數控車銑復合機床編程探討
2021-10-19 11:30:40劉福亮
機電元件 2021年5期
劉福亮
(貴州航天電器股份有限公司,貴州貴陽,550009)
1 引言
隨著數控技術的飛速發展,使得數控車床加工更加的便捷快速。數控技術集傳統的機械制造技術、計算機技術、成組技術與現代控制技術、網絡通訊技術、傳感檢測技術、信息處理技術于一體,是現代先進制造技術的基礎和核心。復合加工作為一種先進的制造技術,是目前國際上機械加工領域最流行的加工工藝之一,能夠縮短工藝鏈,減少零件裝夾次數,提高零件的生產效率。在復合加工中,應用最廣泛、難度最大的就是車銑復合加工。總的來看,車銑復合零件的加工并不是簡單的車銑結合,而是需要考慮加工的先后次序和裝夾方案,以保證加工精度。
2 零件結構分析及數控機床的選擇
某型號連接器外殼如圖1所示。零件材料為2AL2-T4,該零件結構復雜,其主要加工難點為兩端的鍵和槽以及圓柱面上的螺旋槽,具有一定的位置關系,要求車床一次加工成形,普通數控機床無法加工,因此采用雙主軸雙刀塔車銑加工中心(見圖2)來進行加工。該機床采用FANUC 18i 控制系統,兩端可實現不同工藝同時加工,工件不停車對接。
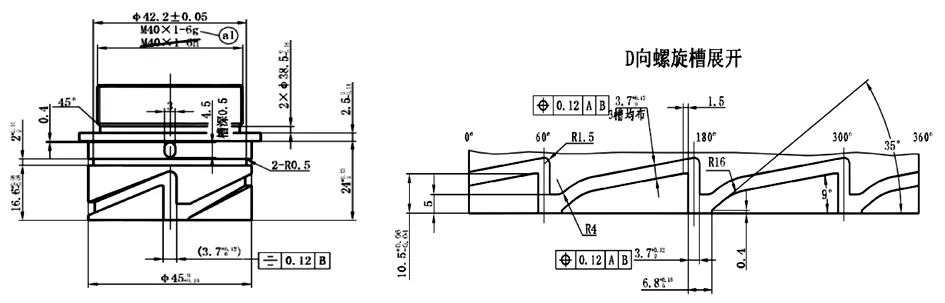
圖1 某連接器外殼部分圖

圖2 雙主軸雙刀塔車銑加工中心
采用如圖2所示的車銑復合機床具有很多優勢,比如:縮短產品制造工藝鏈,提高生產效率。可以實現一次裝夾完成全部或者大部分加工工序,從而大大縮短產品制造工藝鏈;減少裝夾次數,提高加工精度。裝夾次數的減少避免了由于定位精準轉化而導致的誤差積累。從而提高產品的加工精度;占地面積少,降低生產成本。雖然車銑復合加工設備的單臺價格比較高,但由于制造工藝鏈的縮短和產品所需設備的減少,以及工夾具的減少,能有效降低生產運作和管理成本。
3 加工程序的編制
3.1 切削循環程序的編制
FANUC系統中最常用的循環指令就是G70、G71兩個。其中,G71指令是外圓粗車復合循環指令,適合于棒料為毛坯且軸向和徑向尺寸單調遞增的軸類零件。該軸類零件上包含比較復雜的外圓.臺階.圓弧過渡等特征的輪廓。只需要按照輪廓編程,在程序中給出精加工走刀軌跡即可,這樣可以達到有效簡化程序的目的,最大限度地減少編程工作量。能夠正確應用該指令完成單件加工和批量加工對提高加工效率有著非常重要的意義。
G71指令只需指定粗加工背吃刀量、精加工余量和精加工路線,系統便可自動給出粗加工路線和加工次數,完成各外圓表面的粗加工。如圖3所示,其加工程序如下。
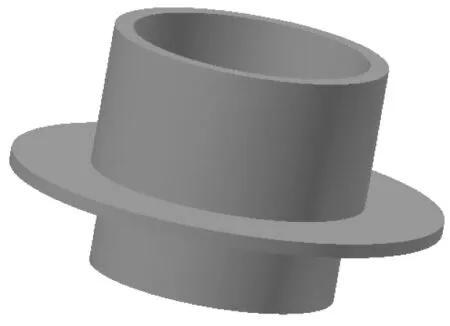
圖3 連接器外殼外圓加工
G97S1500M13
M98P1
T0101
G0X75.0 Z5.0
G71U2.0R0.5
G71P111Q222U0.5W0.1F0.5
N111G0X20
GIG99Z0.F0.1
X45,C0.5
Z-25
X70
Z-30
N222X75
G70P111Q222
M98P1
M30
在代碼“G70P111Q222”中,P表示精加工循環程序的開始程序段號,此程序段控制工件需作精加工的路徑;Q表示精加工循環程序的結束程序段號,此程序段控制工件需作精加工的路徑。
3.2 極坐標插補的程序編制
數控車床一般只能加工回轉體類零件,而要在回轉體類零件的端面加工孔系、矩形輪廓、矩形槽等形狀,則不能直接在數控車床上加工,只能再由數控銑床繼續加工,這樣將影響零件的加工精度和增加零件的加工時間、降低生產效率。而在車削中心上加工此類零件就比較方便,車削中心是在原有直角坐標的基礎上,增加了個極坐標功能,使得機床能夠把回轉類零件和它端面的矩形輪廓或矩形槽在一次裝夾中連續加工完成。
極坐標插補功能是將輪廓控制由直角坐標系中編程的指令轉換成一個直線軸運動(刀具的運動)和一個回轉軸的運動(工件的回轉)。需要主軸和安裝在轉塔刀架上的自驅動刀具作同步運動,并在工件表面進行銑削加工,用G112指令命令極坐標插補。
極坐標插補法準則:G112有效時,不允許G00定位。使用圓弧插補時,G02或G03圓弧的半徑用R進行規定。命令C軸之前,必須啟動M23。命令極坐標之前,應將主軸定向到0度。Z軸運動與極坐標插補無關。使用極坐標時,C軸指令的單位為英寸或毫米,而不是度。當G112極坐標插補有效時,不允許程序重新啟動和程序段重新啟動。編程是X為直徑,而C為半徑。
如圖4加工一個50mm的方,四角倒R4園角,起點在C0開始切削,程序如下:N1

圖4 外殼銑方
M98P1
T0808,
G10P0Z#500M66
M53S1500
X80.Z-25.0
M23
C0.
G1G112
G1G41G98X50.0C-26.0F200
C-21.0
G2X42.0C-25R4.0
G1X-42.0
G2X-50.0C-21R4.0
G1C21.0
G2X-42C25.0R4.0
G1X42.0
G2X50.0C21.0R4.0
G1C-26
Z5.0F500.0
G40
G113
M24
M98P1
M30
3.3 圓柱面插補的程序編制
數控車床一般加工回轉體零件,而要加工出回轉零件外輪廓上的螺旋槽、異性槽等形狀,則不能直接由數控車床加工完成,只能再有具有旋轉軸的加工中心裝夾找正后繼續加工,這將影響零件的加工精度和增加零件的加工時間,車銑復合加工中心利用圓柱面插補功能則可輕松地解決此難題。
圓柱面(G107)用來在工件上進行仿形銑削加工。Z和C用來規定運動的終點。采用圓柱面插補時,C以度進行編輯,C還用來規定啟動圓柱面插補的G107程序段中的零件半徑。X用來對切削深度進行編輯。
極坐標插補法準則:圓柱展開平面被視為G19轉軸,編程前必須進行加工平面的選擇。G107有效時,不允許G00定位。使用圓弧插補時,G02或G03圓弧的半徑用R進行規定。命令C軸之前,必須啟動M23。命令圓柱面插補之前,應將主軸定向到0度。使用極坐標時,H用來對遞增的C軸運動進行編輯。當G107圓柱面插補有效時,不允許程序重新啟動和程序段重新啟動。
根據以上圓柱面插補方法,該零件需要在圓柱面加工三螺旋槽,其展開圖如圖5所示,找出每兩點之間的距離,再通過公式換算出角度,計算公式如下:

圖5 圓柱面三螺旋槽展開圖
α=L/(2πr/360)
(1)
式中,α——角度;
L——兩點之間的距離;
π——圓周率≈3.14;
r——零件半徑。
其中,數控程序如下:
N8
M98P1
T0808,
G10P0Z#500M66
M53S1500
M23
G19
G0G98Y0.Z4.0 C0.
C0.
X65.
G107C27.5
G1G41G98X54.4F200
H-17
Z-0.4
Z-3.01H-10.9
G2Z-5.71H-17.1R16.0
G1Z-10.5H-70.7
H-4.3
Z2.
H-9.7
Z-13.43
Z-9.86H81.3
G3Z-6.53H21.1R19.8
G2Z-5H8.8R4.0
G1H18.5
Z2.
X60.F2500.
G107C0.
G0X65.
M16
M9
M55
M98P1
M30
該程序為一個螺旋槽程序,由于采用的是增量編程,只需要將程序改成子程序,調用三次即可完成螺旋槽的加工。
4 結論
綜上所述,如何根據零件的結構特點及車銑復合數控車床的工藝特點進行加工分析,選擇合理的刀具,快速將數控程序編制完成,是實現高效精密加工的關鍵。針對文中零件加工難點,重點對極坐標插補編程和圓柱面插補編程進行了一系列探究,提出了自己的見解,使其在實際加工過程中具有一定的參考價值。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
制造技術與機床(2019年12期)2020-01-06 03:17:48
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術與機床(2017年4期)2017-06-22 11:18:05
環球時報(2017-03-30)2017-03-30 06:44:45
中國衛生(2015年3期)2015-11-19 02:53:32
制造技術與機床(2015年10期)2015-04-09 07:05:42