混雜復合材料口蓋機械沖擊破壞機理研究
2021-10-21 08:08:00陳威楊周建國張夢濤
兵器裝備工程學報 2021年9期
劉 峰,陳威楊,周建國,張夢濤
(中國民用航空飛行學院航空工程學院, 四川 廣漢 618307)
1 引言
復合材料具有比強度高、比剛度高、可設計性強等優點[1-2]。近年來對各種形式層合復合材料口蓋的研究較多。傳統機械式發射口蓋比較笨重,存在開蓋時間長、配套的動力系統和傳動裝置較為復雜等問題。爆破式發射口蓋在長時間預位狀態下存在火工品過期失效、電氣部件老化等問題[3]。用層合復合材料制作的具有預制薄弱環節的機械沖擊破壞口蓋相對于前述的口蓋具有較大的優勢。DOANE[4]利用玻璃纖維復合材料制作了一種薄膜蓋,可在彈頭的輕微沖擊下開裂為四瓣。周光明等[5-7]研制了多種復合材料發射口蓋。通過改變加貼層的搭接長度和搭接厚度來對薄弱區進行設計優化,實現了沿預設軌跡多瓣開蓋。李緒東等[8]研制了一種平板型復合材料口蓋。通過在環向和徑向設計帶V型凹槽的薄弱區,使得口蓋受到破壞壓力后齊根斷裂成四瓣。魏鳳春等[9]設計制作了一種拓撲自鎖結構的復合材料發射蓋。在內部受到較小沖擊力時解除拓撲互鎖約束,實現開蓋。
一些輕型飛機如SR20配置有全機傘降系統[10],傘降系統中層合復合材料口蓋的設計制造對降落傘牽引彈體的順利發射和傘包拋出有很大的影響。在飛機進行應急拋傘降落后,需要對拋傘口蓋進行維修,恢復結構的適航狀態并保證下次應急拋傘的可靠性。但飛機的相關手冊中并未提供口蓋結構的維修恢復方案,導致傘降后的機體結構只能整體報廢,帶來了較大的經濟損失。為了解決該問題,本研究設計了一種具有預制切口玻璃纖維鋪層的混雜復合材料沖擊口蓋;制作了口蓋試件并進行不同能量的沖擊實驗;使用FASTCAMSA-Z型高速攝像機對沖擊開蓋過程進行了拍攝記錄;建立了混雜復合材料層合口蓋結構的有限元分析模型,對不同能量的沖擊實驗進行了數值模擬,分析了開蓋過程中具有預切口薄弱環節的口蓋結構破壞機理,計算結果和實驗數據基本吻合。
2 沖擊實驗
2.1 口蓋結構材料
選用164環氧樹脂作為基體材料,東麗T300平紋雙向碳纖維布作為口蓋和邊框增強材料,選用南京玻纖院SW100A-100a高強度雙向玻璃纖維布作為具有預制切口薄弱環節的密封鋪層。材料性能參數如表1、表2所示。

表1 碳纖維復合材料性能參數
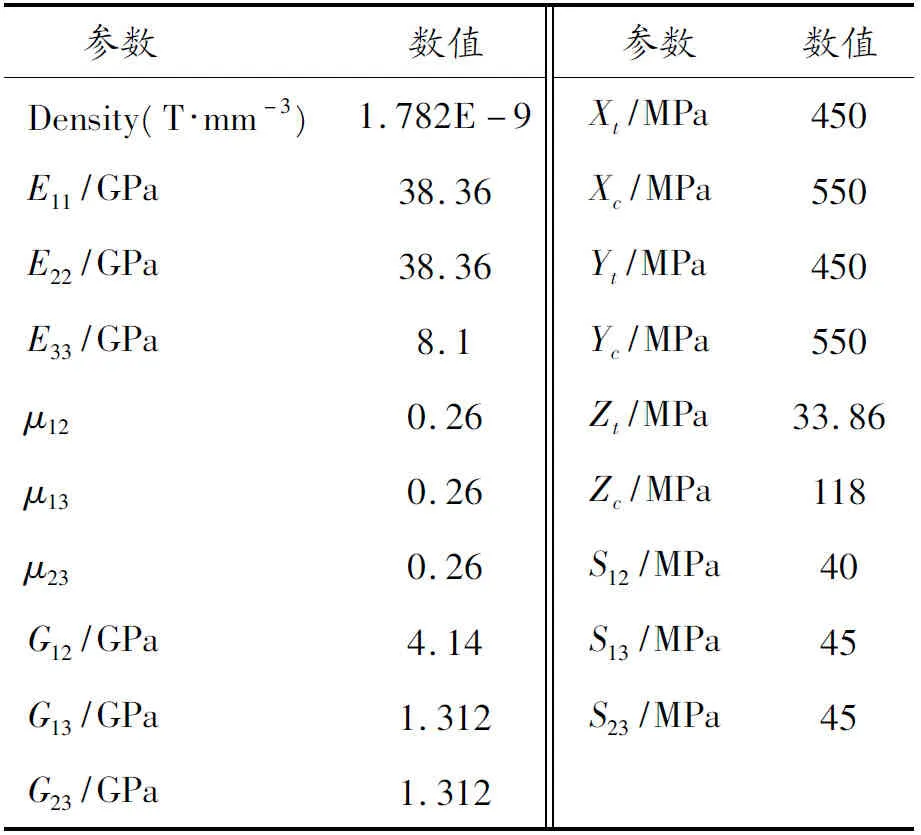
表2 玻璃纖維復合材料性能參數
其中:E為彈性模量;μ為泊松比;G為剪切模量;X、Y、Z為材料各方向拉伸和壓縮強度;S為剪切強度。
2.2 口蓋試件設計與制備
設計了小尺寸口蓋試件,主要尺寸如圖1所示,鋪層結構如圖2所示。邊框外廓尺寸:150 mm×100 mm,口蓋尺寸105 mm×70 mm。邊框和口蓋碳纖維鋪層為[(±45°)/(0°/90°)]S,含薄弱環節的玻璃纖維鋪層為[(0°/90°)]。玻璃纖維層的AD邊材料保持完好狀態,AB、BC、CD邊以等距間隔方式在50%的長度上預制切口薄弱環節,如圖1~圖2中的虛線所示。邊框碳纖鋪層用以模擬機體開口周圍的加強結構,口蓋用碳纖鋪層可以提高剛度,激化玻璃纖維鋪層薄弱環節的應力集中。受沖擊后薄弱環節破壞形成C形開口。沖擊頭材料為Cr12MoV合金鋼,端部加工成直徑16 mm的半球面,質量5.5 kg。
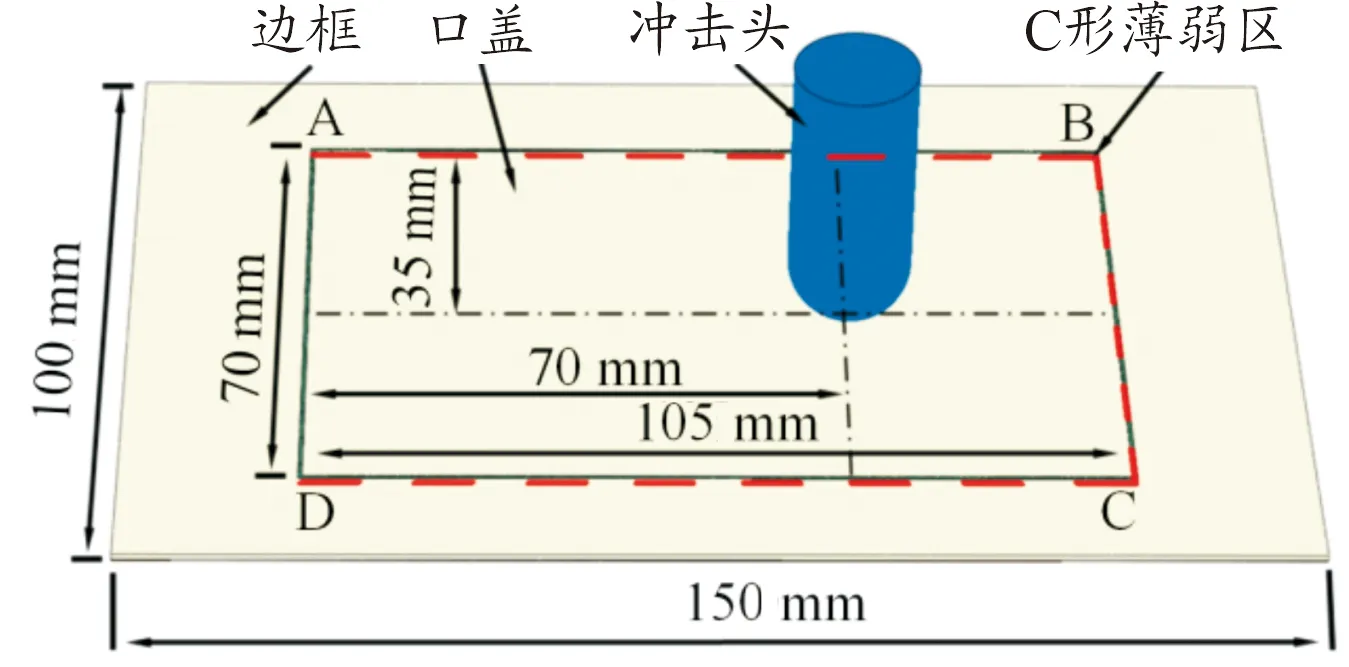
圖1 口蓋試件構型示意圖Fig.1 Cover specimens structure
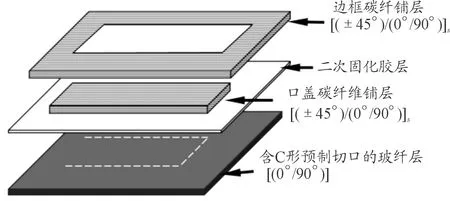
圖2 口蓋試件鋪層結構示意圖Fig.2 Cover specimens laminate configuration
采用濕法施工方式,常溫真空加壓固化工藝制作口蓋試件。將固化成型的碳纖維板使用水刀切割出邊框和口蓋,并與預制好C形薄弱環節的玻纖密封鋪層進行二次固化,由二次固化膠層實現玻纖薄弱切口的密封,從而得到完整的口蓋試件。
2.3 實驗方案
實驗裝置如圖3所示,將口蓋試件放置在具有矩形開口(125 mm×75 mm)的鋼性簡支平臺上,平臺開口略大于口蓋。用4個夾子將試件邊框固定,沖擊頭沿不銹鋼軌道自由落下,沖擊口蓋。沖擊位置如圖1所示。將口蓋試驗件噴上一層白漆增亮以符合高速攝像機的拍攝要求。使用高速攝像機拍攝沖擊開蓋過程。共進行了9組不同沖擊能量的實驗,如表3所示,其中第2組5.5 J沖擊能量是前期數值分析得到的成功開蓋能量閾值。為了對沖擊開蓋過程進行更全面的分析研究,第9組沖擊能量值相對較高,用以分析口蓋被穿透而無法打開的工況。

圖3 實驗裝置場景圖Fig.3 Experimental equipment
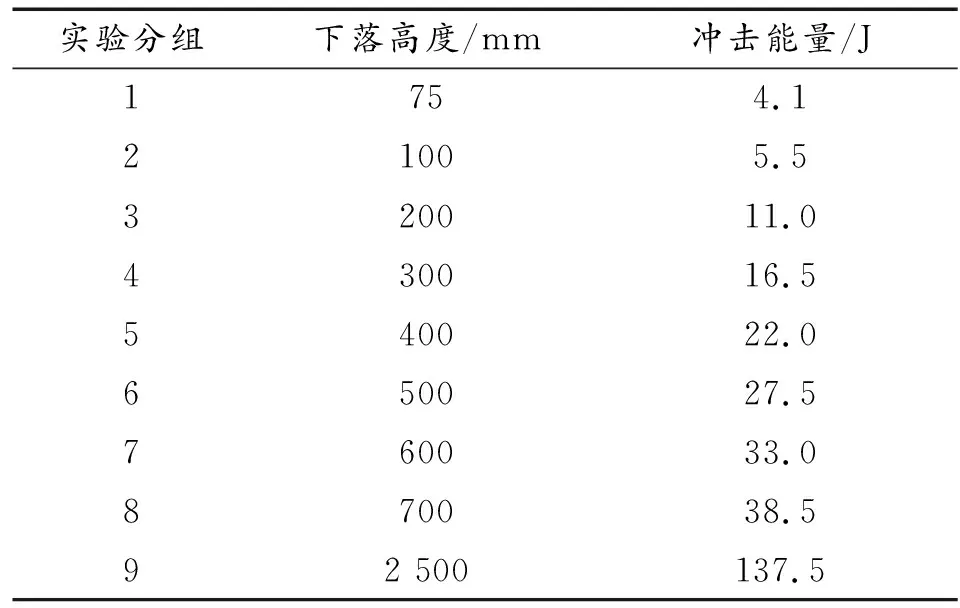
表3 實驗組別Table 3 Experimental group
2.4 實驗結果分析
通過高速攝像機PFV軟件對實驗圖像數據進行后處理,以沖擊頭與口蓋初始接觸的時間點作為沖擊頭位移測量的時間起點,從而得到沖擊頭時間-位移曲線,如圖4所示。位移曲線斜率變化量較小表明沖擊開蓋能量消耗較低。
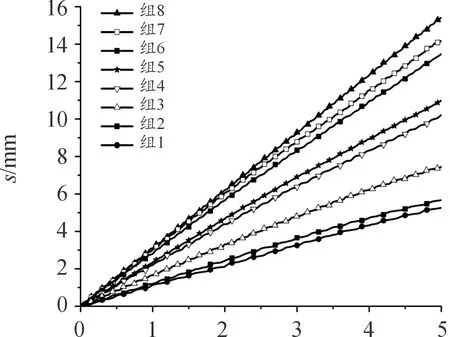
t/ms圖4 時間位移曲線Fig.4 Time displacement curve
口蓋承受沖擊后的狀態有3種,如圖5所示。第1組沖擊未能打開口蓋,通過高速攝像機圖像判斷沖擊頭有反彈現象,如圖5(a)所示。沖擊點背面與C形薄弱區產生了明顯的分層損傷。第2組~第8組沖擊能量適中,口蓋成功地沿著設計的預制C形薄弱環節打開,沖擊點背面形成一個白色分層區域,線狀分布的C形薄弱區發生了纖維的拉伸斷裂、纖維抽離、基體拉伸斷裂破壞,如圖5(b)所示。由于薄弱環節是等距離預制的切口,因此在邊框和口蓋的薄弱區出現了波紋狀分層損傷,符合口蓋薄弱環節設計的應力集中分布規律,如圖5(d)所示。第9組較高能量沖擊導致口蓋被直接貫穿,口蓋未能按照預設薄弱區路徑打開,沖擊處形成了一個孔洞。主要原因是沖擊能量較高,沖擊點出現穿透損傷后降低了薄弱環節區域的應力水平,導致開蓋失敗。但薄弱區范圍內依然存在應力集中造成的損傷,如圖5(c)所示。由實驗可知,沖擊能量在一定的范圍內能夠實現成功開蓋,且口蓋不穿透。能量過小只會造成沖擊點的損傷,無法開蓋;能量過高則會導致口蓋穿透,同樣無法成功開蓋。因此工程中設計口蓋時需要建立有限元模型對沖擊過程進行分析,力求通過數值模擬獲得初步的沖擊開蓋能量閾值,繼而利用小樣本試驗來對分析結果進行驗證,以提高設計效率,降低研制成本。
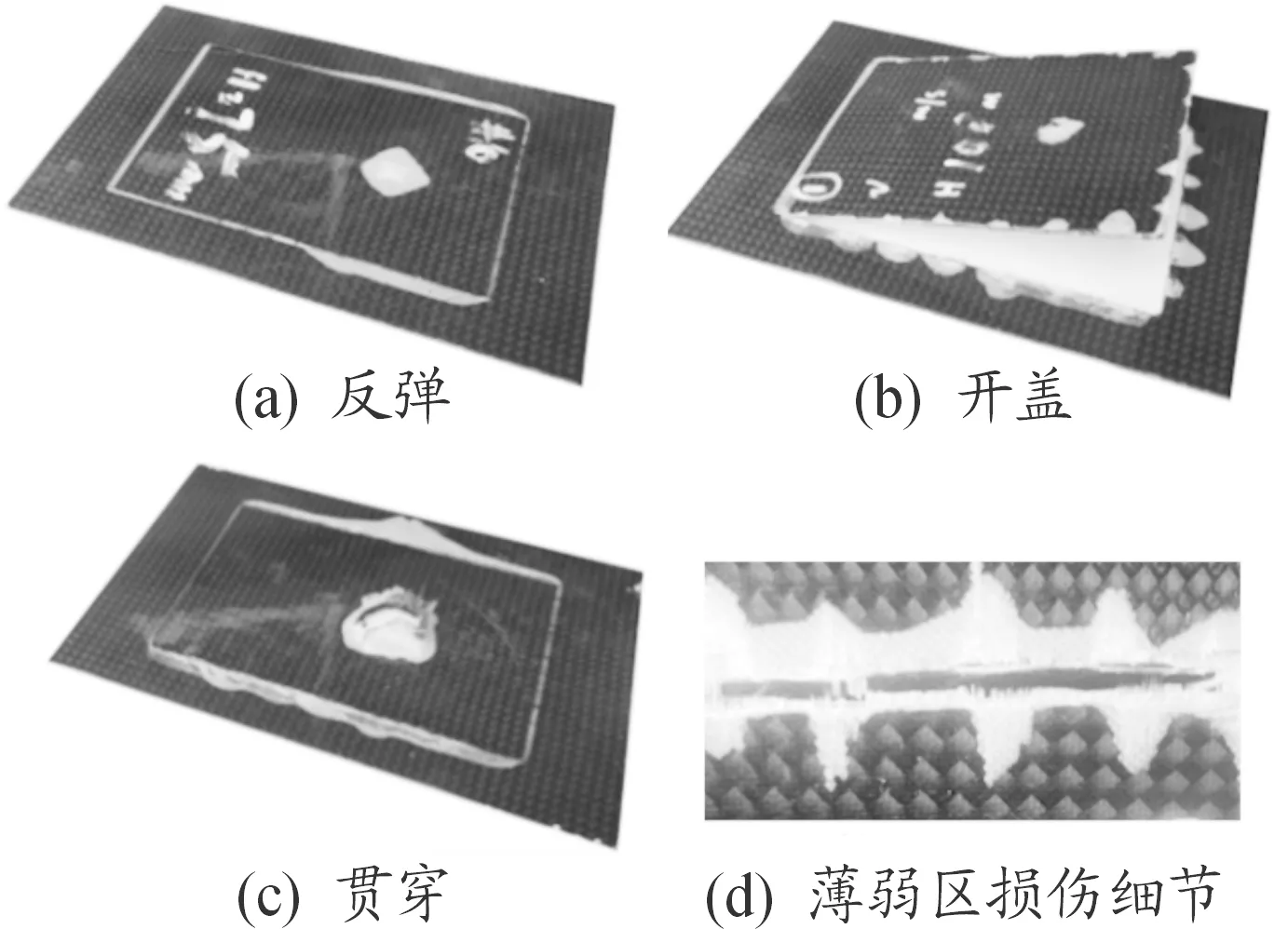
圖5 沖擊后口蓋試件狀態照片Fig.5 The situation of the cover specimens after impact
3 有限元分析
3.1 有限元建模
建立混雜復合材料層合口蓋機械沖擊有限元模型。邊框、口蓋、玻纖鋪層和沖擊頭均采用C3D8R單元(八節點六面體線性減縮積分單元)劃分網格,二次固化膠層采用COHESIVE單元(COH3D8)劃分網格。預制切口位置將對應單元屬性設定為基體。由高速攝像機拍攝的沖擊過程可知沖擊開蓋過程在4 ms以內完成,因此有限元分析時長設定為5 ms,以沖擊頭與口蓋接觸的時間點為計算起點。邊界約束條件為:口蓋在4個夾子固定處的單元約束6個自由度,其余邊框部分的單元只約束線自由度,如圖6所示。
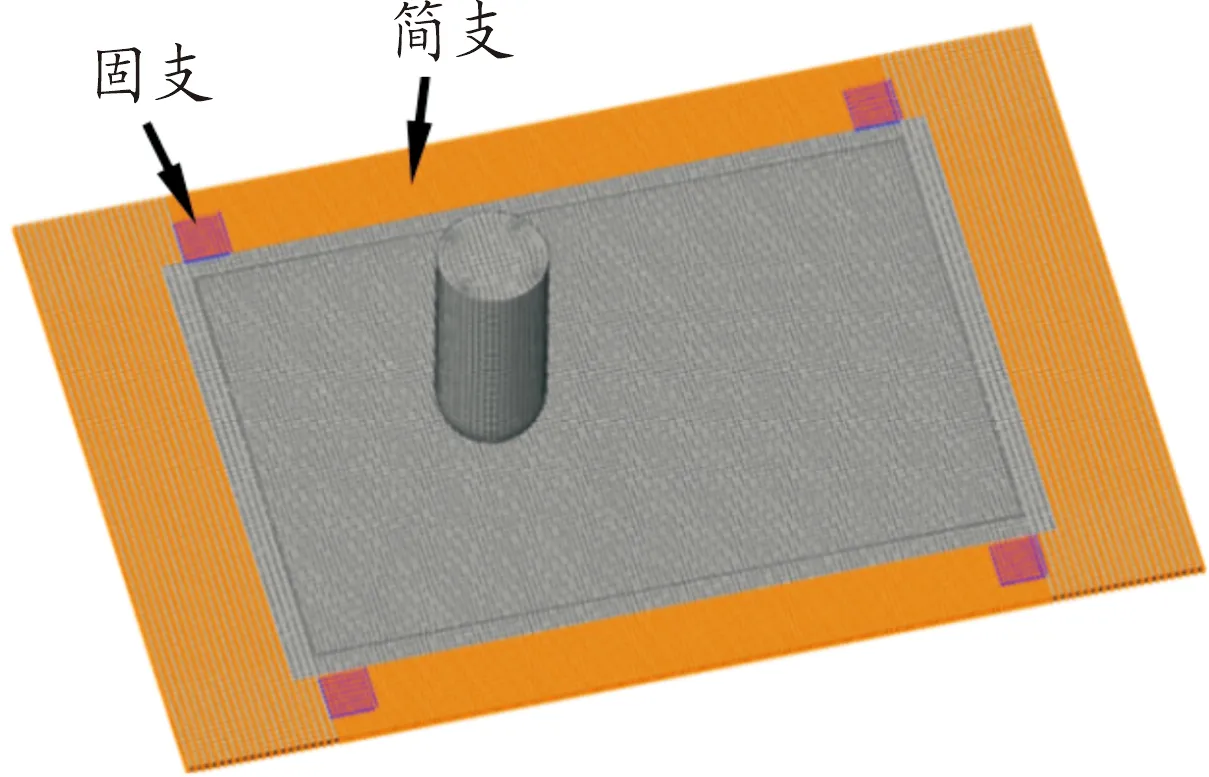
圖6 口蓋試件網格及約束條件示意圖Fig.6 Finite element mesh and constraint condition of the cover specimens
3.2 失效判據
本研究采用HASHIN失效準則[11]來判斷層合復合材料口蓋中纖維的拉伸失效和壓縮失效,失效判據如下:
纖維拉伸失效(σ11>0):
(1)
纖維壓縮失效(σ11<0):
(2)
使用PUCK準則[12]判斷基體的拉伸失效、壓縮失效,失效判據如下:
基體拉伸失效(σ22+σ33>0):
(3)
基體壓縮失效(σ22+σ33<0):
(4)
在式(1)~式(4)式中,σij為各個材料主方向上的應力分量,材料的拉伸和壓縮強度分別用下標t和c表示。X1t、X2t和X3t分別表示3個材料主方向上的拉伸強度。X1c、X2c和X3c分別為3個材料方向上的壓縮強度。S12、S13和S23分別為材料的3個剪切強度。當D≥1時判定材料發生對應的失效模式。纖維拉伸失效時,刪除單元;纖維壓縮失效時,剛度矩陣乘以系數0.17;基體拉伸失效時,剛度系數C11、C22、C33、C12、C23、C13乘以系數0,C44、C55、C66乘以系數0.1;基體壓縮失效時,剛度系數C11、C22、C33、C12、C23、C13乘以系數0.25,C44、C55、C66乘以系數0.625。
使用二次應力準則判斷COHESIVE單元的初始損傷,BENZEGG-AGH-KENANE(BK)準則[13-14]模擬膠層的性能退化。具體的表達形式如下:
二次應力準則:
(5)
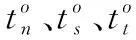
〈tn〉定義為:

(6)
BENZEGGAGH-KENANE(BK)準則:
(7)


表4 COHESIVE單元材料參數

圖7說明了COHESIVE單元在復合損傷模式下的力學響應[15]:在2個垂直坐標平面的非陰影三角形分別代表純拉伸和純剪切變形的響應,中間的陰影三角形表示混合損傷模式的響應。
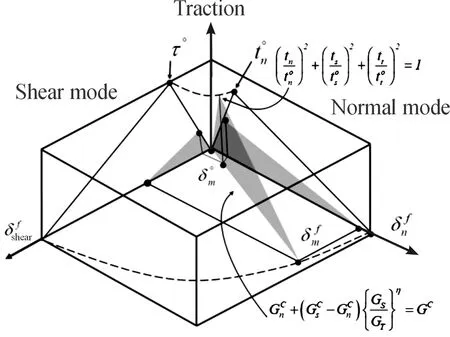
圖7 COHESIVE單元混合損傷模式響應示意圖Fig.7 COHESIVE element mixed damage mode response
3.3 VUMAT計算流程
通過編寫VUMAT子程序實現材料損傷準則的自定義,VUMAT計算流程如圖8所示。
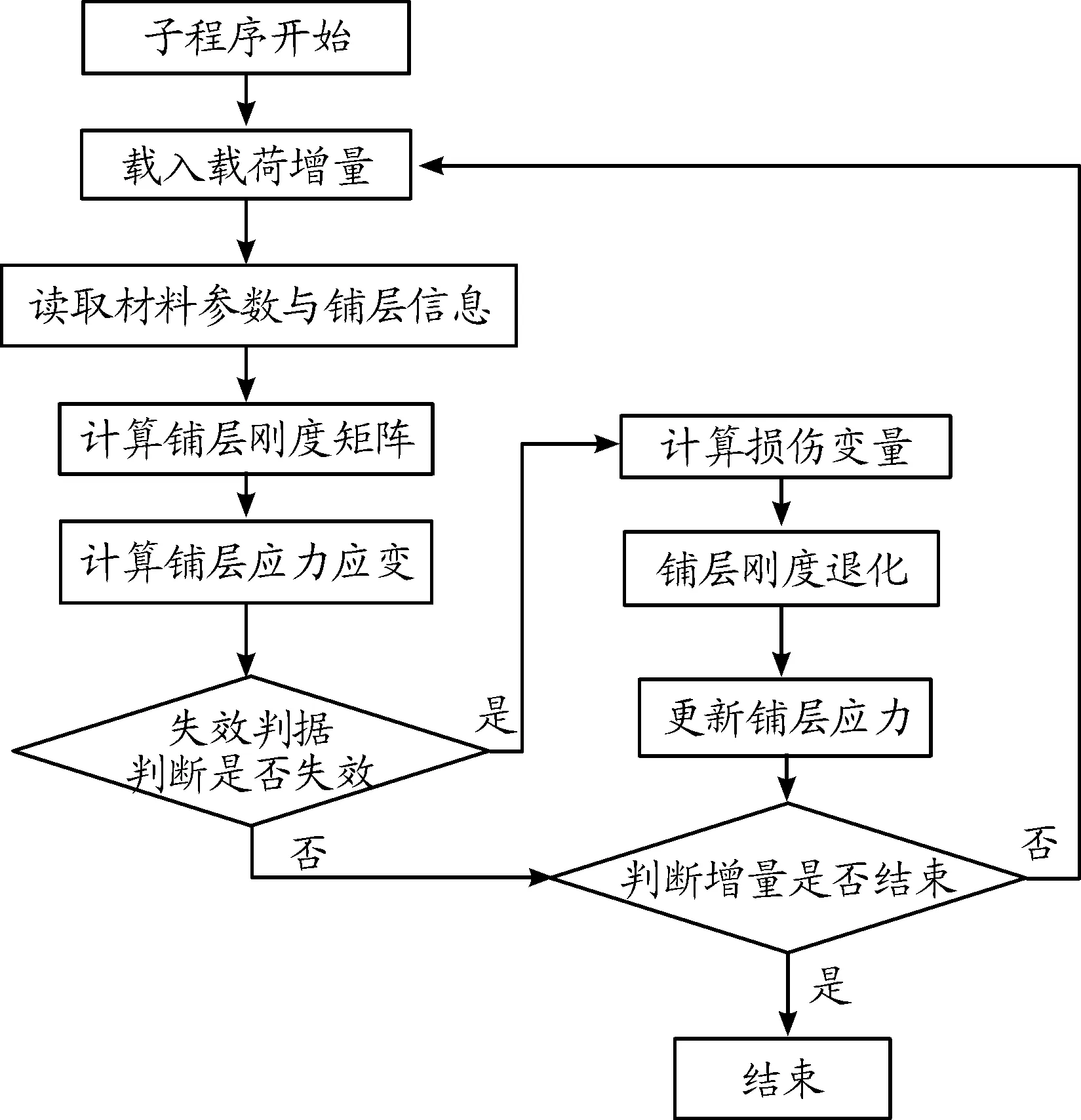
圖8 VUMAT自定義損傷計算流程框圖Fig.8 VUMAT customized damage calculation process
3.4 計算結果分析
通過顯式動力學仿真計算,對整個沖擊過程進行了分析。圖9為第1組~第4組實驗沖擊頭位移/時間曲線與數值計算結果的對比情況,圖10為第5組~第8組實驗沖擊頭位移/時間曲線與數值計算結果的對比情況。高速攝像機數據后處理存在一定誤差,沖擊過程中不可避免存在能量熱耗散,這些因素均會影響數值仿真結果與真實物理過程的吻合度。從其中可以看到,實驗曲線相對于仿真曲線在后半段有一定程度的下降,即數值仿真的系統阻尼低于實際物理過程。第1組~第8組數據在5 ms時的位移誤差分別為7.2%、14.8%、14.4%、4.8%、9.3%、13.4%、15.1%、16.8%。建立的有限元數值分析模型能較為準確地模擬沖擊過程。

圖9 第1組~第4組沖擊頭位移曲線Fig.9 Displacement curve of impact head for groups 1 to 4
圖10 第5組~第8組沖擊頭位移曲線Fig.10 Displacement curve of impact head for groups 5 to 8
第2組沖擊頭速度/時間曲線如圖11(其他組曲線趨勢類似)。沖擊頭速度初始呈現小斜率下降,對應口蓋彈性變形階段;開蓋過程中由于產生了能量耗散,沖擊頭速度呈現分段階梯式下降,對應著薄弱環節的逐步撕裂;同口蓋脫離接觸后沖擊頭保持恒速前進。
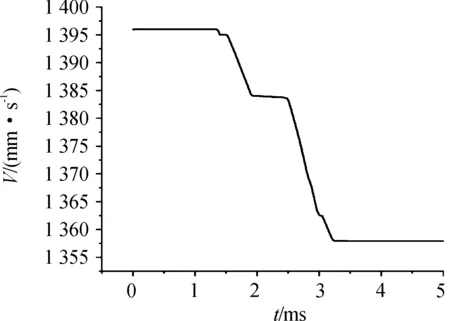
圖11 第2組數值仿真速度-時間曲線Fig11.Group 2 numerical simulation speed-time curve
圖12給出了沖擊能量為33 J時不同時刻的實驗和仿真開蓋狀態:接觸0~1 ms期間口蓋主要產生彈性變形,撓度變大,口蓋薄弱區未產生明顯損傷。接觸1~5 ms期間口蓋沿著C形薄弱區路徑從前往后逐步打開口蓋,在相同的時間點,仿真與實驗的開蓋狀態基本吻合。
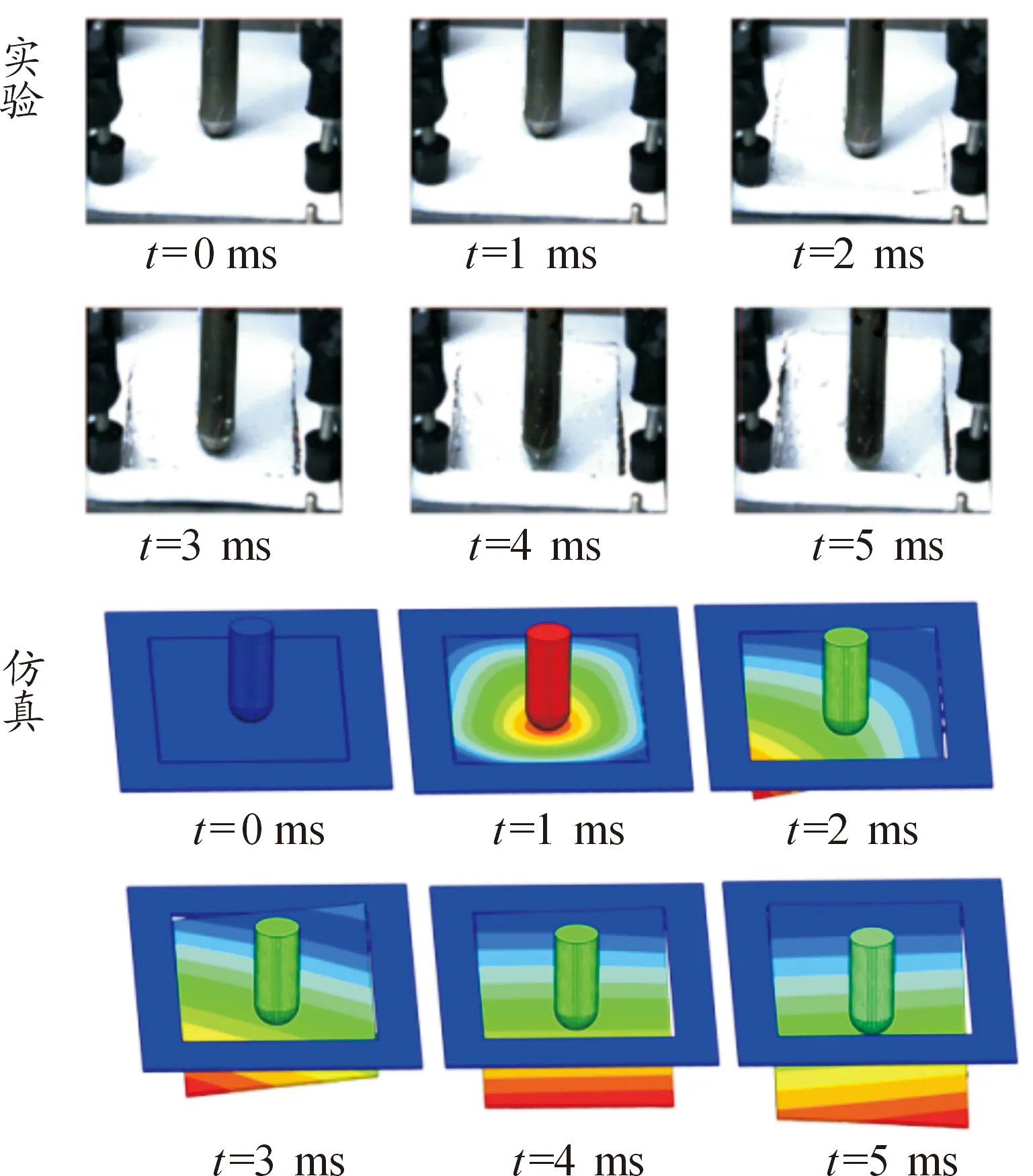
圖12 33 J實驗—仿真沖擊過程示意圖Fig.12 33 J Experiment-simulationimpact process comparison
圖13給出了5 ms時刻,沖擊能量分別為33 J、38.5 J下沖擊點附近區域碳纖口蓋的基體拉伸損傷分布。圖13中心位置白色間隙為VUMAT子程序判定失效而被刪除的單元,單元刪除的標準為纖維拉伸破壞或單元積分點名義主應變大于1.0或小于-0.8,即認為單元在應力作用下發生了嚴重畸變。由圖13可知,沿口蓋厚度方向,距離沖擊接觸表面越遠的鋪層損傷區域越大。沖擊能量增大時,基體拉伸損傷面積也有所增加。因層合復合材料的各向異性特征,復合材料各鋪層的基體拉伸損傷分布各異[16-17]。但損傷區的延展方向與鋪層纖維方向夾角基本為90°,符合單層板的損傷規律。
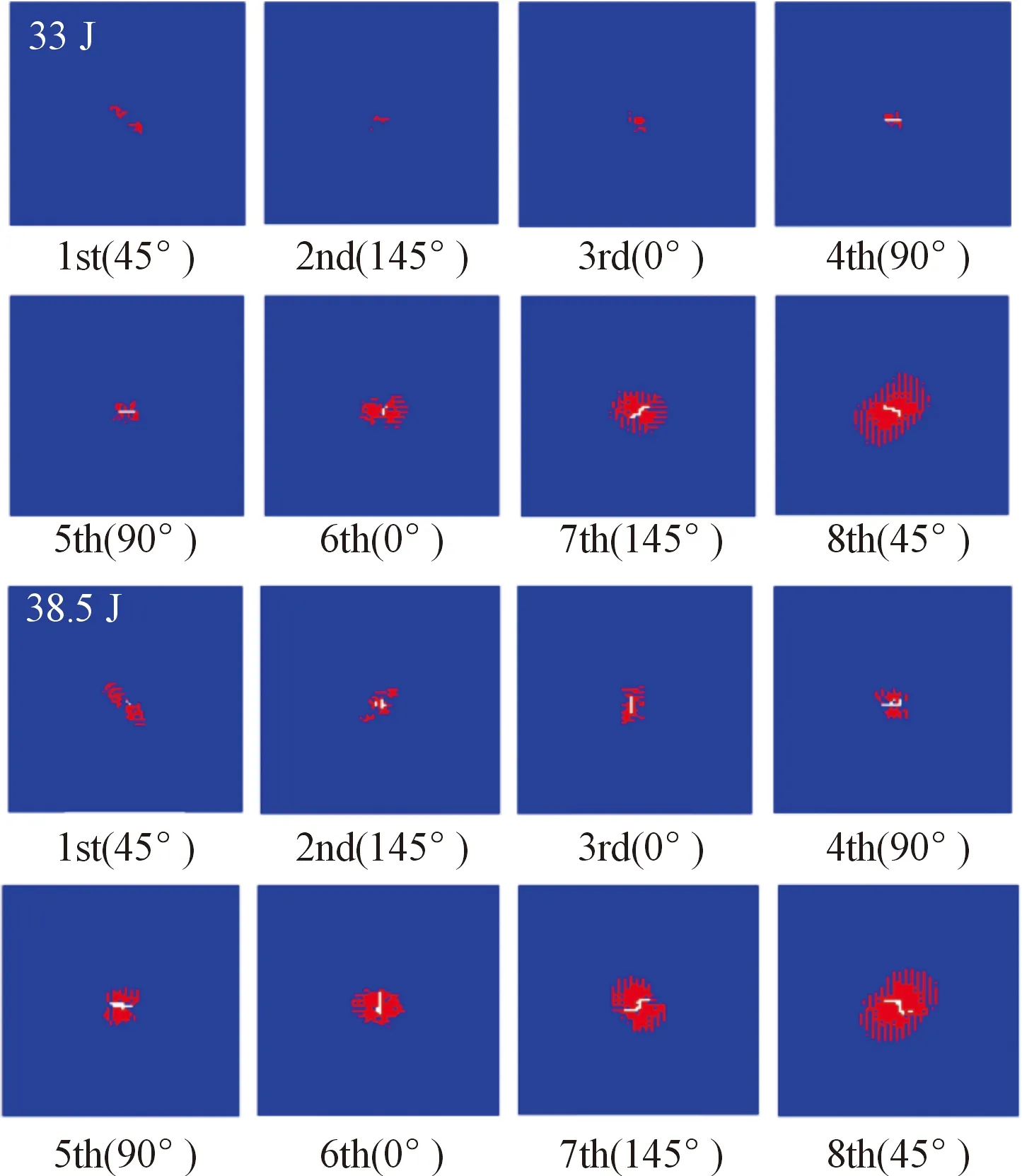
圖13 碳纖層基體拉伸損傷照片Fig.13 Tensile damageof carbon fiber layer matrix
C型薄弱區的纖維和基體起著連接邊框與口蓋的作用,在受到沖擊時薄弱區會產生較為嚴重的應力集中,達到單元損傷標準時子程序會刪除對應單元從而實現開蓋模擬。第2組試件的玻璃纖維鋪層基體拉伸損傷如圖14所示,伸損傷主要集中在C型薄弱區和沖擊點附近區域,與圖5中試件的波紋狀損傷狀態吻合,表明數值分析模型是可靠的。

圖14 玻璃纖維板基體拉伸損傷照片Fig.14 Tensile damage of glass fiber layer matrix
定義膠層剛度退化率SDEG(stiffness degradation)如式(8)所示:
(8)

碳纖維口蓋與玻璃纖維鋪層間的分層損傷主要集中在薄弱區以及沖擊點周圍,由圖15可知:當沖擊能量增大時,距離開蓋邊界較近的薄弱區膠層剛度退化較為嚴重,白色區域為膠層失效被刪除的單元。各組試件計算結果的COHESIVE膠層總損傷面積如圖16所示,由于第1組沖擊未能開蓋,薄弱區附近未產生大量分層損傷,分層損傷面積最小。第2組~第8組中除第5組分層損傷面積有小幅度降低,損傷面積基本穩定在2 750 mm2左右。

圖15 膠層剛度退化云圖Fig.15 Stiffness degradation cloud map of adhesive layer

圖16 分層損傷面積直方圖Fig.16 Delamination damage area
圖17~圖18為成功開蓋的第2組~第8組試件沖擊頭接觸面所有節點接觸壓力的合力CFNM(magnitude of total force due to contact pressure)隨時間變化的曲線。圖19給出了各組試件沖擊頭與口蓋的接觸時間。由圖可知,0~0.5 ms階段,口蓋發生了彈性變形,CFNM快速上升至50N后呈現小幅波動狀態。從0.5 ms開始,CFNM快速上升達到峰值,此時口蓋薄弱環節開始撕裂;之后載荷迅速下降,此時預制薄弱環節開始順序撕裂,口蓋進入了快速開蓋過程;最終沖擊頭與口蓋脫離,CFNM下降到零。隨著沖擊能量增大,第2組~第5組沖擊接觸時間逐漸減少,但CFNM峰值差異不大。這表明能量越高,開蓋速度越快,但開蓋的臨界CFNM是基本恒定的。距離沖擊點位置越遠的薄弱區,載荷越低,由此實現了按照預定路徑開蓋。第6組~第8組試件出現了沖擊頭與口蓋的二次接觸,主要原因是沖擊初期存儲在口蓋結構中的彈性勢能釋放導致沖擊頭與口蓋出現首次脫離,之后仍處于運動狀態的沖擊頭與口蓋發生了二次接觸,口蓋完全打開后再次脫離。
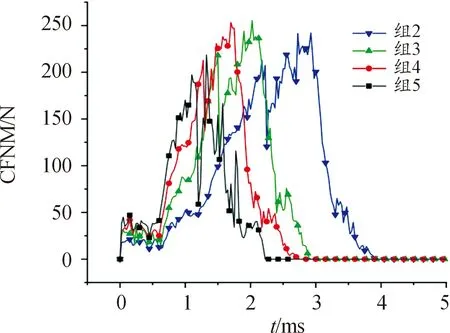
圖17 CFNM-時間關系曲線Fig.17 CFNM-time curve

圖18 CFNM-時間關系曲線Fig.18 CFNM -time curve
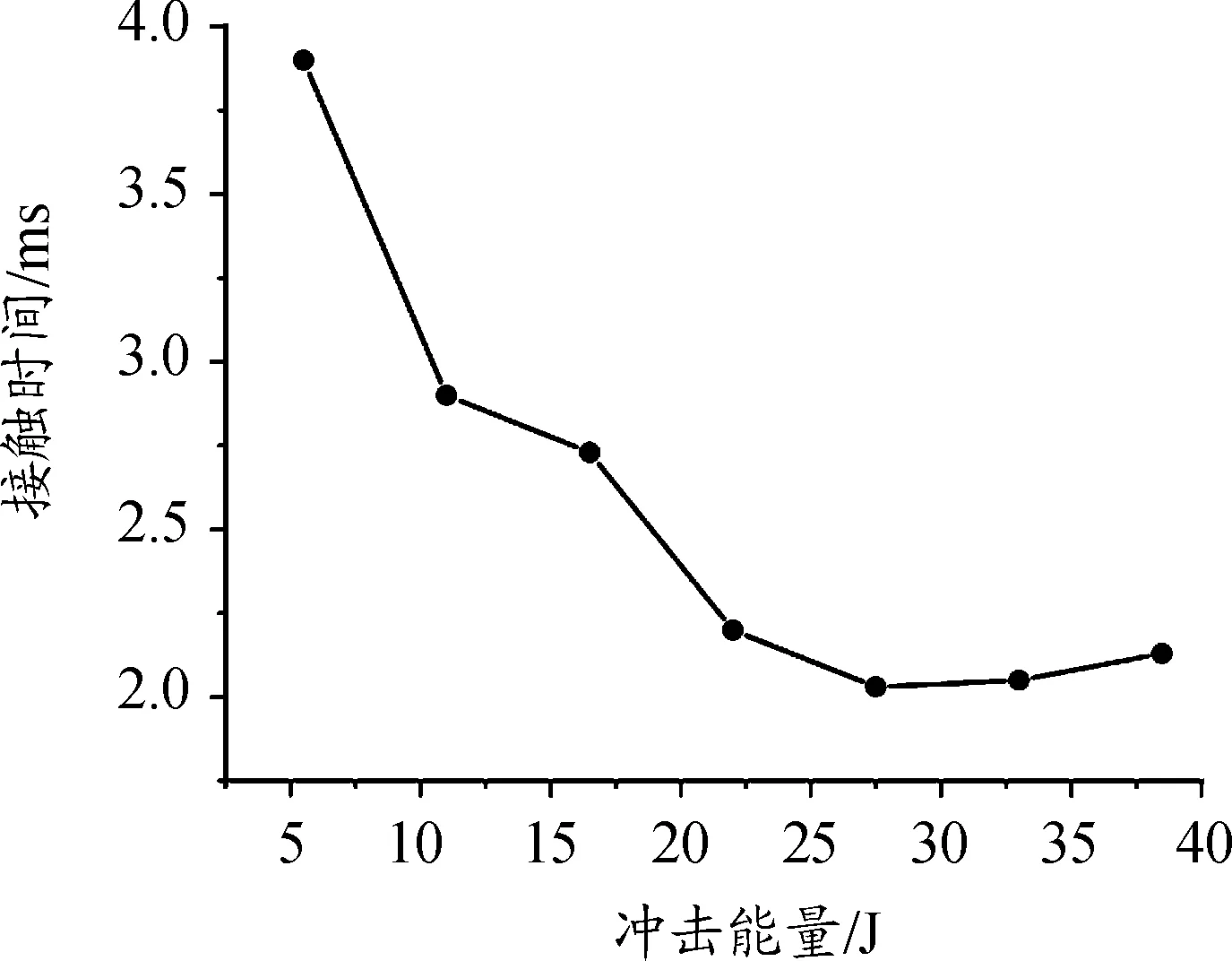
圖19 沖擊接觸時間曲線Fig.19 Impact contact time curve
圖20所示為不同初始沖擊能量下,沖擊頭在開蓋過程中的動能耗散值,其數值為計算結果中沖擊頭初始動能與脫離接觸后的動能之差。由圖20可知,不同初始能量下,開蓋過程中消耗的動能不同;初始動能與動能損耗間呈現非線性特征。
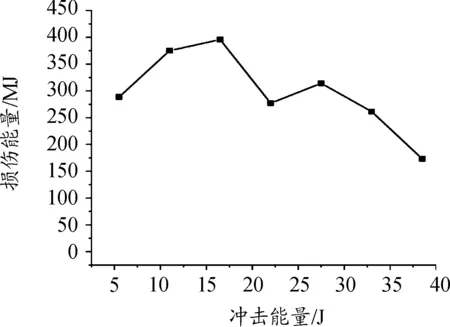
圖20 第2組~第8組沖擊頭動能損耗Fig.20 Impact heads Dynamic energy dissipation for 2 to 8 groups
纖維增強型復合材料承受高速沖擊時破壞模式對應變率具有較高的敏感性[18],為了對口蓋被沖擊頭穿透但未按預制薄弱環節打開的情況進行分析,在第9組實驗中采用了較高的沖擊能量。沖擊過程中破壞模式發生了變化,由拉伸破壞為主轉變為拉伸與剪切混合破壞模式[19]。沖擊產生的應力還沒來得及使口蓋薄弱區的纖維因應力集中發生拉伸斷裂損傷,沖擊頭即已率先貫穿口蓋,隨后沖擊接觸力下降導致開蓋失敗。由于本文有限元分析模型本構中沒有考慮應變率的影響,且高速攝像機圖像后處理存在一定的誤差,第9組實驗沖擊頭位移/時間曲線與數值計算結果誤差相對較大,如圖21所示,5 ms時誤差為22.4%。但貫穿口蓋形貌基本相似,如圖22所示。

圖21 時間位移曲線Fig.21 Time displacement curve

圖22 貫穿損傷照片Fig.22 Penetrate damage
由上分析可知,在口蓋設計時首先需建立初始的計算模型,對開蓋能量閾值進行估算。之后再通過有限的試驗對開蓋能量進行驗證,從而修正有限元分析模型。最終通過分析獲得開蓋的能量范圍,防止出現沖擊頭反彈或口蓋貫穿,保證能夠沿著預制的薄弱環節成功開蓋。
4 結論
1) 對于在玻璃纖維密封層預制切口薄弱環節的口蓋,沖擊能量低于開蓋閾值時,沖擊頭會反彈,開蓋失敗;沖擊能量高于開蓋閾值且低于貫穿閾值時,能夠成功沿預制薄弱環節開蓋;沖擊能量高于貫穿閾值時,口蓋被穿透,開蓋失敗。
2) 在成功開蓋的沖擊能量范圍內,沖擊能量越高,沖擊頭與口蓋的接觸時間越短,接觸壓力的合力最大值有下降趨勢。
3) 通過在玻璃纖維密封層上預制切口薄弱環節,并將沖擊點置于初始開口附近,可以使薄弱環節按照預定路徑破壞,實現成功開蓋。
4) 以等間距方式在50%長度的開蓋路徑上預制切口薄弱環節,開蓋能量閾值為5.5 J,成功開蓋的試驗組中沖擊頭位移計算值與試驗值的最大誤差為16.8%,開蓋過程與試驗結果基本吻合,本文的口蓋沖擊有限元模型能夠較為可靠地對沖擊物理過程進行模擬。
5) 沖擊能量過高時,沖擊壓力的合力在口蓋貫穿后迅速下降,導致薄弱環節峰值應力較低,開蓋失敗。
猜你喜歡
建材發展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
機械工程師(2015年10期)2015-02-02 01:14:03
應用化工(2014年10期)2014-08-16 13:11:29
機電產品開發與創新(2014年4期)2014-03-11 16:42:24