改善冷軋罐體料離線厚度偏差措施的研究
2021-10-20 12:51:34閆學(xué)良
有色金屬加工 2021年5期
關(guān)鍵詞:測(cè)量
閆學(xué)良
(龍口南山鋁壓延新材料有限公司,山東 龍口 265706)
1 罐體料厚度偏差介紹
南山鋁板帶事業(yè)部冷軋廠于2008年開始生產(chǎn)罐體料,其中罐體料的一個(gè)重要質(zhì)量指標(biāo)是厚度偏差,厚度偏差要求非常嚴(yán)格且偏差范圍小。罐體料厚度偏差分為在線厚度偏差和離線厚度偏差。對(duì)于在線厚度偏差的控制精度取決于冷軋機(jī)厚控系統(tǒng),厚度控制采用了先進(jìn)的質(zhì)量流、厚度反饋、厚度前饋、速度前饋等多種手段,出口厚度受來料厚度變化和軋機(jī)加、減速變化的影響小,厚度控制精度高。而離線厚度偏差是實(shí)驗(yàn)室檢測(cè)厚度和產(chǎn)品生產(chǎn)過程中設(shè)定的目標(biāo)厚度之間的差值,這種差值來源于實(shí)驗(yàn)室取樣誤差、稱重誤差、測(cè)厚儀偏差。
本文主要從冷軋機(jī)上所用IMS測(cè)厚儀的基本原理和測(cè)量厚度的影響因素著手,然后針對(duì)IMS測(cè)厚儀的特性和實(shí)際生產(chǎn)過程中積累的經(jīng)驗(yàn),分析罐體料離線厚度偏差產(chǎn)生的原因和改善措施。
2 IMS測(cè)厚儀的測(cè)量原理、測(cè)量過程及影響因素
(2)測(cè)厚儀厚度測(cè)量結(jié)構(gòu)如圖1所示。
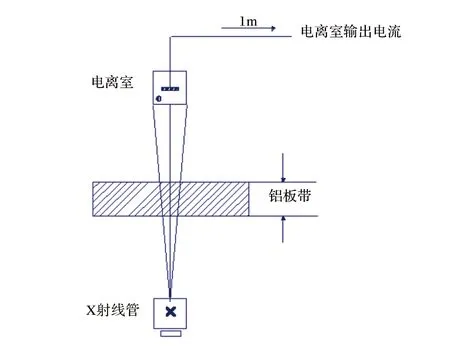
圖1 測(cè)厚儀厚度測(cè)量結(jié)構(gòu)圖
IMS測(cè)厚儀是利用X射線管在高壓下產(chǎn)生X射線,X射線通過發(fā)射窗口發(fā)出,穿過被測(cè)物體(鋁板帶),其中一部分射線被鋁板帶吸收,沒有被吸收的射線到達(dá)電離室。電離室測(cè)量接收到的X射線強(qiáng)度并產(chǎn)生電離電流(測(cè)量信號(hào)),電離室接收X射線強(qiáng)度的多少與帶材的厚度有對(duì)應(yīng)的關(guān)系,因此通過電離室的輸出電流和鋁板帶的特性可以通過公式計(jì)算出鋁板帶的厚度。
影響測(cè)量的不變量因素有:放射源和接收源之間的距離、能量、放射源類型、接收器類型、響應(yīng)時(shí)間、校準(zhǔn);影響測(cè)量的變量因素有:射線通路上的氣隙溫度、材料溫度、合金成分、射線通路上的雜質(zhì)、材料表面的雜質(zhì)、材料的位置。
(3)部分變量因素對(duì)厚度測(cè)量的影響[2]。射線通路上的氣隙溫度,氣隙溫度每變化10℃,引起1.2μm的測(cè)量偏差,空氣溫度升高,產(chǎn)生負(fù)偏差,溫度降低,產(chǎn)生正偏差;帶材溫度,材料溫度每變化100℃,引起0.5%的厚度變化量;帶材表面的油,每100μm的油相當(dāng)于6μm的鋁;材料位置,軋制線偏差±10mm引起±0.05%的厚度偏差。
3 前期對(duì)罐體料偏差控制的改善過程
冷軋廠自罐體料生產(chǎn)以來,對(duì)厚度偏差要求十分嚴(yán)格,時(shí)刻圍繞著如何減小測(cè)量厚度和實(shí)際厚度偏差這個(gè)問題進(jìn)行研究。通過對(duì)IMS測(cè)厚儀特性的了解和實(shí)際生產(chǎn)數(shù)據(jù)的統(tǒng)計(jì),測(cè)厚儀的測(cè)量精度不可避免地受到如X光源穩(wěn)定性、合金成份、帶材位置、測(cè)量窗口污染等因素的影響,前期對(duì)于測(cè)厚儀厚度偏差控制主要從帶材溫度、合金成分、氣隙溫度、測(cè)量窗口污染方面進(jìn)行改善。
(1)對(duì)于帶材溫度變化引起的誤差。由于溫度升高,帶材熱脹冷縮,密度降低,因此帶材對(duì)X射線的吸收能力降低,引起在線測(cè)量的厚度薄于實(shí)際厚度,通過厚控系統(tǒng)的調(diào)節(jié),軋制后的卷材厚度偏厚。對(duì)于這一因素IMS測(cè)厚儀有著固定的線性補(bǔ)償模型,即帶材溫度每升高100℃,測(cè)厚儀測(cè)量鋁帶材大約產(chǎn)生0.5%的厚度偏差。在實(shí)際生產(chǎn)過程中,帶材溫度直接關(guān)聯(lián)于生產(chǎn)工藝過程的某些參數(shù),其中主要的三個(gè)因素是入口料溫、帶材速度和壓下量。由于生產(chǎn)罐體料成品道次的料溫穩(wěn)定在150℃~160℃,而IMS系統(tǒng)中默認(rèn)的帶材溫度是20℃,根據(jù)計(jì)算,罐體料成品會(huì)產(chǎn)生約1.5μm的離線厚度偏差。為消除離線厚度偏差,在測(cè)厚儀系統(tǒng)人機(jī)界面中手動(dòng)輸入帶材溫度(圖2),從而有效補(bǔ)償帶材溫度引起的厚度偏差。
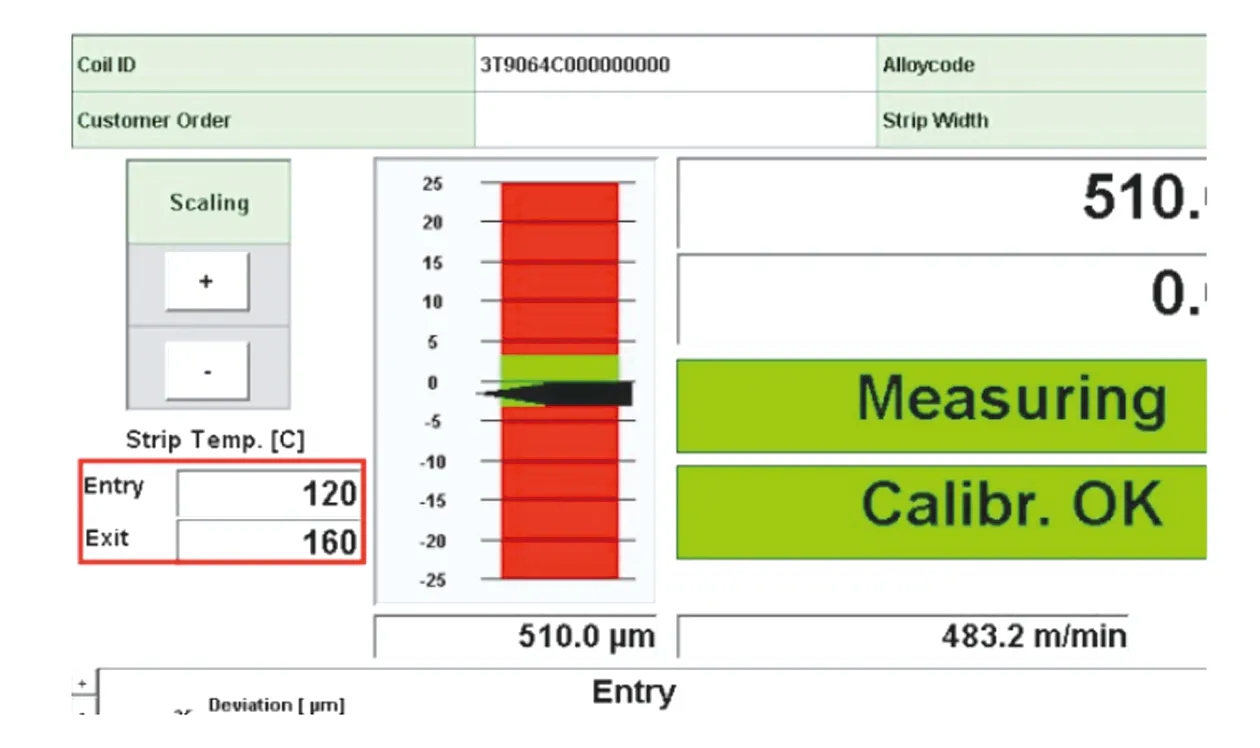
圖2 入、出口帶材的溫度輸入
(2)對(duì)于合金成分引起的誤差。根據(jù)熔鑄廠提供每爐料的化學(xué)成份,為每爐料設(shè)定一個(gè)合金編號(hào),人工輸入合金成份,以求盡量減小合金成分引起的厚度偏差。通過取樣對(duì)合金成分的再次校準(zhǔn)測(cè)量,大部分合金成分引起的偏差基本在1μm以內(nèi)。統(tǒng)計(jì)實(shí)驗(yàn)室厚度測(cè)量數(shù)據(jù)結(jié)果,實(shí)際生產(chǎn)成品的實(shí)驗(yàn)室測(cè)量厚度總是大于測(cè)厚儀在線設(shè)定厚度,通過使用測(cè)厚儀多次對(duì)實(shí)驗(yàn)室樣片進(jìn)行厚度測(cè)量,得出實(shí)驗(yàn)室稱重?cái)?shù)據(jù)和測(cè)厚儀測(cè)量數(shù)據(jù)存在約0.8μm的恒定偏差。對(duì)于實(shí)驗(yàn)室和測(cè)厚儀之間存在的恒定偏差,通過在測(cè)厚儀系統(tǒng)中對(duì)3xxx系合金罐體料設(shè)定固定的補(bǔ)償系數(shù)來消除這一恒定偏差,如圖3所示。
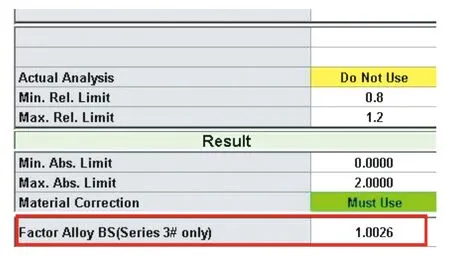
圖3 3xxx系合金罐體料補(bǔ)償系數(shù)
(3)對(duì)于氣隙溫度引起的測(cè)厚儀偏差。測(cè)厚儀的氣隙溫度變化和諸多因素有關(guān),比如軋機(jī)是否連續(xù)軋制、周圍環(huán)境溫度、入口料溫、壓下量、合金、軋制速度等都會(huì)引起氣隙溫度的變化,因此氣隙溫度的變化過程非常復(fù)雜。根據(jù)不同的情況,有時(shí)入口測(cè)厚儀氣隙溫度升高,有時(shí)出口溫度升高。整卷溫升有時(shí)高有時(shí)低,一般在從10℃~30℃之間變化,而且同一臺(tái)測(cè)厚儀上下窗口的溫度有時(shí)存在很大差別。氣隙溫度變化的復(fù)雜性和不確定性,就必須要求測(cè)厚儀測(cè)量系統(tǒng)中對(duì)整個(gè)溫度變化范圍的補(bǔ)償都是準(zhǔn)確的,否則不僅影響成品厚度,而且還會(huì)引起整卷厚度的不均勻性。在測(cè)厚儀系統(tǒng)中溫度變化的補(bǔ)償系數(shù)和厚度偏差不是線性的,它和X射線測(cè)厚儀的測(cè)量范圍和實(shí)際溫度變化范圍相關(guān)聯(lián)。通過觀察氣隙溫度的變化趨勢(shì)和實(shí)際的厚度測(cè)量結(jié)果,比對(duì)實(shí)驗(yàn)室稱重測(cè)量結(jié)果,反復(fù)調(diào)整每臺(tái)測(cè)厚儀的氣隙溫度補(bǔ)償系數(shù)(圖4),最終實(shí)現(xiàn)對(duì)測(cè)厚儀氣隙溫度變化的準(zhǔn)確補(bǔ)償。

圖4 氣隙補(bǔ)償系數(shù)
(4)對(duì)于測(cè)量窗口污染引起的測(cè)厚儀偏差。盡管測(cè)厚儀C型架具備吹掃裝置,鋁板帶軋制過程中軋制油及其他油污不可避免地會(huì)附著到射線窗口和電離室窗口,當(dāng)附著的雜質(zhì)較多時(shí)會(huì)對(duì)測(cè)厚儀的測(cè)量精度造成一個(gè)固定的影響[3]。為消除油污等雜質(zhì)對(duì)測(cè)量精度的影響,現(xiàn)場(chǎng)每天每班次進(jìn)行一次射線和電離室窗口的油污擦拭,在無帶材的情況下進(jìn)行一次預(yù)吸收標(biāo)定,通過標(biāo)準(zhǔn)板的測(cè)量將系統(tǒng)重新標(biāo)準(zhǔn)化,標(biāo)準(zhǔn)化完成后再次進(jìn)行CS校正,系統(tǒng)自動(dòng)記錄校正結(jié)果。因此,利用軋機(jī)換輥、清過濾器期間對(duì)測(cè)厚儀射線和探測(cè)器窗口進(jìn)行清潔維護(hù),來保證測(cè)厚儀系統(tǒng)的測(cè)量精度。
4 對(duì)罐體料偏差控制進(jìn)一步改善過程
目前國內(nèi)鋁板帶生產(chǎn)廠家較多,客戶對(duì)3xxx系罐體料厚度的要求越來越高。自2019年以來,冷軋廠在生產(chǎn)罐體料過程中發(fā)現(xiàn)生產(chǎn)的卷材厚度內(nèi)圈較外圈偏厚約1.0μm~1.5μm(軋制長度大約17000m),即軋機(jī)起車后越軋?jiān)奖。瑢?dǎo)致下工序分卷后,兩小卷平均厚度偏差較大。綜合測(cè)厚儀本身測(cè)量的影響因素,分析造成前、后半卷厚度不均的原因,先考慮以氣隙測(cè)量溫度補(bǔ)償為突破點(diǎn),對(duì)氣隙補(bǔ)償系數(shù)進(jìn)行調(diào)整,但在實(shí)施過程中發(fā)現(xiàn)在現(xiàn)有的氣隙補(bǔ)償系數(shù)下,溫度監(jiān)控曲線較為平穩(wěn),測(cè)量準(zhǔn)確,無法進(jìn)一步改善整卷厚度的不均勻性。
為了解決此種問題,分析冷軋機(jī)AGC控制過程,根據(jù)測(cè)速儀實(shí)測(cè)速度和測(cè)厚儀實(shí)測(cè)厚度參與的輥縫控制,例如厚度反饋THFB、質(zhì)量流控制MFC等,現(xiàn)場(chǎng)考慮是否能夠在線實(shí)時(shí)修正測(cè)厚儀出口厚度偏差來減少內(nèi)圈厚度偏厚的問題。通過查看測(cè)厚儀厚度給定值的來源,了解ABB系統(tǒng)1級(jí)CBM程序,添加內(nèi)部線性功能塊(圖5),根據(jù)入口帶材實(shí)時(shí)卷徑,來實(shí)現(xiàn)線性補(bǔ)償出口厚度實(shí)時(shí)偏差的功能。例如,軋機(jī)入口卷徑2500mm,此時(shí)出口厚度偏差補(bǔ)償為0.7μm,0.7μm與測(cè)厚儀測(cè)量的實(shí)際厚度偏差相加,計(jì)算值為1級(jí)控制系統(tǒng)的出口厚度偏差,然后參與輥縫控制。隨著軋制的進(jìn)行,卷徑減少到1500mm時(shí),此時(shí)補(bǔ)償系數(shù)值為0μm,從而實(shí)現(xiàn)對(duì)前半卷厚度偏厚問題的改善控制(圖6),此種方式主要利用AGC內(nèi)部的厚度反饋和質(zhì)量流控制。經(jīng)過兩個(gè)月4次調(diào)試跟蹤,最終確定系數(shù)0.7μm,運(yùn)行至今,根據(jù)軋機(jī)生產(chǎn)卷材的厚度數(shù)據(jù)統(tǒng)計(jì),得出C02與C01偏差控制在0.7μm左右,最小批次偏差達(dá)到0.4μm,最終實(shí)現(xiàn)改善卷材前后厚度偏差較大的問題。

圖5 CBM程序線性補(bǔ)償功能塊
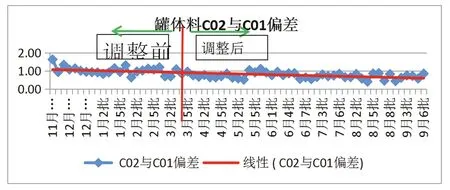
圖6 厚度偏差統(tǒng)計(jì)表
5 總結(jié)
結(jié)合X射線測(cè)厚儀的厚度測(cè)量原理、影響因素以及冷軋機(jī)1級(jí)PLC程序的輥縫控制過程,本文從實(shí)際應(yīng)用方面對(duì)造成測(cè)厚儀離線厚度誤差的因素進(jìn)行了分析,并提出了各種因素的補(bǔ)償和消除措施。為確保測(cè)厚儀測(cè)量功能穩(wěn)定,嚴(yán)格執(zhí)行厚度測(cè)量精度的改善措施和1級(jí)程序的線性補(bǔ)償措施,軋機(jī)離線厚度偏差控制得到明顯改善,整體厚度精度比以前得到大幅提升,極大地滿足了產(chǎn)品厚度控制的要求。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
