觸點(diǎn)自動(dòng)鉚接單元制造
2021-10-19 11:30:42呂振超
機(jī)電元件 2021年5期
關(guān)鍵詞:示意圖
呂振超,謝 勇
(桂林航天電子有限公司,廣西桂林,541002)
1 引言
航天繼電器的觸點(diǎn)鉚接是一個(gè)相當(dāng)重要的環(huán)節(jié)。在航天繼電器生產(chǎn)時(shí),由于多品種、小批量生產(chǎn)特點(diǎn),不易組織大規(guī)模流水線(xiàn)式生產(chǎn)。目前航天繼電器觸點(diǎn)一直采用手工鉚接作業(yè),由于觸點(diǎn)體積小、表面鍍金、需要操作者手工用工具夾持上料進(jìn)行作業(yè)。其手工鉚接作業(yè)生產(chǎn)效率低、勞動(dòng)強(qiáng)度大。且手工操作質(zhì)量一致性主要與操作者的自身工作狀態(tài)有關(guān),連續(xù)長(zhǎng)時(shí)間加工作業(yè)導(dǎo)致的精神疲乏等因素都容易影響到最終成品的加工質(zhì)量。所以,在單工序?qū)崿F(xiàn)柔性自動(dòng)化有助于企業(yè)產(chǎn)能的提升。
2 現(xiàn)階段手工鉚接操作情況
2.1 生產(chǎn)現(xiàn)狀
以工廠(chǎng)手工鉚接某型號(hào)繼電器靜接點(diǎn)組為例,操作者使用手板壓床進(jìn)行鉚接時(shí),其工藝布局見(jiàn)下圖1。

圖1 鉚接工序工藝布局圖
整個(gè)操作由兩個(gè)操作者共同配合完成加工,其整個(gè)工藝流程操作動(dòng)作分解大致為以下幾項(xiàng):
(1)操作者二將零組件按工藝依次裝入工裝夾具;
(2)操作者二裝完零件后,將工裝夾具傳遞至操作者一,然后用另一副工裝進(jìn)行零件裝夾;
(3)操作者一在接到工裝夾具后,將鎖緊夾具,然后放置手板壓床下進(jìn)行鉚接;
(4)鉚接完成后,操作者一取出夾具卸料,在卸料完成后將夾具傳遞給操作者二。由此形成操作閉環(huán)。
該鉚接工序的靜觸點(diǎn)組,因?yàn)榻M件結(jié)構(gòu)較復(fù)雜,組合零件比較多,還要兼容其他結(jié)構(gòu)的產(chǎn)品鉚接,所以該工位難以用全自動(dòng)的上料方式來(lái)實(shí)現(xiàn),只用通過(guò)人工輔助的半自動(dòng)化方式進(jìn)行研發(fā)。
2.2 質(zhì)量、成本現(xiàn)狀
(1)一個(gè)熟練工一天(8小時(shí)工作制)約可以完成1200次的鉚接操作,考慮到加班情況,一年實(shí)際工作時(shí)間約為2496小時(shí)(考慮每周加班時(shí)間為8小時(shí)),共可完成37.4萬(wàn)次的鉚接操作;
(2)按量計(jì)算,完成年產(chǎn)量電磁繼電器觸點(diǎn)鉚接工序至少需要配備2名操作者全年加班完成;
(3)手工操作質(zhì)量一致性主要與操作者的自身工作狀態(tài)有關(guān),連續(xù)長(zhǎng)時(shí)間加工作業(yè)導(dǎo)致的精神疲乏等因素都容易影響到最終成品的加工質(zhì)量。
3 自動(dòng)化鉚接設(shè)計(jì)
為了實(shí)現(xiàn)鉚接自動(dòng)化裝置自動(dòng)完成鉚接,通過(guò)應(yīng)用PLC控制技術(shù)、精密裝配技術(shù)、鉚接機(jī)改造等,實(shí)現(xiàn)鉚接工序生產(chǎn)節(jié)拍可進(jìn)行量化控制,該裝置主要研究?jī)?nèi)容包括以下幾點(diǎn),如圖2所示。

圖2 鉚接自動(dòng)化裝置主要研究?jī)?nèi)容
3.1 整體工藝布局
鉚接自動(dòng)化裝置采用直進(jìn)式結(jié)構(gòu),其自動(dòng)鉚接平臺(tái)三維示意圖見(jiàn)圖3。

圖3 自動(dòng)鉚接平臺(tái)三維示意圖

圖4 直進(jìn)式工藝布局圖
采用直進(jìn)式的工藝結(jié)構(gòu),裝配工位不受限制,調(diào)整較靈活,基礎(chǔ)件采用間歇傳送來(lái)完成鉚接。
這種工藝布局整個(gè)上下料由操作者獨(dú)立完成。改進(jìn)后整個(gè)操作過(guò)程動(dòng)作分解大致為以下幾點(diǎn):
(1)將多個(gè)待加工零件排樣放入夾具;
(2)將夾具放入傳動(dòng)系統(tǒng)中的定位銷(xiāo)后,按下開(kāi)關(guān),夾具自動(dòng)移動(dòng)至鉚床下方自動(dòng)鉚接;
(3)工件自動(dòng)鉚接同時(shí),操作者用備用夾具進(jìn)行卸料、多件排樣;
(4)自動(dòng)鉚接完成后,夾具自動(dòng)退回原位,用備用夾具進(jìn)行更換,動(dòng)作循環(huán)。
3.2 氣動(dòng)壓床控制系統(tǒng)
氣動(dòng)壓床控制系統(tǒng)是實(shí)現(xiàn)自動(dòng)鉚接的執(zhí)行裝置,通過(guò)電氣控制來(lái)改變氣動(dòng)壓床的工作方式。改變后,壓床能按設(shè)定的執(zhí)行時(shí)間做間歇性自動(dòng)動(dòng)作,自動(dòng)完成鉚接。
3.3 導(dǎo)軌
因?yàn)槠脚_(tái)設(shè)計(jì)直線(xiàn)運(yùn)動(dòng)軌跡有130mm,所以必須使用到精密導(dǎo)軌,導(dǎo)軌是該鉚接設(shè)備的重要零件,直接決定半自動(dòng)鉚接系統(tǒng)的使用性能,導(dǎo)軌是承擔(dān)相對(duì)直線(xiàn)運(yùn)動(dòng)的重要組成部分,要求導(dǎo)軌具有非常高的表面精度、直線(xiàn)度、硬度,并搭載進(jìn)級(jí)模等控制組件水平直線(xiàn)運(yùn)動(dòng),所以選擇的導(dǎo)軌為廠(chǎng)外標(biāo)準(zhǔn)件,免去自己設(shè)計(jì)、加工風(fēng)險(xiǎn)。
3.4 通用級(jí)進(jìn)方式的送料平臺(tái)
操作者把來(lái)件連續(xù)、準(zhǔn)時(shí)、準(zhǔn)確的送到指定位置排樣,實(shí)現(xiàn)多零件運(yùn)動(dòng)進(jìn)級(jí)模。整個(gè)系統(tǒng)主要功能為帶動(dòng)夾具直線(xiàn)水平做間歇性運(yùn)動(dòng),在間歇停留的時(shí)間間隔內(nèi)完成上料、鉚接等功能動(dòng)作。運(yùn)動(dòng)機(jī)構(gòu)主要由PLC(控制編輯器)控制步進(jìn)電機(jī)和進(jìn)給絲桿組成。工作原理是PLC將位移量作為指令值給出,在控制器中產(chǎn)生作為執(zhí)行控制量的速度指令,驅(qū)動(dòng)器接收到速度指令后,經(jīng)電力放大供給步進(jìn)電機(jī)能量,步進(jìn)電機(jī)就開(kāi)始做直線(xiàn)推進(jìn),驅(qū)動(dòng)與電機(jī)連接的給進(jìn)絲桿運(yùn)動(dòng),從而帶動(dòng)工作臺(tái)移動(dòng)。簡(jiǎn)單來(lái)說(shuō),主要是采用由PLC控制步進(jìn)電機(jī)驅(qū)動(dòng)控制夾具級(jí)進(jìn)平臺(tái)上運(yùn)動(dòng)機(jī)構(gòu)的移動(dòng),將待加工零件、夾具在規(guī)定時(shí)間內(nèi)送到指定位置。
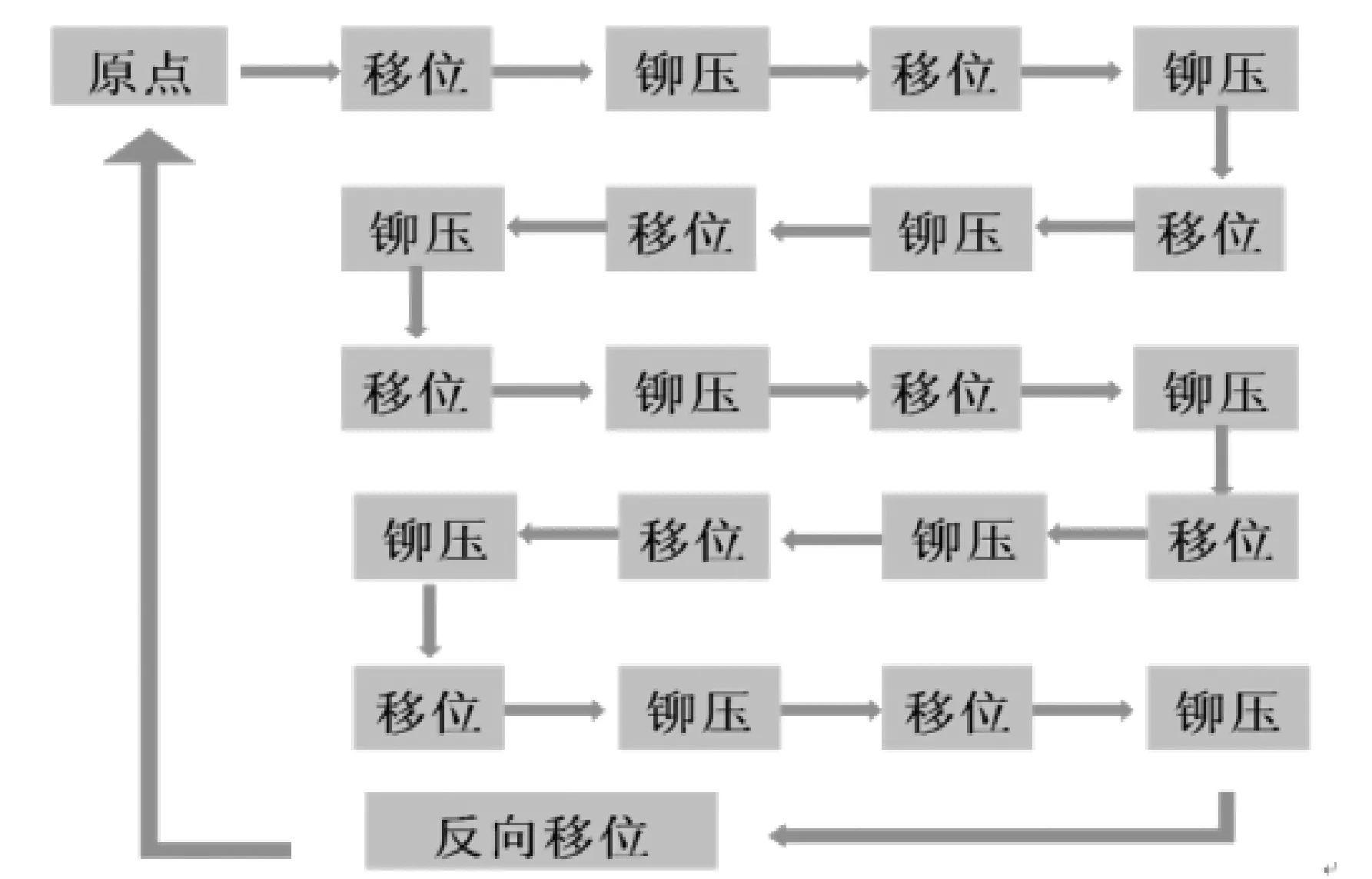
圖6 PLC指令原理圖
運(yùn)動(dòng)機(jī)構(gòu)的滑塊下方設(shè)計(jì)有定位孔,定位孔間距均為固定值,本裝置定位孔數(shù)量設(shè)計(jì)數(shù)量為10個(gè),當(dāng)滑塊的定位孔移動(dòng)到鋼球正上方時(shí),鋼球通過(guò)彈簧彈力向上卡緊,滑塊出現(xiàn)自動(dòng)定位基準(zhǔn)。通過(guò)這種定位精度設(shè)計(jì),極大減少了裝置總裝調(diào)試難度。在級(jí)進(jìn)平臺(tái)上實(shí)現(xiàn)產(chǎn)品在不同型號(hào)產(chǎn)品鉚接切換時(shí),僅僅需要更換平臺(tái)上的工裝夾具和鉚頭。通過(guò)送料平臺(tái)柔性化結(jié)構(gòu)設(shè)計(jì),可以有效地制造具有靈活性特點(diǎn)、小批量多品種的自動(dòng)化制造裝置,能根據(jù)制造任務(wù)與工作環(huán)境的變化進(jìn)行迅速調(diào)整實(shí)現(xiàn)快速換型功能。

圖7 進(jìn)級(jí)模送料系統(tǒng)示意圖
3.5 工裝夾具
工裝夾具是零件鉚接的定位載體,除了加工精度要求高以外,還要承擔(dān)固定零組件不受鉚接力的振動(dòng)影響而發(fā)生偏移的作用。工裝夾具結(jié)構(gòu)為分體三層疊加結(jié)構(gòu),夾具最下層作為觸點(diǎn)的受力面,不僅需要平整度高,而且要硬度大。夾具中間層起限制觸點(diǎn)外形的作用,夾具上層主要限制組合零件的外形。當(dāng)工裝夾具送入設(shè)備自動(dòng)鉚接時(shí),操作者可用另一付夾具進(jìn)行零件裝夾,當(dāng)自動(dòng)完成鉚接后,夾具自動(dòng)歸位,兩付工裝夾具交替使用可提高鉚接生產(chǎn)效率,其工裝夾具見(jiàn)圖8。
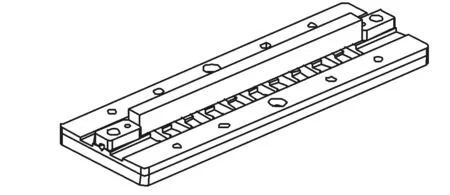
圖8 工裝夾具示意圖
觸點(diǎn)組的裝夾用結(jié)構(gòu)上以觸點(diǎn)的工作平面作為定位基準(zhǔn),基準(zhǔn)面固定,保證觸點(diǎn)定位基準(zhǔn)與設(shè)計(jì)基準(zhǔn)的統(tǒng)一,在工裝夾具設(shè)計(jì)上采用整體模塊化結(jié)構(gòu),簡(jiǎn)化了工裝夾具的設(shè)計(jì)難度與工作量,提高了設(shè)計(jì)準(zhǔn)確性,同時(shí)使得夾具整體具有良好通用性,由于級(jí)進(jìn)平臺(tái)相同且通用,類(lèi)似產(chǎn)品的觸點(diǎn)鉚接夾具設(shè)計(jì)時(shí),只要根據(jù)需要設(shè)計(jì)觸點(diǎn)型腔、零件定位基準(zhǔn)即可。這些鉚接夾具內(nèi)部結(jié)構(gòu)相同,絕大部分零件可通用,其整機(jī)示意圖見(jiàn)圖9。

圖9 鉚接自動(dòng)化裝置總裝示意圖
4 使用情況
4.1 裝置穩(wěn)定性驗(yàn)證
為了驗(yàn)證鉚接裝置長(zhǎng)時(shí)間運(yùn)行無(wú)異常,把某型號(hào)靜觸點(diǎn)組放入工裝夾具,按正常鉚接運(yùn)作,設(shè)備運(yùn)行1000次,檢查裝置穩(wěn)定性。
通過(guò)鉚接機(jī)上的計(jì)數(shù)器測(cè)試1000次動(dòng)作后檢查,裝置連續(xù)工作未出現(xiàn)異常,靜觸點(diǎn)組無(wú)錯(cuò)壓痕跡。結(jié)果表明該裝置穩(wěn)定性能良好。

圖10 鉚接裝置穩(wěn)定性驗(yàn)證
4.2 某型號(hào)繼電器靜觸點(diǎn)組鉚接試驗(yàn)
為了驗(yàn)證鉚接裝置正常工作與運(yùn)行,設(shè)置鉚接主機(jī)氣缸壓力0.7MPa,將鉚接主機(jī)的行程頂柱調(diào)至合適位置。
調(diào)試領(lǐng)取該型號(hào)靜觸點(diǎn)組庫(kù)存所需零件70件進(jìn)行試鉚接,同時(shí)鉚接靜觸點(diǎn)與鉚釘,靜觸點(diǎn)組鉚接示意圖見(jiàn)下圖11。

圖11 #型號(hào)靜觸點(diǎn)組示意圖
經(jīng)過(guò)實(shí)測(cè)自動(dòng)鉚接裝置完成的70只該型號(hào)靜觸點(diǎn)組尺寸,Ⅰ號(hào)端尺寸最大3.833mm,尺寸最小3.8mm,公差帶的分布在0.033mm之間。Ⅱ號(hào)端尺寸最大3.544mm,尺寸最小3.515mm。由于該組件來(lái)件加工公差帶與實(shí)際組裝的公差累積,原來(lái)Ⅰ號(hào)端、Ⅱ號(hào)端鉚接控制公差為±0.1mm,通過(guò)設(shè)備機(jī)械結(jié)構(gòu)控制,公差帶的分布在0.029mm之間。鉚接完成后用鑷子撥動(dòng)各零件,各零件間無(wú)松動(dòng)現(xiàn)象,貼合緊密無(wú)明顯縫隙,無(wú)裂紋,觸點(diǎn)表面無(wú)損傷。鉚接質(zhì)量滿(mǎn)足工藝要求。
4.3 某型號(hào)動(dòng)觸簧組自動(dòng)鉚接試驗(yàn)數(shù)據(jù)
為了驗(yàn)證鉚接裝置換型后正常工作與運(yùn)行,設(shè)置鉚接主機(jī)氣缸壓力0.6MPa,將鉚接主機(jī)的行程頂柱調(diào)至合適位置。領(lǐng)取另一型號(hào)繼電器庫(kù)存零件80件進(jìn)行試鉚接,鉚接裝置同時(shí)鉚接觸點(diǎn)兩端,該型號(hào)動(dòng)觸簧組鉚接示意圖見(jiàn)下圖12。
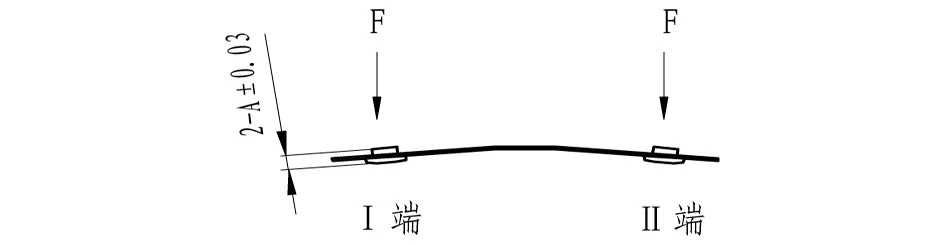
圖12 ##型號(hào)動(dòng)觸簧組示意圖
經(jīng)過(guò)實(shí)測(cè)自動(dòng)鉚接裝置完成的80只##動(dòng)觸簧組尺寸,最小尺寸0.802mm,最大尺寸0.848mm。由于該組件來(lái)件加工公差帶與實(shí)際組裝的公差累積,原來(lái)Ⅰ號(hào)端、Ⅱ號(hào)端鉚接控制公差為±0.03mm。通過(guò)設(shè)備機(jī)械結(jié)構(gòu)控制,公差帶的分布在0.046mm之間。鉚接完成后用鑷子撥動(dòng)個(gè)零件,各零件間無(wú)松動(dòng)現(xiàn)象,貼合緊密無(wú)明顯縫隙,觸點(diǎn)鉚接表面無(wú)裂紋、損傷。經(jīng)過(guò)工藝試驗(yàn),鉚接質(zhì)量滿(mǎn)足工藝要求。
5 結(jié)束語(yǔ)
航天繼電器因多品種、小批量的生產(chǎn)特點(diǎn),不易組織大規(guī)模自動(dòng)化生產(chǎn)線(xiàn),只有在單工序?qū)崿F(xiàn)能快速切換的自動(dòng)化加工模式。目前自動(dòng)鉚接單工序已經(jīng)產(chǎn)生了以下幾點(diǎn)效益:
(1)通過(guò)鉚接平臺(tái)結(jié)構(gòu)設(shè)計(jì),形成一個(gè)能適應(yīng)多品種、小批量特點(diǎn)的加工裝置。通過(guò)半自動(dòng)鉚接裝置設(shè)計(jì),可以用最少的投資來(lái)實(shí)現(xiàn)鉚接自動(dòng)化功能、有效降低操作者操作難度、提高生產(chǎn)效率。
(2)通過(guò)不同結(jié)構(gòu)的典型產(chǎn)品進(jìn)行論證,實(shí)現(xiàn)了鉚接自動(dòng)化的可行性與兼容性,不同產(chǎn)品可以柔性快速換型功能。
猜你喜歡
《學(xué)習(xí)方法報(bào)》歷史中考版(2023年21期)2023-11-09 07:40:38
數(shù)學(xué)小靈通(1-2年級(jí))(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂(lè)園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國(guó)共青團(tuán)(2015年7期)2015-12-17 01:24:38
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年1期)2015-01-09 08:50:45
中國(guó)扶貧(2014年8期)2014-06-27 15:33:39
中國(guó)扶貧(2014年8期)2014-06-27 04:09:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20