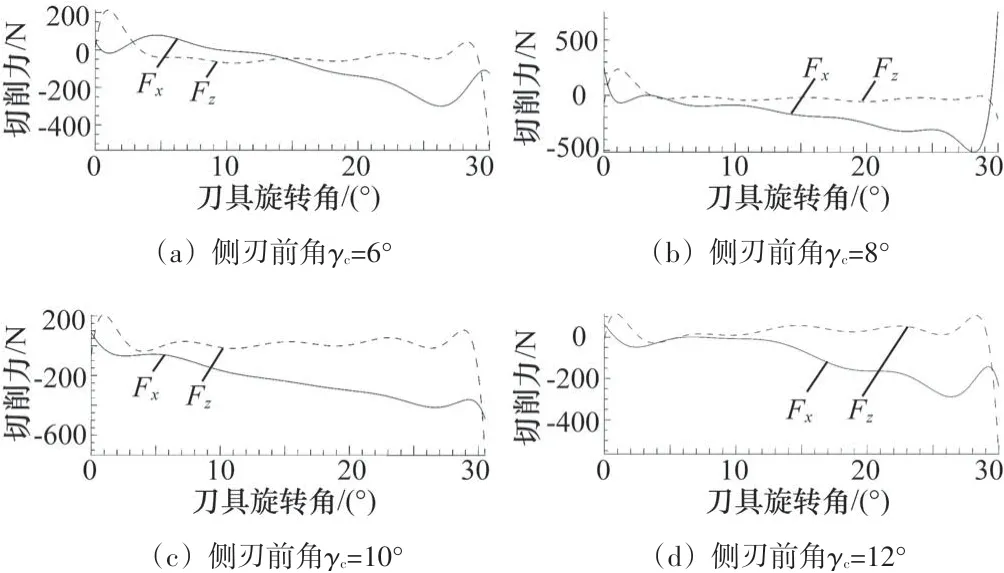
圖7 硬質合金立銑刀加工Ti-6Al-4V時不同側刃前角下Fx和Fz隨刀具旋轉角的變化曲線
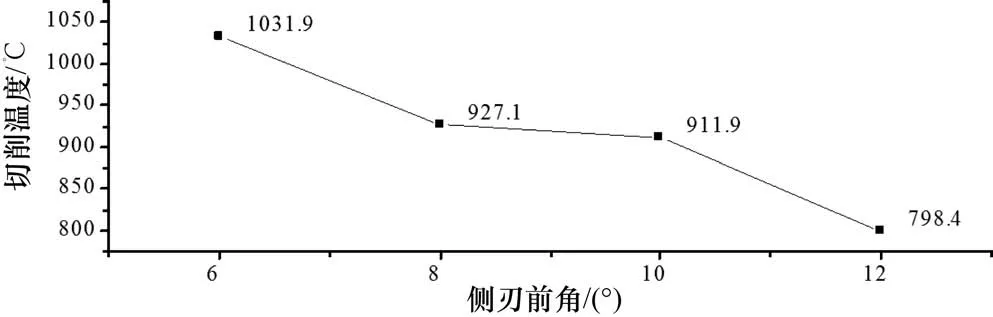
圖8 硬質合金立銑刀加工Ti-6Al-4V時切削溫度隨側刃前角變化曲線
2.4 硬質合金立銑刀銑削Cr12時前角的優化
保持表3中其他參數不變,前角值分別取為5°、10°、15°、20°和25°,仿真結果如圖9~10所示。由圖9可知,當螺旋角不變時,切削力Fx的整體趨勢是隨著刀具旋轉角的增大而增大,切削力Fz的整體趨勢是隨著刀具旋轉角的增大先減小后增大。當刀具旋轉角度在0°~25°之間切削力Fz變化較小,但在25°~30°之間發生突變。在刀具開始切削后,切削力Fx和Fz均為負值,即切削應力從拉應力變為壓應力。當螺旋角變化時,切削力Fx和Fz的整體趨勢是隨著螺旋角的增大先增大后減小。銑刀前角在15°~20°時切削溫度較低,銑刀前角大于20°后,切削溫度上升過大,這是側刃前角過大,導致切屑不易排出,同時切削熱散失條件變差。綜上所述,立銑刀加工Cr12的側刃前角范圍是15°~20°。
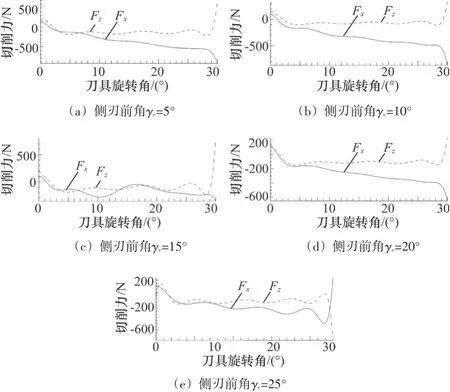
圖9 硬質合金立銑刀加工Cr12時不同側刃前角下Fx和Fz隨刀具旋轉角的變化曲線
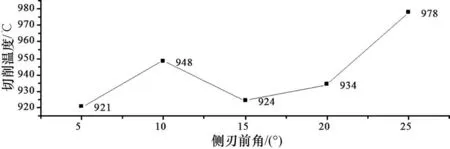
圖10 硬質合金立銑刀加工Cr12時切削溫度隨側刃前角變化曲線
3 結束語
本文利用UG三維建模軟件建立了硬質合金立銑刀切削Ti-6Al-4V和Cr12的三維模型。通過AdvantEdge有限元仿真軟件,完成了兩種材料的本構模型,摩擦模型、系數以及切屑分離準則等設置以及兩種材料的切削仿真過程。以切削過程中的切削力和切削溫度最小為評價標準,對硬質合金立銑刀切削兩種難加工材料的螺旋角和前角進行優選,得到如下結論:
(1)硬質合金立銑刀加工Ti-6Al-4V時螺旋角的合理范圍為40°~45°,前角范圍是8°~10°;
(2)硬質合金立銑刀加工Cr12時螺旋角的合理范圍35°~45°,其中以40°附近為最優,前角范圍是15°~20°。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19