基于常規技術的新型車身套色工藝方案
2021-10-21 09:59:40肖艷肖忠來
電鍍與涂飾 2021年18期
肖艷,肖忠來
(1.江西大乘汽車工業有限公司,江西 撫州 344000; 2.河南平原智能裝備股份有限公司,河南 鄭州 450000)
近年來,隨著汽車市場發展的需求,套色車已成為新的趨勢并越來越多地被采用。套色車能帶來更好的視覺效果,滿足市場個性化的需求,所以許多車廠在涂裝線的規劃方案中都要求具備套色車生產功能,或在已有的車身涂裝生產線上進行改造,以增加套色車生產能力,并且在設計輸入中給出一定的套色車產能比例。但是,在實際的生產組織過程中并不會完全依據設計輸入的產能比例進行套色車的生產。換言之,套色車在實際生產中的產能是一個變量,小于或大于設計輸入的比例都是有可能的。但是目前常規的套色工藝方式(無論是返主線噴涂套色涂層還是轉向另建的專用套色線)的柔性化程度都遠遠無法滿足這種產能變化的需要,亟需尋找一種適應能力更加貼合實際生產需求的套色工藝方式。本文介紹的新型套色工藝方案基本上可以完美地解決這一難題。
1 新型套色工藝方案的工藝路線
1.1 常規套色工藝路線
常規套色工藝路線是按照正常整車噴涂完成后對套色車非套色區域進行遮蔽,然后對套色區域進行打磨、擦凈后,返主線或在專用套色線上進行套色區域的色漆、清漆噴涂,如圖1和圖2所示。

圖1 返主線套色工藝Figure 1 Multi-color painting process based on return to main line

圖2 專用套色線套色工藝Figure 2 Multi-color painting process based on a specialized line
對于返主線套色工藝路線,套色車產能將疊加在主顏色噴漆線上,套色車產量的波動將影響到主顏色噴漆線,使之出現產能不足或產能過剩的現象。
對于專用套色線工藝,套色車產能不再對主顏色噴漆線產生影響,但是套色噴漆線仍然會因為套色車產量的波動而出現產能不足或產能過剩的現象。
現在車廠都是訂單生產,雖然可以通過對生產計劃的調節來緩解,但是無法完全消除這種套色車產能波動的現象,所以采用上述2種傳統的套色工藝路線時出現產能不足或產能過剩的現象均無法避免。
1.2 新型套色工藝路線
新型套色工藝路線是在車身焊縫密封線之后,進入膠烘干室之前增加了一個套色噴漆室,先行完成套色涂層的噴涂,并在膠烘干的同時完成套色涂層固化,在電泳打磨線完成電泳漆膜打磨,套色車在電泳打磨后離線遮蔽(也可根據現場工藝而將遮蔽工位布置在打磨之前),然后與單色車一起進噴漆線完成主顏色噴涂,水分烘干后去除套色區域的遮蔽,與主顏色一同完成清漆噴涂、烘干,如圖3所示。

圖3 新型套色工藝Figure 3 Novel multi-color painting process
該套色工藝貫穿于整體工藝路線之中,當有套色車時,就在虛線標記的工位進行相關作業,無套色車時,這些工位空過即可,所以套色車產能比例多少的變化對涂裝車間全線生產節拍不會產生任何影響。因為遮蔽作業不適合流水線方式,所以采用單工位作業,布置多個單工位即可滿足套色車生產節拍的需要。
2 套色涂料的選用
2.1 套色涂料的選用原則
(1) 工藝適應性強,適用于目前的工藝條件。
(2) 具有良好的噴涂遮蓋力。
(3) 具有優秀的外觀裝飾性。
(4) 具有良好的防護性能。
(5) 免中涂體系的水性或溶劑型套色涂料。
(6) 在環保法規日趨嚴格的要求下,新建生產線選用水性涂料;舊線改造時如果環評允許,可以考慮使用溶劑型涂料。
2.2 套色涂料的開發與測試
2.2.1 套色涂料的開發
目前涂裝車間主要有3C1B、B1B2兩種涂裝工藝形式,根據新型套色方案的工藝布局,重點分析常規工藝與新工藝的差異變化,需要開發一種能夠具備以下功能的專用套色涂料:
(1) 經過密封膠烘干后,可以滿足遮蔽及清漆噴涂作業的要求。
(2) 涂層外觀、物理性能及耐老化性能指標與目前常規車身涂料技術要求一致。
2.2.2 試驗步驟
(1) 準備相應的車身用標準板,隨車身進行電泳。
(2) 準備好套色涂料和主顏色涂料。
(3) 在電泳試板上噴涂套色涂料。
(4) 對噴涂好的套色試板進行烘干(150 °C,15 min)。
(5) 試板冷卻至室溫后進行套色區域的遮蔽工作。
(6) 對試板未遮蔽的區域進行主顏色涂料噴涂。
(7) 將試板預烘干(85 °C,5 ~ 8 min)。
(8) 去除試板套色部分的遮蔽。
(9) 對試板進行2K清漆噴涂。
(10) 烘干(150 °C,30 min)。
(11) 待試板自然冷卻至室溫后進行光澤、硬度、附著力、杯突、抗石擊、耐沖擊性、耐水性、耐潮性、耐氙燈老化、耐酸性、耐堿性等測試。
2.2.3 試驗結果
在整個套色涂料試驗過程中,覆蓋了套色單涂層、套色與主顏色涂層配套性能檢測,結果見表1。
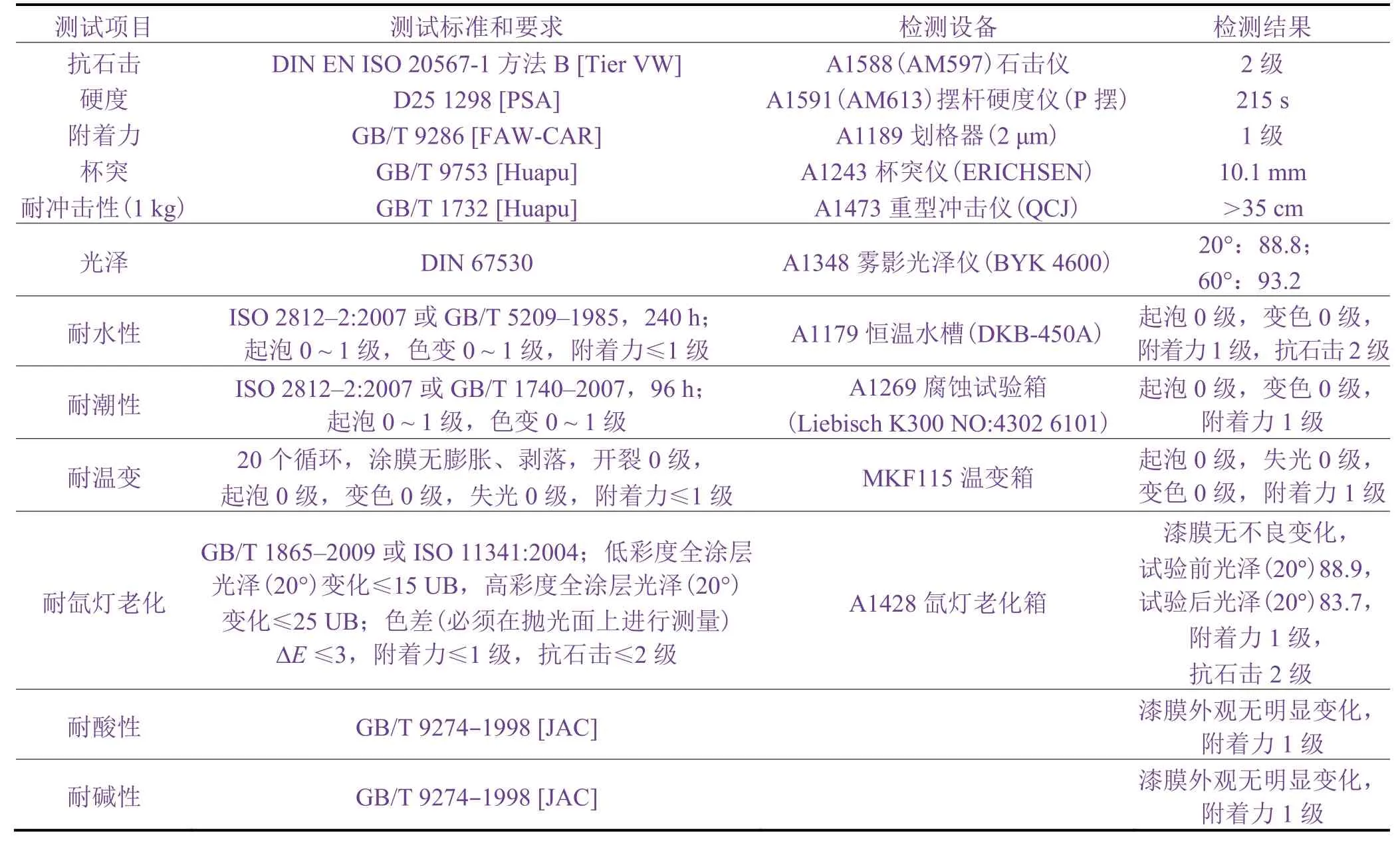
表1 套色試板性能測試結果Table 1 Property test results of multi-color test panel
2.2.4 試驗結論
根據檢測結果,新開發的專用套色涂料在涂層烘干(150 °C,15 min)后再進行清漆噴涂,產品性能滿足車身涂層技術要求。
3 新型套色工藝的設備選型及設計
3.1 需要增加或調整性能的設備
需要增加的設備有以下3種:套色噴漆室,遮蔽作業工位,去遮蔽工位。
需要改進性能的設備只有膠烘干室。
3.2 設備的選型及設計要求
3.2.1 套色噴漆室
圖4所示是在車間一層地面上的設備布置,這是考慮到老車間改造時設備及機器人的載荷問題。新建車間布置在車間二層,與面漆線放在一起。

圖4 套色噴漆室示意圖Figure 4 Schematic diagram of multi-color painting room
這里介紹的套色噴漆室主要是針對懸浮頂(或包含A、C柱)的套色噴涂作業,其他適合本工藝的套色位置可適當調整噴漆室尺寸參數。套色噴漆室的工藝位置在車身密封線之后(若有裙邊膠工位,則套色噴漆室位于裙邊膠工位之后)、膠烘干室之前,其主要包含9個部分。
3.2.1.1 新風送風系統
新風送風量約為30 000 m3/h,新建車間項目建議與噴漆線新風空調共用(雙風機),老車間改造時需要新增全功能段空調。
3.2.1.2 噴漆前擦凈及車門打開工位(長6 m)
用于噴漆前擦凈,套色范圍包含A、C柱時用治具將打開的車門定位(也可選用開門機器人)。
3.2.1.3 噴漆工位(長6 m)
用于套色區域噴涂作業,采用上送風、下排風的方式將過噴漆霧送至漆霧收集過濾區域,其他設計參數與機器人噴漆段相同。
3.2.1.4 檢查及車門關閉工位(長6 m)
用于噴漆后檢查,如果車門是打開狀態,由此工位去除車門固定治具并關閉車門。
3.2.1.5 干式漆霧過濾系統
采用干式漆霧過濾技術,一級漆霧過濾使用紙盒,二級漆霧過濾使用漆霧過濾袋。
3.2.1.6 循環風系統噴漆段采用循環風技術,以節省能源和減少含VOC(揮發性有機化合物)的廢氣處理風量。新風補充比例按照10%設計,約4 000 m3/h。噴漆段采用負壓設計,從兩側的工位直接補充新風。
3.2.1.7 機器人系統
使用壁掛式機器人,若套色范圍沒有包含A、C柱,只是車頂區域,則建議只安裝一臺。噴涂過程建議使用走停方式。
3.2.1.8 輸調漆系統
因為套色用涂料與主顏色涂料不通用,所以要單獨設置輸調漆供應系統。老線建議采用在線側布置衛星站的方式,新線統一設計布置在輸調漆間。
3.2.1.9 廢氣處理系統
廢氣處理系統主要是用于處理噴漆室排出的廢氣風量部分,新建車間在VOC處理系統中統一設計即可,老車間改造時建議使用一臺排廢氣風機直接送至已有的VOC處理系統中,因為風量只有4 000 m3/h,強加進已有的VOC系統中也可以接受。這里需要注意的是套色涂料使用水性漆時廢氣是送往沸石轉輪系統的,使用溶劑漆時則送往RTO(蓄熱式焚燒爐)。對于老車間改造而言,使用溶劑型套色涂料時要注意核對RTO設備是否有余量可以利用,否則要新增RTO設備。
3.2.2 套色遮蔽工位
新型套色工藝中套色車進入套色遮蔽工藝段時已經噴涂了套色,而且在此之前的電泳打磨線已經對所有涂層外觀進行了檢查及打磨,所以只需對套色區域進行遮蔽。遮蔽作業不適合采用連續線方式,因此建議按照單工位設置作業工位,新建車間可以規劃統一完整的作業區,如圖5所示。

圖5 遮蔽工位示意圖Figure 5 Schematic diagram of shielding station
對于老車間改造,單工位方式也便于有效利用現有的車間空余位置來設置遮蔽作業工位。 遮蔽工位數量按照單臺車遮蔽作業時間(本文是15 min)除以節拍來計算。
3.2.3 去遮蔽工位
對于新建車間,建議在水分預烘干的強冷段之后按照產能節拍來設置去遮蔽作業工位,用于去除套色區域的遮蔽材料;對于老車間改造,需要根據現場具體情況來確定,盡量將去遮蔽作業工位布置在水分預烘干強冷段之后,這樣可以降低作業技能要求,條件不允許時也可以將去遮蔽作業工位布置在水分預烘干室之前,只是這樣布置時因為面漆還是濕膜,所以作業技能要求很高,但好處在于可以使用常溫遮蔽材料,降低成本。
3.2.4 膠烘干室
在現在的涂裝車間工藝設計中都有膠烘干工藝,新型套色工藝就是利用這個已有的工藝段同時完成套色烘干的。為滿足套色涂層烘干要求,膠烘干室的工藝參數需要作一些調整:對于新建涂裝車間,膠烘干室建議按照烘干溫度150 °C、烘干時間15 min進行設計;對于老車間改造,針對提升烘干溫度和延長烘干時間進行改造方案設計,原有的爐內熱風循環模式不變。
4 新型套色工藝的優點
4.1 產能柔性化
新型套色工藝中的套色噴涂、遮蔽、去遮蔽等工藝作業是在正常工藝流程中按照節拍完成的,理論上可以做到100%產能都是套色車,而沒有套色車產量時這些與之相關的工位直接跳過即可,不需要在這些工位前后預留緩存區,也不會對相接近的作業線體產生影響。
4.2 設備獨立控制,節省運行費用
與套色相關的能耗設備只有套色噴漆工位,這個工位的送/排風系統的運行獨立于其他生產線,在有套色車產量時開啟,在沒有套色車產量時可以關閉,即便是套色車與單色車間隔通過而不能關閉,其能耗也較低(新風約30 000 m3/h、循環風約40 000 m3/h,廢氣風量4 000 m3/h),與返主線造成的二次過線和另建套色線的能耗相比要低得多。
4.3 設備投資小
只需要增建套色噴漆線(含送/排風、噴漆機器人)、遮蔽作業區和去遮蔽工位,不到專用套色線投資的1/5,而且基本不占用原有車間面積,尤其適合老車間增加套色工藝的改造。
4.4 與常規套色工藝的對比
以涂裝線節拍為40 JPH、生產75%套色車的涂裝車間為例,新型涂裝套色工藝與傳統套色工藝的對比見表2。

表2 新型套色工藝與傳統套色工藝對比Table 2 Comparison between novel multi-color painting process and conventional process
5 結語
涂裝是汽車制造中能耗最高的工藝環節,圍繞國家碳達峰、碳中和的重要戰略目標,汽車涂裝產品既要在外觀上滿足市場需求,又要符合政策、技術發展的趨勢。所以,無論是新建產線或舊線改造,可以基于現有的涂裝工藝技術,根據現場工藝布局及作業要求,協調更多的材料、設備技術資源,共同找到綠色、精益的技術解決方案。
猜你喜歡
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
故事大王(2016年7期)2016-09-22 17:30:08
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
兒童故事畫報(2013年3期)2013-06-24 05:40:30
